Forum sponsored by:

A QCTP question, or two
| Tim Stevens | 23/12/2015 14:29:45 |
 1779 forum posts 1 photos | I have acquired a small QCTP set (via a man who came down the chimney) which is sold on e-bay for about 25 quid, and I have questions: 1. There are two toolholder positions, but the holders are so long that only one can be used at any time. Is this a mistake or have I misunderstood something? 2. Should I mill away the interfering corners at the end further from the cutting position? 3. The toolholders and the main block are light alloy. Are my doubts about strength, life, etc justified? 4. Would I be better off making up something similar from proper steel? Seasonal wossnames to y'all Tim
|
| Peter Krogh | 23/12/2015 14:44:47 |
 228 forum posts 20 photos | You're not missing anything Tim. They are intended to hold one tool at a time. As for the alloy, I've never seen one made from that material, only steel. Pete |
| herbert punter | 23/12/2015 15:29:54 |
| 128 forum posts 1 photos | Gloster tools make a QCTP in alloy, I've never used one but they have been selling them for a long time. |
| Peter Krogh | 23/12/2015 15:48:44 |
228 forum posts 20 photos | Are the alloy tool posts anodized or something to stop the alloy parts sticking? Pete |
| Tim Stevens | 23/12/2015 16:20:37 |
1779 forum posts 1 photos | From what I have seen, the Gloster version is very similar to the one from the far east, so it could possibly be that they do not 'make' it themselves. It is also about twice the price. The one I have looks remarkably like the pictures of both offerings. And while the central block is 'silver coloured' with a fine shot-blast finish, the holders are blackened. I cannot say whether either has been anodised or merely painted. Regards, Tim |
| NJH | 23/12/2015 16:21:54 |
 2314 forum posts 139 photos |
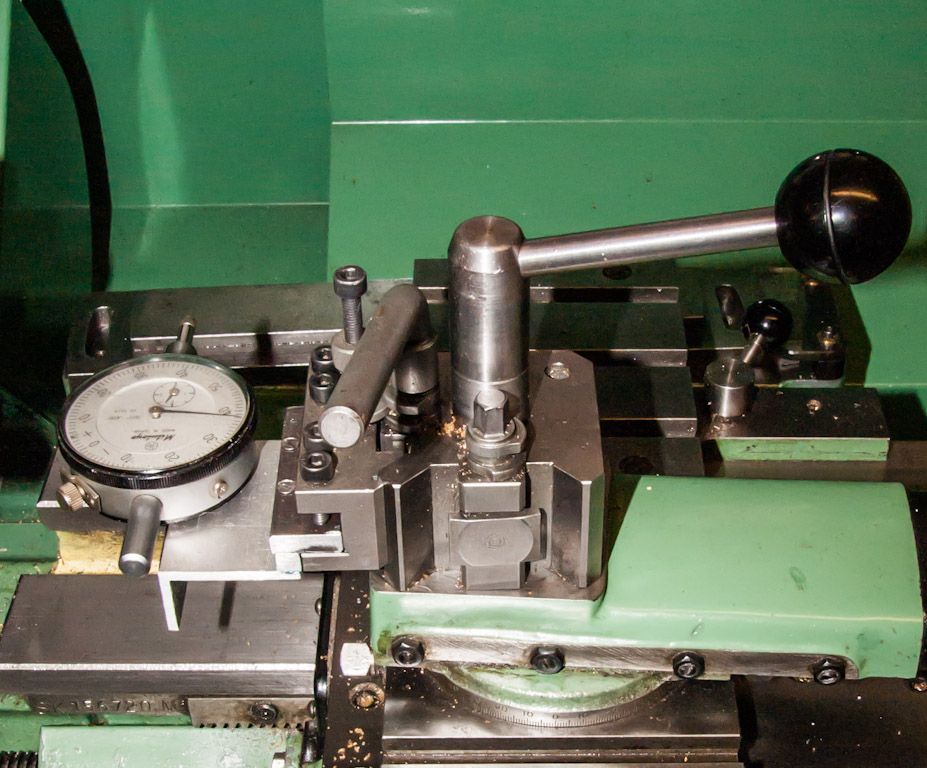
No Tim , as Peter says don't modify your holders. The advantage of the QCTP ( mine is the "conventional" type) is that you have a holder for each tool ( I have 15!! ). You set each up to be on centre height then just change between tools as required.
Regards Norman |
| Bazyle | 23/12/2015 18:16:46 |
 6956 forum posts 229 photos | Unlike Norman's picture above it is more common to have the block rotated 90 degrees clockwise from as shown so that one mounting is close to the lathe centre line for holding a boring tool or combined facing and chamfering tool. As every tool becomes expensive to mount it is worth thinking whether you can combine them and also use the other end by using long toolbits. A QCTP is not just for setting centre height. As they mount repeatably in the same place this is also in the same place relative to one another which you can use to advantage. Use a cranked right hand knife tool if possible so that its cutting point is exactly in line with the facing tool so after facing you do not need to reset your reference for the new tool. Then set the parting / grooving tool left hand front and edge to align with the knife too. Finally align your screwcutting tool for matching depth. So for example you can face off, cut a length for threading then go straight in with the groove for screw cutting tool clearance, then switch to screwcutting all aligned to each other. Finally if you set the cross slide index on zero with the tool on a known round figure diameter, eg 1/2 in and don't fiddle with it you know it will be at zero when dead centre. Then you can cut close to required size on the dial and only check for the final precision cuts. |
| Vic | 23/12/2015 18:22:31 |
| 3453 forum posts 23 photos | That's a nice collection you have there Norman. Not seen an upside down parting tool holder like that before, did you make it or buy it? |
| NJH | 23/12/2015 19:25:04 |
2314 forum posts 139 photos | Well spotted Vic! I have another QC tool post that mounts on the back of the (long) cross slide and the "upside down" parting tool is fitted there. Parting is thus achieved by "withdrawing" the cross slide. Having parted off then the conventionally (front) mounted tool can be used for the next item. (Tool post, holder and blade were purchased ) Bazyle yes I agree it is more usual for it to be positioned 90 deg C/W but this photo was taken for a thread many many posts ago just to demonstrate my (bodged up!) mounting for a dti for setting up 4-jaw work. As to "economising" on the number of tool holders yes you have a point but having the tool you need ready mounted saves time and frustration. Norman |
| Vic | 23/12/2015 20:03:32 |
| 3453 forum posts 23 photos | Posted by NJH on 23/12/2015 19:25:04:
Well spotted Vic! I have another QC tool post that mounts on the back of the (long) cross slide and the "upside down" parting tool is fitted there. Parting is thus achieved by "withdrawing" the cross slide. Having parted off then the conventionally (front) mounted tool can be used for the next item. Norman Sounds like an ideal setup. Can't quite see, is it a "T" parting blade? |
| Bazyle | 23/12/2015 20:37:19 |
6956 forum posts 229 photos | Of course you will sometimes also want to set it as Norman has for getting to the outside of a flywheel for example. That DTI mount is neat and could be a dual use holder by putting a boring tool in the holder having the DTI bracket acting as packing for said tool. |
| Tim Stevens | 23/12/2015 21:21:50 |
1779 forum posts 1 photos | The idea of replacing the tool in exactly the same place is not possible with the kit I have, as the location relies on two sides of a (fairly slack fitting) wedge, pushed out by a piston. Nothing to hold it properly central. Thanks for the comments, everyone. I now know why the fancy ones are more expensive. A further question: I understand the workings of the piston type (even if better located) and the wedge type, and what NJH calls his 'conventional' type, but what is the sort with a short length of coarse thread, cut away on one side, around the adjuster nut called? And how does it work? Cheers, Tim PS: Aha, a better look at the NJH upper picture allows me to guess that the cut away thread is on a separate spindle on the central block and it serves to operate the draw-back action of the holding device and to hold down the adjuster flange itself. Is that correct? And apart from 'conventional' is there a name for it? Edited By Tim Stevens on 23/12/2015 21:25:56 |
| Vic | 23/12/2015 21:45:04 |
| 3453 forum posts 23 photos | Arguably one of the best types of QCTP is the type shown in Normans picture. These were originally made by Dickson but others have copied the design and some are even interchangeable. The tool posts themselves are available in quite a range of different sizes to suit different Lathes.
http://www.myford.co.uk/acatalog/Myford_Quick_Change_Toolpost_and_Accessories.html Just one supplier, Chronos also sell something similar.
Edited By Vic on 23/12/2015 21:57:09 |
| Emgee | 23/12/2015 21:50:41 |
| 2610 forum posts 312 photos | Like Bazyle I have a habit of setting all tools where possible to the same X=00 setting, this makes life easier when entering tool offsets into the program when using cnc. Tools that can be set this way are RH, Neutral, LH, Grooving, Parting, Chamfering & External threading. Emgee |
| Michael Gilligan | 23/12/2015 22:21:17 |
 23121 forum posts 1360 photos | Posted by Tim Stevens on 23/12/2015 21:21:50:
... not possible with the kit I have, as the location relies on two sides of a (fairly slack fitting) wedge, pushed out by a piston. Nothing to hold it properly central. . Tim, I am ready to be proved wrong, but; I think you will find that pushing loose-fitting male/female dovetails into engagement [by pressure at about the mid-point] will automatically centralise them ... It would be worth doing a few practical tests on your QCTP. MichaelG. |
| Neil Wyatt | 23/12/2015 23:53:10 |
 19226 forum posts 749 photos 86 articles | My home made QCTP is repeatable to within a few thou, but not perfect. It was one of my most successful home builds, and transforms the use of the lathe - you do need plenty of toolholders though, I find 12 is not enough! Neil
|
| Bill Pudney | 24/12/2015 02:38:03 |
| 622 forum posts 24 photos | Posted by Neil Wyatt on 23/12/2015 23:53:10:
My home made QCTP is repeatable to within a few thou, but not perfect. It was one of my most successful home builds, and transforms the use of the lathe - you do need plenty of toolholders though, I find 12 is not enough! Neil
Quite right!! I have 23 or 24 and am planning more!! cheers Bill |
| Chris Evans 6 | 24/12/2015 09:49:34 |
 2156 forum posts | Norman, Can you tell me the source of your Dickson style holders please ? The pattern ones I have bought do not lock up as they should and I could do with buying another 5 or 6 as I only have 4 at present. Genuine ones are to pricey for me. Chris. |
| Vic | 24/12/2015 10:08:36 |
| 3453 forum posts 23 photos | Dickson tool holders often sell for around £20 second hand at the shows. No idea what the posts cost though. |
| KWIL | 24/12/2015 10:09:14 |
| 3681 forum posts 70 photos | Bill, Didn't know this was a competition! You do not stand a chance! 45 with normal tooling, 1 with 2 wheel knurling tool, 1 with keyway slotter, 2 special, homemade to take 16mm boring bar and very special for variable helix angle screw cutting. 3 known spare unused, so that is 52 and that is just the Myford size. The Harrison M300 ones are somewhat larger in size but smaller in number. Cost a fortune but time and money has to be interchangeable. Must make some Barry Jordan style carrousels to hold them sometime Edited By KWIL on 24/12/2015 10:15:01 |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > A QCTP question, or two