Forum sponsored by:

Loctite wheel to shaft
| fizzy | 26/10/2014 20:14:59 |
 1860 forum posts 121 photos | Ive read all there is relating to this subject on here but not satisfied with my understanding. The shaft is a tight fit to the wheel, so tight that it scrapes all the liquid off. If I knurl it it surely will never fit, so what is the best knack to apply? If I make the shaft undersize by even a thou it will 'rattle' around?? Ive got 620 & 675. |
| Michael Gilligan | 26/10/2014 20:35:14 |
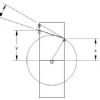
 23121 forum posts 1360 photos | Current advice is apparently that an interference fit does work, but [like you] I remain sceptical ... The traditional way was to make the shaft very slightly undersize, and then "bruise" some ridges [three is a good number], to make it a light press fit in the hole, with space for some Loctite. The picture, which has been posted on an earlier thread [so you have probably already seen it] is a 2mm diameter pin, and the non-original "nicks" are from the side-cutters that I used to pull it out of the shaft. MichaelG.
Edited By Michael Gilligan on 26/10/2014 20:39:59 |
| Roderick Jenkins | 26/10/2014 21:10:02 |
 2376 forum posts 800 photos | Fizzy, Have a look at the second graph here. It suggests that the strength is much greater (almost double) for a 0.05mm gap than it is for a 0.15mm gap. 0.05mm is pretty small so, although you think you've scraped all the Loctite off, there is probably sufficient clinging to the microsurface of the 2 metals to effect a strong bond. Why not do a quick experiment with some scrap to a similar fit to your wheels and shafts? Looks like you need to leave it for a week at room temperature to get maximum strength. Rod |
| Michael Gilligan | 26/10/2014 21:44:36 |
23121 forum posts 1360 photos | Rod, 0.05mm [or, about 2 thou] is probably more than the clearance on the body of that little pin that I pictured: The edges of each bruised dent serve to make it an interference fit in the hole and keep it centered. The instructions for using Loctite with full interference fits do recommend slightly roughening the surfaces, so I'm sure you are correct about the microsurface. MichaelG. |
| Enough! | 26/10/2014 21:57:05 |
| 1719 forum posts 1 photos | Turn the shaft to a tight fit. Then undercut the shaft by a thou or so for part of the length that passes through the wheel. So if the wheel is say 1" thick, you might undercut 3/4" of it (centred on the wheel thickness). The undercut allows room for the Loctite, while the tight fit bits locates the parts. (If you prefer, you can do several shorter undercut areas). |
| john kennedy 1 | 26/10/2014 21:59:47 |
 214 forum posts 24 photos | I made mine a light push fit with a band in the center about 3/8" wide and a couple of thou under size. This method allows the wheel to locate and provides a gap for the locktite. (not my idea by the way) I know it works because when I made the coupling rods I realised the quartering was slightly out. Took quite a bit of heat to release it !! |
| Michael Gilligan | 26/10/2014 22:00:46 |
23121 forum posts 1360 photos | Posted by Michael Gilligan on 26/10/2014 21:44:36:
Rod, ... The instructions for using Loctite with full interference fits do recommend slightly roughening the surfaces, so I'm sure you are correct about the microsurface. MichaelG. . For reference, here's what I wrote in another thread [no pun intended Update: ... This very useful document appears to be the current guidance from Henkel, covering Loctite Retainers. Factor 3 (Page 10), and Factor 4 (Page 11) are particularly relevant to close-fitting joints. It seems that the advice that we were given remains conceptually valid, but is now presented at the microscopic scale. ... This is good, because it encourages the use of simple "light press fits". MichaelG. |
| Nicholas Farr | 27/10/2014 00:25:38 |
 3988 forum posts 1799 photos | Hi Fizzy, I've not used 675 and only occasionally 620, but in my old maintenace job we used 638 very often. One particular job was a gear box manufactured by a reputable company. The box used helical gears and the power source was an electrcal motor mounted into the top of the box, I can;t remember the power rating, but they were not micky mouse size, the output shaft size was 4". They had the problem of the pinion gear on the motor being pulled off by the gear it was driving and the driven pulling off its shaft despite this one being retained by a locking nut. every thing was fitted to spec etc. but the problem would not go away and after referring back to the manufacturers, thier solution was to use threadloc on the driven gear lock nut and 638 to retain the motor pinion gear on ithe motor shaft. The motor pinion was a tight push on fit and had a key to resist rotation and had grub screw deep dimpled into the shaft, nothing was changed except the grub screw was changed for a high tensile set screw so that locking wire could be used and threadloc. When the pinion was fitted with a little loctite as recomended it seemed as if the Loctite was just scraped off, but despite removing the set screw and using a hydraulic gearpuller it would not budge without heating to the temperature given in thier technical data. The solution that the manufacturers gave solved the problem completly. Therefore I believe providing you follow Loctite's instructions and that includes proper cleaning of the parts, you should have no trouble with your joint. Regards Nick. |
| Ady1 | 27/10/2014 09:56:37 |
 6137 forum posts 893 photos | When I put a new small gearwheel on my backgear shaft I made it a tight fit then lightly threaded it and battered it onto the backgear shaft with a drift No pinning etc, and it's been fine ever since You could put loctite into the thread |
| mark costello 1 | 27/10/2014 13:53:48 |
 800 forum posts 16 photos | I had a flywheel get loose on a mid size chain saw. Spun the hole out moderately bad. Saw was junk with no spares longer available. Put couple drops of 242 on the shaft and let it setup. Lasted 20 years until wore out everything else. |
| fizzy | 27/10/2014 20:23:04 |
1860 forum posts 121 photos | ah...675 only works on ferrous/copper (unless you have catalyst) no flaming wonder I was less than impressed! |
| Michael Gilligan | 27/10/2014 20:43:22 |
23121 forum posts 1360 photos | Posted by fizzy on 27/10/2014 20:23:04:
ah...675 only works on ferrous/copper (unless you have catalyst) no flaming wonder I was less than impressed! . I didn't know that ... but sure enough [see here] Before investing in special catalysts, it might be worth trying Copper Sulphate solution. MichaelG.
|
| JasonB | 27/10/2014 20:54:26 |
 25215 forum posts 3105 photos 1 articles | Am I missing something but when it says Ferrous OR copper alloys then surely steel is ferrous and your cast wheels have iron in them so again ferrous. The primer would be needed for say Aluminium
|
| Tony Pratt 1 | 27/10/2014 21:03:11 |
| 2319 forum posts 13 photos | Posted by JasonB on 27/10/2014 20:54:26:
Am I missing something but when it says Ferrous OR copper alloys then surely steel is ferrous and your cast wheels have iron in them so again ferrous. The primer would be needed for say Aluminium Jason, Your are absolutely correct, and I doubt that Copper Sulphate would make a suitable primer but I stand to be corrected. Tony
|
| Michael Gilligan | 27/10/2014 21:03:16 |
23121 forum posts 1360 photos | Posted by JasonB on 27/10/2014 20:54:26:
Am I missing something but when it says Ferrous OR copper alloys then surely steel is ferrous and your cast wheels have iron in them so again ferrous. The primer would be needed for say Aluminium . Quite so, Jason ...I don't think you are missing anything; but I don't recall Fizzy mentioning what materials he was using. MichaelG. |
| Michael Gilligan | 27/10/2014 21:08:35 |
23121 forum posts 1360 photos | Posted by Tony Pratt 1 on 27/10/2014 21:03:11: I doubt that Copper Sulphate would make a suitable primer but I stand to be corrected. . Tony, I have never used 675, or the new catalysts ... which is why I was cautious. But I have certainly accelerated curing of other anaerobics by using Copper Sulphate. MichaelG. |
| Neil Wyatt | 27/10/2014 21:16:42 |
 19226 forum posts 749 photos 86 articles | The paperwork referenced above says bonds to copper only have 30% of the strength of those to mild or stainless steel. That may have an influence? Neil |
| Michael Gilligan | 27/10/2014 21:26:47 |
23121 forum posts 1360 photos | Useful "White Paper" here [note the active ingredient in many of the Activators] MichaelG. |
| julian atkins | 28/10/2014 00:03:18 |
 1285 forum posts 353 photos | how about the cotton reel method? cheers, julian |
| JasonB | 28/10/2014 07:35:35 |
25215 forum posts 3105 photos 1 articles | Maybe Fizzy should put a big Glob of weld on teh end of the axle, that will stop the wheel comming off |

 ]
]Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Loctite wheel to shaft