Forum sponsored by:

How to use a die?
| Tom Davies | 14/03/2015 02:43:52 |
| 6 forum posts | I'm a total beginner at cutting threads. I'm trying to cut an M3 thread of a 3mm stainless steel rod. I cannot get the die to start at all -- as I turn it it does not cut any threads. I have put a small chamfer on the rod with a file, but that does not seem to help. The dies I have are not 'split'. Is my material too hard, my die too poor quality, or is there a trick I'm missing? |
| JasonB | 14/03/2015 06:57:37 |
 25215 forum posts 3105 photos 1 articles | Most dies have a slight taper to the teeth on one side to lead them onto the rod, this is generally on the side that has the size printed onto it so that is the side that goes against the end of the rod. Also on a split die you should place it in the holder with all 3 screws loose, tighten the middle and you should be able to see the split in the die open up. Once it has opened a little just nip the other two screws up and then ready to use. It may need running down the thread again at a tighter setting but best judged against your nut or tapped hole. Use a tapping fluid or as a get by some oil. J |
| john kennedy 1 | 14/03/2015 07:23:40 |
 214 forum posts 24 photos | If it's a carbon die you can cut a split into it by slowly hacksawing it. You can then do as Jason suggests. The ones I sawed had a groove and a dimple either side. |
| JasonB | 14/03/2015 07:27:20 |
25215 forum posts 3105 photos 1 articles | Oops too early in the morning, I missed that it was not split which won't help. |
| Paul Lousick | 14/03/2015 08:23:31 |
| 2276 forum posts 801 photos | Hi Tom S/S is harder to cut than mild steel. Cutters tend to rub the surface and not cut if not sharp enough.. Check that it is 3mm dia and not larger. Try adding a taper to the end of the rod, not just a small chamfer. Paul. |
| FMES | 14/03/2015 08:42:42 |
| 608 forum posts 2 photos | Hello Tom, What you would appear to have is a 'die nut' which is mainly used for cleaning a thread rather than cutting a new one. The correct method is to use a split die. If you look at the die itself it has the size stamped on one face, this face is to be showing when the die is in the holder and identifies the 'cutting side' of the thread. As Jason describes, slacken the two outer screws and fully tighten the center screw to open the die ( a lot of cheap die holders do not have a sufficient point ground on the center screw to open the die so be aware), and then lightly tighten the two outer screws. Apply some cutting compound , Rocol or something similar to the rod to be cut and place the die on the thread with the 'cutting side' in contact with the rod. While trying to keep everything square, rotate the die holder clockwise (RH Thread) for about half a turn and you should feel the die bite into the rod. Back off a quarter of a turn and then advance again half a turn. Repeat foward half, back a quarter until the full thread is formed. Now, the thread may be too tight for a nut to fit on, so you need to slacken the centre screw slightly and re tighten the two outers,and then run the thread cutting process again. repeat this until your nut etc fits properly on the rod. Hope this is of help Lofty |
| OuBallie | 14/03/2015 09:21:46 |
 1181 forum posts 669 photos | Welcome Tom, I've use die nuts regularly, as not all of mine are split, without any problem. As mentioned start with the side/end of the die that has the most chamfer then apply PRESSURE downwards/sideways, depending how the rod is being held, as you turn. The chamfered end of the rod must enter the die for it to start cutting, otherwise you will spend all day getting nowhere. Experience has taught me that, especially cutting a thread on the lathe with dies in Tailstock holder. NO die, nut or split, will start cutting easily without being forced to do so, but it does take practice, and once the first couple of threads have been cut, let the die pull itself along. I still make mistakes by not providing enough of a chamfer on occasion. Most important, as stated by Lofty, back-off every 1/4 turn so as to break the curl of metal coming off. You may actually hear it click as it comes away. DO keep the die square to the rod. Experience once again. Geoff - Expert I am not even though I sound as if I am one |
| Ady1 | 14/03/2015 09:46:56 |
 6137 forum posts 893 photos | 3mm stainless steel rod Tuff stuff stainless, very tuff To drill through a 3-4mm thick digital vernier jaw you need to use a carbide tipped tool, HSS often simply bounces off and overheats Try a bit of 3mm wire/mild steel as a practice piece and it's a doddle, the stainless on the other hand will probbly break a tooth on the die, especially if you're doing it by hand |
| Oompa Lumpa | 14/03/2015 10:05:56 |
| 888 forum posts 36 photos | Woa! Who said the man is using die nuts? I have a good few dies that are not split dies.. Back to the problem. As has been said, stainless can be challenging, as it is a small diameter wire why not stick it in th drill press or lathe chuck and then use the tail stock or the table of the drill press to hold the die stock square. Using a bit of ingenuity you can then BY HAND turn the wire into the die. You will find you need a good bit of pressure to get the thread started but once started you will be good to go. As was said - bit of a taper is better than just rounding the wire. graham. |
| IanT | 14/03/2015 10:16:07 |
| 2147 forum posts 222 photos | All of my imperial dies are split but most of my metric ones are not. However, the "unsplit' ones should also be accurately set to final size. One solution for you would be to turn a slow taper on the end of your work piece (suggest equal in length to the depth of the die and use a die holder to get the die as straight as possible (a fairly simple turning operation and something always useful to have in the future). You should then be able to get the die started in the lathe. Once started I sometimes take the work out of the chuck and hold it in a vice (better than over-tightening the chuck jaws to stop the work turning). Once you have the thread you want - then turn/face off the tapered part of the work piece. Alternatively - if you have a screw-cutting lathe - "part" thread the work and finish it with the die. Doing this as a two part operation will help get the thread straight, greatly reduce the work the die has to do and you don't need to worry quite so much about final sizing of the thread using just the lathe (wire gauges etc.) Regards,
IanT.
|
| Ian S C | 14/03/2015 10:51:47 |
 7468 forum posts 230 photos | The unsplit dies may be split using a thin cut off wheel in the Dremmel, a few years back there was an article about one of the ME retailers in UK, and how some imported dies were not split, and they had set up cutting gear to split them. When threading SS, do it to size in one go, so before you start get a bit of mild steel, and cut a thread to size, Use a cutting lubricant, and keep turning. The SS tends to work harden, so doesn't like getting a little finishing cuts. Ian S C |
| KWIL | 14/03/2015 10:54:11 |
| 3681 forum posts 70 photos | What grade of stainless?? |
| Andrew Johnston | 14/03/2015 11:24:25 |
 7061 forum posts 719 photos | I had a set of metric taps and solid dies; they quickly went in the bin, as they were very poor quality. I could make a better tap than the ones in that set. Personally I'd start by buying a decent quality split die. Ease of cutting will also depend upon the type of stainless. The most common are the austenitic 300 series. Within the series 303 and 316 should take a good thread, 304 can have a tendency to tear. I've never had a problem getting a die to cut with just a chamfer, about equal to the thread depth. Andrew |
| Ed Duffner | 14/03/2015 11:24:26 |
| 863 forum posts 104 photos | I didn't see cutting grease mentioned in the thread so far. Is it not needed for stainless? Ed. |
| Hopper | 14/03/2015 11:31:52 |
 7881 forum posts 397 photos | The old dodge is to put a small hacksaw cut on the end of the rod on one side. So it makes a sort of groove or nick in the chamfer you have filed on the rod. When the teeth of the die meet the edge of the hacksaw cut, said teeth will cut into the metal and hopefully continue to do so. Plenty of downward pressure on the die is needed as you rotate it. Another way to do it might be chuck the rod up in the lathe. Put a piece of rubber hose over diestock handle so it does not mar the lath ways or slides etc. Push die and diestock against the rod end using the tailstock. Rotate chuck by hand while keeping steady pressure on the die with the tailstock.
|
| Muzzer | 14/03/2015 11:45:57 |
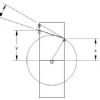
 2904 forum posts 448 photos | Ed - that'll be the Rocol that Lofty mentioned. Rather than merely chamfer the front edge of the bar, if it's proving really uncooperative you could actually turn the bar down to root diameter (try tapping drill diameter - about 2.5mm) with a gentle taper back up to 3mm and start on that. As well as giving you a very gentle lead in, it will ensure that the die is correctly aligned, which is going to be another challenge. If it won't play ball, put it back in the parts bin and get another length of known parentage. Are you certain it's 3mm diameter and not 1/8"? Being oversize wouldn't help either. Murray |
| Neil Wyatt | 14/03/2015 11:58:26 |
 19226 forum posts 749 photos 86 articles | It's very possible that the failed attempts at threading have work hardened the end of the stainless rod. Many stainless steels work harden very quickly. I would grind, or file a bit of the end, then grind or file (not turn) the lead on it. Even with fairly small 3mm you should follow Geoff's advice and push the die positively onto the rod to get it started, not just expect it to screw itself on. Half-decent unsplit dies should be dead to size and there's no real point in splitting them if you are making ordinary threads. With stainless steel, cutting the thread in more than one pass is just a rapid route to blunting your dies. If the dies are dull grey they are probably cheap carbon steel and may struggle with stainless. If they are bright and shiny HSS then they should be OK. If you have well finished bright carbon steel dies they may well be good quality. Ultimately, the test of a die is the quality of the thread it produces. Dienuts for truing up tatty threads are hexagonal (as you might guess from the name). Neil |
| Michael Topping | 14/03/2015 11:59:23 |
| 74 forum posts 5 photos |
As Lofty said if it is a solid die it is a thread repair die, not intended to cut a complete thread. Sometimes they will, sometimes they won't. Best bet is to get a HSS split die, I would never buy carbon steel taps & dies unless it was for a once only use, I have known the teeth to fall of on the first use on St.steel. Michael |
| Nigel McBurney 1 | 14/03/2015 11:59:48 |
 1101 forum posts 3 photos | Sorry these circular dies which are not split are rubbish,(cheap foreign imports) their only possible use is for cleaning up a burred or damaged thread, dustbins the best place for them. On tough materials like stainless,use a split die opened up with the pointed screw in the die holder,the other two screws should be just finger tight at first,lubricate the die with oil Motor oil is ok for one offs, if used lot then a Rocol or similar threading lubricant should be used.When opened up a good die will cut an oversize thread ,thread to the length required ,then close the die a little and thread the work again,with stainless the die must be cutting and not polishing as it will work harden, adjust the die until the correct size of thread is reached. The difficult part is keeping the die square to the work,it takes practice,get some practice by cutting some threads on some scrap brass and mild steel rod first. |
| FMES | 14/03/2015 13:14:42 |
| 608 forum posts 2 photos | Posted by Ed Duffner on 14/03/2015 11:24:26:
I didn't see cutting grease mentioned in the thread so far. Is it not needed for stainless? Ed. Pretty sure I mentioned the use of a cutting compound. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > How to use a die?