Forum sponsored by:

Yet another parting tool question...
| Robin Graham | 27/08/2018 00:55:32 |
| 1089 forum posts 345 photos | After a spot of parting off unpleasantness:
I had to buy a new tool. The one I went for came from Arc Euro Trade - pretty much a direct replacement for the Glanze:
This works very well, but I wondered about the other design of holder Arc offer:
I don't understand why the first type is advertised as a parting tool only, but the second as a parting and grooving tool. Can anyone enlighten me about the functional differences of these two designs of bit holder? Robin |
| Hopper | 27/08/2018 02:21:58 |
 7881 forum posts 397 photos | Posted by Robin Graham on 27/08/2018 00:55:32:...
... I don't understand why the first type is advertised as a parting tool only, but the second as a parting and grooving tool. ... Marketing. Parting is simply a groove taken all the way to the centre. Any parting tool can be used to cut a groove. But any grooving tool can only part off to the depth the tool can be plunged into the job. |
| John Reese | 27/08/2018 02:40:25 |
 1071 forum posts | The blade type parting tool has one major disadvantage. The holder is mounted in the toolpost. The additional overhang caused by the holder increases the bending moment on the toolpost, topslide and cross slide. That increases the deflection of the tool in the cut compared with the parting tool held directly in the toolpost. The deflection includes downward movement and twisting. The twist causes binding which increases the load on the tool which further increases the deflection. The ideal position for the parting tool would be directly over the centerline of the cross slide. That would eliminate twisting of the tool in the cut and resultant binding. Unfortunately that us not really possible with a QCTP. If you want to use a blade type parting tool and have an Aloris style toolpost there are blades available that will replace the HSS cutoff blade in the Aloris parting tool holder. The rear mounted parting tool eliminates many of the problems with a parting tool in the toolpost. With a parting tool mounted in the toolpost cutting forces deflect the tool into the work. With a rear mounted parting blade the deflection is away from the work. That eliminates the tool digging into the work with resulting disastrous results. |
| Mick B1 | 27/08/2018 06:27:59 |
| 2444 forum posts 139 photos | On the top one, the tip is just a tight slide fit in the angled slot, and the stiffness of the tool is determined by the depth of the blade. Protrusion is selectable by to the user. The lower one clamps the tip with the capscrew, but has a stiffness mainly determined by the shank depth in the toolpost slot. The shoulders force a minimum protrusion. My choice would usually be the top type for stiffness and versatility - I can't readily think of a reason I might choose the lower one. Perhaps if you need all positions of a 4-way to be available it might offer less occlusion at the rear? |
| clogs | 27/08/2018 08:32:12 |
| 630 forum posts 12 photos | glad it's not just me then......... got fed up with tipped tool version above (no1) so made a sturdy over the top parting tool holder that's mounted central to the saddle /cross slide........all very well for making washers but it's quite incoveinient when needing other cutters for different jobs on the same turnig....getting it on/off....... I went back to the HSS type of blade holder but this time using a HSS cobalt blade.......I also with a Dremel grinder created a groove on the top cutting surface, so now have a semi hard blade that doesn't blunt qite so redilly with the conveinence of using the 4 side quick change tool holder..... have just bought a h/d rear mounted tool holder and just waiting for the HSS/co blade.......so lets see how it works.... on the big stuff 50mm plus I just gave up with parting off and just use the band saw, inconveinient but makes my nerves a lot happier....... also when parting off I up the chuck speed to the next highest setting, seem s to work for me.....and have the luxury of flood coolant......
|
| Roger Williams 2 | 27/08/2018 08:50:15 |
| 368 forum posts 7 photos | A chap in the US, I think his forum name was Forrest Addy, suggested a packing piece under the PT holder itself, to stop the sag, if possible. Seemed like a good idea to me. Ive always thought it a bit daft how most people condemn the 4 way tool post and fit quick change ones, when the 4 way is the more solid platform. Not so convenient though. |
| Michael Horner | 27/08/2018 08:51:56 |
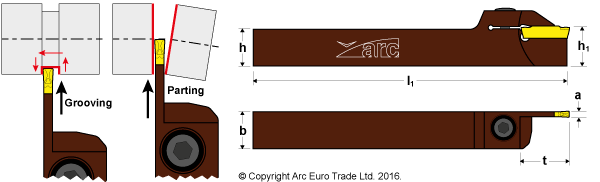
| 229 forum posts 63 photos | ARC MGEH one piece clamp type Parting & Grooving Tool Holders Suitable for external grooving, parting, turning, relieving, profiling. Each tool holder includes:
Can you see the left arrow above the grooving arrow? This tool can take small cuts side to side. Cheers Michael. |
| not done it yet | 27/08/2018 08:55:57 |
| 7517 forum posts 20 photos | Posted by Robin Graham on 27/08/2018 00:55:32:
... Can anyone enlighten me about the functional differences of these two designs of bit holder? Robin I am sure that if you asked the horse, you would get the information ‘straight from the horse’s mouth’. Not calling Ketan a horse, but you should understand the analogy. Ask ARC. They obviously know, or would not have described each of them as such. |
| Neil Wyatt | 27/08/2018 09:22:12 |
 19226 forum posts 749 photos 86 articles | What Michael says, inserts held in place by a screw can take light side-to side cuts as well as fore-aft ones. Neil
|
| Chris Evans 6 | 27/08/2018 09:30:31 |
 2156 forum posts | The average home workshop lathe is not ridged enough for some parting ops. I have made a rear mounted parting tool holder with an ARC supplied blade like the OP. Works well on things like EN1A I can part 40mm diameter at 1100 RPM with power feed of 0.05mm/rev. EN24T and EN16T are fed by hand at around 800RPM and not so easy. |
| Brian Oldford | 27/08/2018 09:43:01 |
 686 forum posts 18 photos | I must confess I've never had a great deal of success with parting off until I invested in a Riley style rear tool post. Since then life has been pretty much stress free.
|
| Andrew Johnston | 27/08/2018 09:47:35 |
 7061 forum posts 719 photos | Posted by Roger Williams 2 on 27/08/2018 08:50:15:
Ive always thought it a bit daft how most people condemn the 4 way tool post and fit quick change ones, when the 4 way is the more solid platform. Not so convenient though. Exactly, which is why I've stuck with my 4 way toolpost, even though I've got a genuine Dickson toolpost sitting on the shelf. It's odd that many people are happy wasting time taking lots of tiddly weeny cuts, but are obsessed with saving a few seconds with a QCTP. In the OP the top tool is for parting only, with inserts for same. They do not like taking small cuts. In my experience anything less than 4 thou per rev and they chatter.They can be used to turn grooves, but it's not a nice experience, only done it once. If I need to cut an accurate groove I use a HSS toolbit as they don't chatter with fine cuts. However, if you get the conditions right the insert parting tools work well:
The steel part bottom slighly left (~2-3/4" diameter) was parted off with an insert parting tool with no fuss and an excellent finish; better than I get for normal turning. The lower tool in the OP can take a multitude of inserts and has a different, more positive, clamping arrangement, rounded inserts are particularly suited to profiling, like this:
The profiling cut isn't pussyfooting about, note the blue swarf! If I remember correctly DOC was 20 thou and feed 8 thou per rev and a spindle speed of 800rpm. And yes, I know it's a Dickson toolpost, but that's what the copy unit came with. My modus operandi for parting off with an insert tool is have no more sticking out than needed. My toolpost automatically sets perpendicular to the cut. In the above picture you can just see the radial "gear"on the left that aligns the normal toolpost. Lock the topslide and tighten the gibs and lock the saddle. Part off under power with a minimum of 4 thou per rev and always coolant except for brass and cast iron. Spindle speeds are normally in the mid hundreds of rpm. Andrew |
| JasonB | 27/08/2018 10:13:31 |
 25215 forum posts 3105 photos 1 articles | Michael, Neil and Andrew,that holder that Michael shows is not what the OP shows. The tip are different and have better side cutting geometry and can therefor cut sideways which is why the MGEH is also described as suitable for profiling, even more so with the round nose inserts.
The QA-GTN that the OP posted just uses a standard GTN parting insert but due to the holder being stiffer (sideways) will be better able to cut sideways but at the expense of not parting as deep as the blade type will allow. Edited By JasonB on 27/08/2018 10:16:47 |
| duncan webster | 27/08/2018 11:16:03 |
| 5307 forum posts 83 photos | Posted by Brian Oldford on 27/08/2018 09:43:01:
I must confess I've never had a great deal of success with parting off until I invested in a Riley style rear tool post. Since then life has been pretty much stress free.
So what's a Riley style rear tool post look like. I've tried Google but it just throws up lots of GHT type Edited By duncan webster on 27/08/2018 11:16:20 |
| Michael Horner | 27/08/2018 12:08:11 |
| 229 forum posts 63 photos | Posted by JasonB on 27/08/2018 10:13:31:
I don't understand why the first type is advertised as a parting tool only, but the second as a parting and grooving tool. Can anyone enlighten me about the functional differences of these two designs of bit holder? Robin Michael, Neil and Andrew,that holder that Michael shows is not what the OP shows. The tip are different and have better side cutting geometry and can therefor cut sideways which is why the MGEH is also described as suitable for profiling, even more so with the round nose inserts.
The QA-GTN that the OP posted just uses a standard GTN parting insert but due to the holder being stiffer (sideways) will be better able to cut sideways but at the expense of not parting as deep as the blade type will allow. Edited By JasonB on 27/08/2018 10:16:47
Hi Jason Must have misread the post. Robin went on to mention the second type which I presumed was the profiling one. Cheers Michael. |
| Grizzly bear | 27/08/2018 13:25:02 |
| 337 forum posts 8 photos | Riley tool post mentioned here: http://www.hemingwaykits.com/acatalog/Rear_Tool_Post.html Bear.. |
| duncan webster | 27/08/2018 13:29:06 |
| 5307 forum posts 83 photos | Posted by Grizzly bear on 27/08/2018 13:25:02:
Riley tool post mentioned here: http://www.hemingwaykits.com/acatalog/Rear_Tool_Post.html Bear.. Thanks, it's a GHT mk2 |
| Neil Wyatt | 27/08/2018 13:49:16 |
19226 forum posts 749 photos 86 articles | Posted by JasonB on 27/08/2018 10:13:31:
Michael, Neil and Andrew,that holder that Michael shows is not what the OP shows. The tip are different and have better side cutting geometry and can therefor cut sideways which is why the MGEH is also described as suitable for profiling, even more so with the round nose inserts.
The QA-GTN that the OP posted just uses a standard GTN parting insert but due to the holder being stiffer (sideways) will be better able to cut sideways but at the expense of not parting as deep as the blade type will allow. Edited By JasonB on 27/08/2018 10:16:47 I've got both the first Arc parting tool the OP shows and the MGEH. The MGEH I have actually has squarer ended inserts. It's more prone to the insert slipping backwards when parting hard. I've also tried the other style and my impression is that all the ones with screw clamps are better for sideways cuts although the MGEH may well have the advantage for this. In practice I tend to make multiple straight in cuts and then take a fairly light side to side cut to finish, although the other day I shaped a domed end on a steel bar with the MGEH by eye which was all side cutting, just too lazy to change tools Parting under power with TCT inserts is an eye opener, the only issue I have come across is that when cutting alloys you get build up unless you use cutting fluid. Uncoated parting inserts seem to be like hen's teeth. Neil |
| Nick Hulme | 27/08/2018 14:41:20 |
| 750 forum posts 37 photos | I found all my parting woes were down to my tool alignment, speeds, feeds and lube (or lack thereof). |
| Muzzer | 27/08/2018 14:54:06 |
 2904 forum posts 448 photos | Not sure if the Korloy Sawman inserts are 100% compatible with the industry standard "GTN" pattern but either way, Cutwel do the uncoated "H01" grade for cutting loominum. Flood coolant seems to help with parting loominum if you don't have the right insert. For profile, sideways cutting, grooving and shallow parting off, I use the MGT and KGT grooving systems. As pointed out, these inserts have cutting edges on the sides as well as the end. And I see APT stock the polished, uncoated version at £4. One way to get yourself a serious crash during parting is to allow the work to slip in the chuck. That doesn't end well if you are parting off with power feed, which is the best way to make consistent but decent progress. It seems to bugger the holder as well as the insert... Murray Edited By Muzzer on 27/08/2018 14:57:11 |



 Hi Robin
Hi Robin


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Yet another parting tool question...