Forum sponsored by:

Here we go - parting off
| Wolfie | 24/12/2011 13:43:51 |
 502 forum posts | Arrgh I have broken more parting off tools in the last couple of weeks than I care to admit. I bought a holder at a local motor fair (yeah I know cheap and chinese) but a colleague milled it for me so it was straight. But the blade in it keep digging in and breaking. Its quite thin only about 3/32", should I get something a bit wider? |
| Stephen Benson | 24/12/2011 13:51:52 |
 203 forum posts 69 photos | No check for play something is flexing but I doubt it is the blade itself, if anything you should go thinner but have less sticking out of the holder. |
| Stub Mandrel | 24/12/2011 14:06:47 |
 4318 forum posts 291 photos 1 articles | Wolfie, Someone will be along in a minute to tell you to use rear toolpost. In the meantime try to follow all these tips at once: All slides need to be without shake or play (put a finger across the joint and with you other hand try pulling things back and forth. If you feel any movement, tighten things up. Make sure the mandrel/spindle is properly adjusted. Make sure you have adequate front clearance, if you don't the tool won't cut without a lot of pressure, then when it does start cutting, it digs in and bang! Tool at centre height (set to a pip in the end of the work is OK) o a little teensy bit lower, never higher. If its a large diameter, start with a small amount of blade protruding, you can let more stick out when nearer the centre and the cutting gets easier. Make sure its sharp, set square and as rigid as you can get it. Use cutting oil, applied by brush. Try different speeds. Faster can be better than slower. Finally, the best bit of advice was from George Thomas (I think). Don't wimp about and let it realise you're scared. Be confidenmt and wind the tool in with confidence and keep up the feedrate. Judge by the noise it makes if its cutting OK - if its bringing off a good stream of swarf it's unlikely to jam. I can part off 1" silver/high tensile steel and 2" mild steel (well I can cut grooves in the latter) on my mini lathe using tools from 1/16" to 1/8" wide. Good luck. Neil |
| Stewart Hart | 24/12/2011 14:35:21 |
 674 forum posts 357 photos | Wolfie all the above from Stub is spot on but the clincher is this:-
Finally, the best bit of advice was from George Thomas (I think). Don't wimp about and let it realise you're scared. Be confidenmt and wind the tool in with confidence and keep up the feedrate. Judge by the noise it makes if its cutting OK - if its bringing off a good stream of swarf it's unlikely to jam.
The worst thing you can do is be scared of it let it now who's boss
Stew
|
| Ady1 | 24/12/2011 14:56:29 |
 6137 forum posts 893 photos | Try it with the backgear, then work your way up to higher speeds as your experience and confidence increases. Us newbies can rarely just bolt and go where parting off is concerned. I always part off from the rear side. I also angle the tool slightly "uphill" to help with swarf clearance. unless you have a machine with lots of power and stiffness parting off is yet another skill to be acquired. With anything big I tend to put it on the hacksaw, less hassle. Edited By Ady1 on 24/12/2011 15:01:08 |
| David Littlewood | 24/12/2011 15:17:14 |
| 533 forum posts | Wolfie,
I also used to find parting off a slightly fraught experience. The above guidelines were all followed, which made it mostly OK. However, it was buying a Q-Cut parting tool which gave a dramatic improvement in the ease - I can now part off under power cross feed, which I would not have contemplated before. Greenwood tools, among others, sell them.
At the miniature end of the spectrum, I find the mini-thin grooving and parting set from J&L is just magic, I use it often for O gauge work for making, for example, grooved loco whistles and the like. Loook for them in the monthly special offer leaflets and save a third or so.
David |
| Gray62 | 24/12/2011 15:38:10 |
| 1058 forum posts 16 photos | Don't bother with a rear toolpost, these cause the cross slide to lift against the gibs and will cause untold problems.
Get yourself a good insert type parting tool, the Glanze ones are pretty good, the QCut ones are excellent.
I have a selection of both and use them all the time, never get a dig in and parting off is no longer a scary experience.
Just after starting with these tools, I stripped cleaned lapped and readjusted all of the slideways, it made yet another significant improvement, so make sure you have everything set up correctly, it all helps
As has already been said, don't be scared of parting, listen to the tool and it will tell you when it is cutting properly, keeping a constant feed rate is better than taking little stabs - trust me, I've learnt this from expensive mistakes.
Graeme
|
| mgj | 24/12/2011 16:40:31 |
| 1017 forum posts 14 photos | Well I certainly won't suggest a rear toolpost. Most commercial lathes can't be set up to use them, and for me the rear toolpost on a small lathe is just plain inconvenient and cramped. I could jam up anything with ease, and going wider doesn't solve the problem. Mostly its down to rake angle (because you can get jam up on rear tollposts too (I know!!)) Basically if you have a lot of rake, which looks "sharp", then the download on the top of the tool generates an inwards vector, pulling the tool into the work. If you then don't feed fast enough to keep the x slide pressed up against the back of the leadscrew, the tool can jump forwards into the job - indeed its pulled forwards into the job. This geometry also applies on a rear toolpost too. Most of us who are having parting problems tend, from all I have spoken to, to increase rake, and feed gently - with care, because you think its about to jam up. Which is exactly what one should not do So the tricks are to get rid of the top rake and part with a minimal degree of rake - you have been given this advice already in a different form, because the Glanze tools are fitited with ISCAR GTN2 negative rake tips, or clones thereof. And feed positively so you keep the load on the cross- slide. If you are feeding fast enough, you keep the pressure on the x slide, and it can't pull forwards into the work. As soon as you relieve the feed, you unload the feednut, and it can pull forwards into the backlash, and you are in trouble. Mostly my jam ups occurred not as you I was feeding, but just as I backed off, ready to take another handful of handwheel, - and thats why. Since that penny dropped, I have not had a single jam up, and I used to dread parting off. Now its the proverbial piece of p... . Same blades, same holders etc etc. Rotational speed - of no great concern I reckon. If you slow down, your hand feed rate per rev (thickness of chip) goes up - which is not what you want if you are in jam up country. So now I part off at whatever sped I was last using, and more or less never in back gear. If it chatters a bit I slow down. I do have tipped parting tools, and they are excellent as Coalburner says, but actually I don't use them very much any more, because a decently ground Eclipse blade is better, and it doesn't jam! More useful too, because the front faces are ground handed so they drop the job off You will see people producing drawings showing how a rear mounted tool is suposed to throw the tool out of the work. But actually they are too simplified to be of use, and take no account of the efffects of rake - the angle at which the force is being generated, or the difference between having a tool mounted, front or back toolpost, above or below centre (by a small amount) . Edited By mgj on 24/12/2011 16:47:48 |
| Tony Pratt 1 | 24/12/2011 16:47:47 |
| 2319 forum posts 13 photos | Try to keep your setup as rigid as possible, ie minimum overhang sticking out of the chuck, also a 4 jaw will hold the part more securely than a 3 jaw ever will. All other points already stated are things to check and finally I have used a tailstock centre to support the job in cases where the part geometry allows, just a light support will help.
Tony |
| Phil P | 24/12/2011 19:00:17 |
| 851 forum posts 206 photos |
Wow I am not surprised Wolfie is having problems, all this conflicting advice !!
Use a rear toolpost.....Dont use a rear toolpost ?
Run it slowly..........Run it fast ?
I bet you think I am going to disagree with all of the above and come out with something previously unheard of. Sorry to disappoint you.
I use a HSS parting blade in the front toolpost of my Harrison L5A lathe, it has never dug in or failed to perform perfectly, the only reason its in the front toolpost is because the lathe cannot be fitted with a rear toolpost because of the taper turning attachment being in the way.
The HSS blade is 1" deep by 3/16" thick, so it removes a fair amount of material, I run it fairly fast and with a flood of coolant.
The Myford is a totally different story, Wolfie's experience were similar to mine with the HSS blade in the rear toolpost, everything would be going so well then without warning it would dig in and stall the lathe by slipping the primary belt.
When I had the belt tighter it could snap the HSS blades in a flash. I blame the springy quality of these blades.
 I decided after a lot of research to have a try with the carbide tipped type of blade.
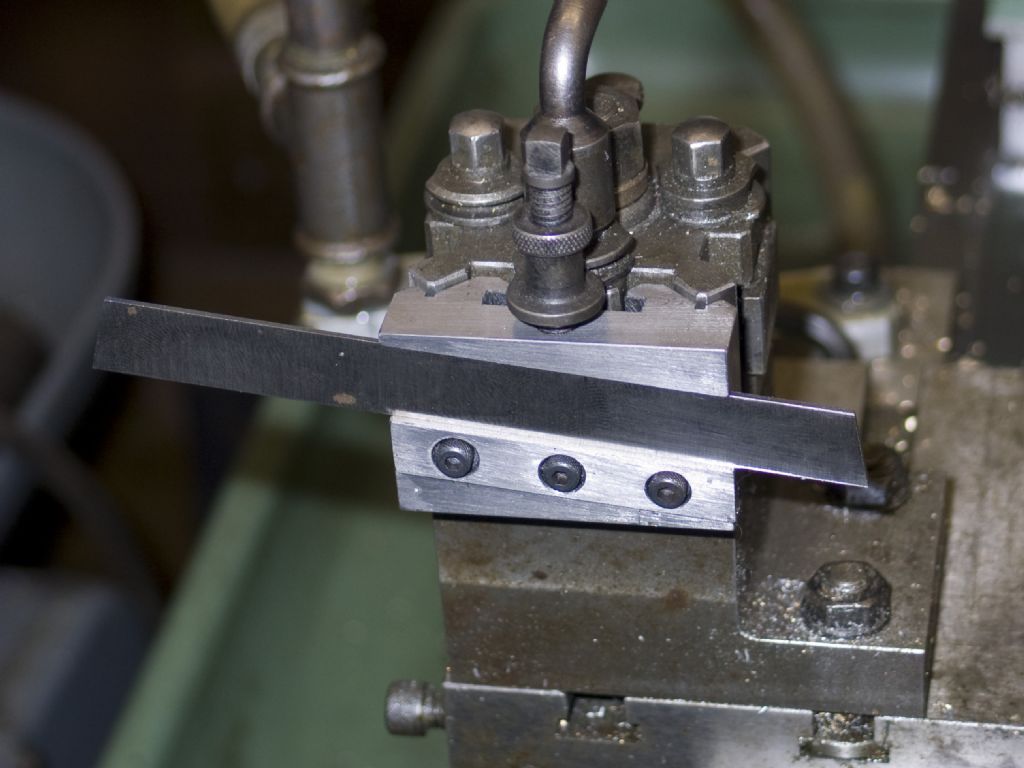
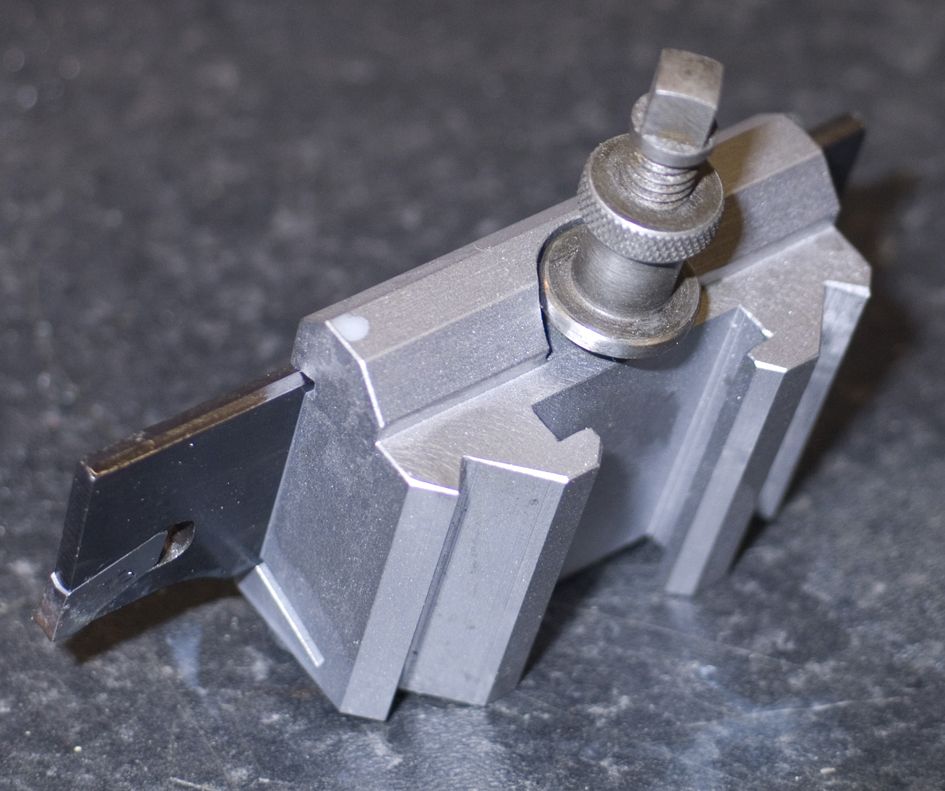
So I made a new holder and gave it a try, I am a total convert and will never use the HSS again after trying this, it works like a charm and it seems you cannot run it too fast.
It is a very stiff design of blade, and the tip profile curls the swarf so that is narrower than the gap and it can escape freely.
  Phil
Edited By Phil P on 24/12/2011 19:02:29 |
| Wolfie | 24/12/2011 20:22:36 |
502 forum posts | "the lathe cannot be fitted with a rear toolpost because of the taper turning attachment being in the way." Yes same here so a rear toolpost is out. Could be a feed problem then Edited By Wolfie on 24/12/2011 20:23:18 |
| Terryd | 24/12/2011 22:13:12 |
 1946 forum posts 179 photos | Posted by Wolfie on 24/12/2011 20:22:36: "the lathe cannot be fitted with a rear toolpost because of the taper turning attachment being in the way." Yes same here so a rear toolpost is out. Could be a feed problem then Edited By Wolfie on 24/12/2011 20:23:18 Hi Wolfie, The solution is more complex than that, PM me and I will try to give you an explanation and a solution. I will not do it on the forum because of the differing views of so many 'experts'. However, I'll give you a clue to the problem - the 'experts' all tell you that they have no problem with large diameters. Have a good Yuletide, Terry |
| Gray62 | 24/12/2011 22:38:32 |
| 1058 forum posts 16 photos | Terryd, what are you afraid of?
If you have a solution to the eternal problem of parting off, then why not share it. No one here with any degree of civility id going to put you down for sharing a gem of information.
I agree, there are many varied opinions and experiences shared in this post and on this forum, but if you hide your light under a bushel, ..........
share with all, don't do it by PM
 |
| blowlamp | 25/12/2011 01:58:51 |
 1885 forum posts 111 photos | My view is that it's important to try to understand why a jam up occurs.
If it only happens once you're some way into the cut, then I think it's pretty fair to say that the swarf that is being produced is somehow involved in the process - providing tool angles are roughly correct of course.
On the other hand, jam ups from the 'get-go' are more likely to be related to cutting tool geometry and/or rigidity/speed errors with the machine, as well as possibly inadequate workpiece mounting.
Therefore, replacable carbide tip tools almost alway work well when used with a good machine in the otherwise uncertain front toolpost position, because their geometry is tuned for chip shaping and ejection. I find that some kind of cutting fluid can also help too.
Martin. |
| BERTO | 25/12/2011 09:27:31 |
| 46 forum posts | Now this is something i have had probems with for a while and although i have not tested it to my standards i have found i hope some answers . I f you look at most toolhoders for a parting tool they hold the tool so that one face is locked against one of the inside faces of the toolholder and this negates one of the side clearances so the tool is actually cocked to one side . This now changes the other angles of the tool and making parting off even more difficullt than it should be . I am currently using a rear toolpost to part off and while there are some pro's and cons it is convenient to have it there but it can get in the way sometimes . If it jams it seems to lift the cross slide some what and i have tightened the Gib strips untill they are as tight as can be but allowing ease of movement of the cross slide but you can only go so tight . I have not broken a parting tool in the rear position but have chipped one and it was 3/32 also but this was an exceptionally tough piece of steel . One thought is to use my tool and cutter grinder to grind a hollow on the top cutting surface of my parting oof tool so the swarf is rolled in upon itself and thus narrowing the width of the swarf. Ian |
| Nobby | 25/12/2011 12:45:01 |
 587 forum posts 113 photos | Hi
Merry Christmas everybody Here,s my 2 pences worth Part from the backlass on leadscrew elimenated note home made tool post Nobby
 |
| AndyB | 26/12/2011 09:06:07 |
 167 forum posts 7 photos | Hi,
I do it like Nobby ...mostly. I run 2 Drummond M Types, a standard bed (for normal use) and a long bed (for special and thread turning...it has almost no wear) I have just acquired a Super 7 but I have not done all the experimentation with that one yet so don't use it much.
Bogs is absolutely on the money. Don't go spending money to solve the problem, figure out why there is a problem.
I had problems when I first tried it with chatter being the first hurdle. It showed in the finish of the cut.
OK. Worked that one out. It was not flex so I had to try cutting height. Yep! Sorted that out with experimentation. Your cutting height is particular to your lathe!!!!! I have two identical lathes but the parting tool set up is individual for each lathe! On the main lathe it does not cut to exactly centre but it is really clean so I don't mind the tidying up operation.
I grind the end of the tool at a slight angle so that the parting is next to the job.
Next. Problems with tools snapping on deep cuts. Worked that one out quicker. Tool not exactly square to cut so bending as depth increases. Ensure squareness of tool to work. Also, support the end of the job lightly if there is any overhang. One thing that snapped tools was the job bending when almost through.
Sorted!
I use HSS blades and off-hand ground HSS square. Take as long to set up as necessary if you don't keep a preset toolholder/toolpost.
It does need to know who is boss! Wind that feed through the part, the more constant the better; I use two hands on the wheel to get a more constant feed.
Hope this helps. It is difficult to suggest what to do without seeing your (or any) set up and watching the process through.
Good luck (and that is also something the old-timers talk about)
Andy Edited By Andy Belcher on 26/12/2011 09:11:26 |
| Gordon W | 26/12/2011 10:27:59 |
| 2011 forum posts | OK, I'll repeat my hard learnt advice, and it is just that. The tool must be square to axis, as this is difficult to achieve I withdraw on deep cuts, move the cross slide a few thou towards the chuck and start again. This gives a bit of side clearance if needed. Also realised when typing this that almost all my parting off is into a hollow shaft, this makes things much easier. |
| Steve Withnell | 26/12/2011 10:57:44 |
 858 forum posts 215 photos | Some simple stuff. Lock the saddle tight. lock the compound tight. Make sure the cross slide gibs have no slop. Make sure the parting off tool is set to centre height and is square to the axis. The confidence comment is spot on, fanny about and you will end up in trouble.
Parting off is tricky on small machines so as per previous comments I use a hacksaw if parting off is no advantage.
Steve
|
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Here we go - parting off