Forum sponsored by:

Making a DIY tap
| Robin Graham | 07/04/2014 23:16:04 |
| 1089 forum posts 345 photos | Hi. I have a project which involves cutting a number of M10x0.7 internal threads - I 'm sure that the pitch I need is indeed 0.7, rather than the standard 0.75mm metric fine thread. So I thought I'd make a tap from silver steel. What I did was to cut the thread in 10mm SS on the lathe, then cut four flutes along the centreline to a depth of 2.2mm using a 4mm diameter ball-nosed slot drill. I then hardened the piece and ground a leading chamfer to 3-4 threads. My reason for going in 2.2mm was just that I thought it would guarantee a positive rake at the cutting edge, but I didn't calculate what that would be - as the material I'm tapping is aluminium alloy, I hoped it would be forgiving. The tap works (sort of) but requires inordinate force to drive - more than a commercial coarse M12 tap in the same material I'd guess. I'm drilling out to 9.3mm (Major Diameter minus Pitch) before tapping. Any suggestions as to where I'm going wrong? Regards, Robin.
|
| Glyn Davies | 08/04/2014 00:21:33 |
| 146 forum posts 56 photos | I have found this with home made taps - it's almost as if the tap is forming the thread rather than cutting it. I have assumed it's because cutting the flutes with a ball end cutter leaves burrs. I'd try to grind the flutes with a Dremel or similar to get a cutting edge that is sharp and clear of burrs. |
| Rik Shaw | 08/04/2014 08:14:41 |
 1494 forum posts 403 photos | I made a 3/8" acme tap many years ago to clear a thread in a PB bush for the cross slide on my antediluvian Grayson lathe. I used tool steel which was then hardened. I ground the flutes between centres and made sure the cutting edge attack angle was sufficient. A chap at work first roughed out the thread in the bush (he told me he was not good enough to machine an accurately fitting thread) then we used the tap to clear out the bush to finish size. It easily did a very nice job but I am fairly certain it would not have managed a complete thread in a plain hole. If I had to guess, I would say that your tap might not have sufficient attack angle or if it has, then Otley is on the ball when he suggests the flutes need grinding to give your tap the sharp edge it needs to cut. Rik |
| Bazyle | 08/04/2014 08:44:35 |
 6956 forum posts 229 photos | I think your lead of 3-4 threads is way too few. A commercial taper tap has a far more gentle approach. What you are doing is equivalent to lathe plunge cutting the thread in 10 passes simultaneously, with a depth of 14thou per pass. (that's 10mm-9.3mm /2 x 40thou / 10passes) |
| Clive Hartland | 08/04/2014 08:48:36 |
 2929 forum posts 41 photos | Perhaps reducing the amount of thread on the tap in contact with the metal being cut will help. Being a turned thread its surface will be rough and not like a ground tap. The undercut of the leading edge of the thread just needs touching with an oil stone to take off the burrs. Clive PS. I make 20mm dia. taps with a fine thread with maybe 5 flutes and they work fine. These I use for cleaning out threads that have had loctite in them. |
| Neil Wyatt | 08/04/2014 09:19:12 |
 19226 forum posts 749 photos 86 articles | I doubt this will be very helpful for M10 threads, but when making specials for smaller threads in ductile materials consider making a thread forming tap - use a gradual taper and increase the hole size to allow for extrusion of the thread form. For fluted taps (and I have only made a couple) consider making the flutes wide but shallow. You may need to clear the tap more often and it may be less self-guiding, but it helps reduce that area of contact Graham describes. Neil |
| Michael Cox 1 | 08/04/2014 09:19:58 |
| 555 forum posts 27 photos | If you machined down the centre line of the tap it will have zero rake. You must go over the centre line to have a positive rake. To achieve a 7 degree rake then you must mill 0.61 mm past the centre line (x =5 tan 7). On a home made tap there is no relief on the cutting edge so all the cut threads will rub the tap and this also causes a high torque requirement. You should try to keep the threaded portion of the tap narrow with plenty of land in between the threaded portions. You can achieve this by milling the flutes deeper. However, there is a compromise here because if you mill the flute too deep then the tap become weakened. Why did you use a ball nosed mill? I would have used a normal 6 mm endmill to ensure a good square cut. I have only made a few taps to date but I have a feeling, not based on any concrete evidence, that odd numbers of flutes make better taps than even numbers of flutes. Mike |
| Danny M2Z | 08/04/2014 09:23:51 |
 963 forum posts 2 photos | G'day. There is an excellent sketch of the clearance on the tap lead in Harold Hall's 'Workshop Practice Series #38' (page 76. SK5). To quote; "The clearance is ground about a different centre to that of the tap itself " Quite a tricky operation. Regards * Danny M * Edited By Danny M2Z on 08/04/2014 09:24:16 |
| John Stevenson | 08/04/2014 09:52:31 |
 5068 forum posts 3 photos | Your answer in in your first statement. You went 2.2mm deep with a 4mm ball cutter so in theory left a side flat of 0.2mm but your depth of thread is 0.35.
As others have said, normal end mill, go deeper and be over centre on the cut, cut 3 or 4 flutes, then reset the tap so you can chamfer the beack edge off to leave a thin land of cutting teeth.
If it's in alloy harden it right out, don't temper. Then sharpen the cutting edges of the tap with a slitting disk in a dremel. The heat from grinding will be enough to temper a tap this size for use in alloy or brass. |
| richardandtracy | 08/04/2014 09:57:58 |
 943 forum posts 10 photos | I have had an identical problem with tapping plastics (I want an M7.4 x 0.55 thread for pen making) and have burst several plastic tubes I was trying to thread. I have not yet cured the problem - but will describe what I did to make the tap & mitigate the problems, none of which worked, so it may save others time! The tap (of SS) was turned on the lathe, tapered to 2.5 degrees at the entry & threaded. Then on the mill I used an end mill to cut a right angled notch out of the side of the tap below the centreline of the tap to give the positive cutting angle. The thread depth was 0.27mm, and the groove went the same depth into the core of the tap. The reason for this is that I'm a bit ham fisted and didn't want the tap to break. I used a tiny triangular file to re-instate the threads, then hardened and quenched the tap. Tempering was 30 minutes in the oven at gas mark 9 (light straw). Did it this way for 3 reasons - 1) the tap was black & well nigh impossible to clean anywhere to see the tempering colours and 2) It was a Sunday and I was cooking the roast, so had to have the oven warmed up to gas 5 anyway, so bumped it up to gas 9 an hour early. 3) The wife was at Church & wasn't there to complain. Anyway. I then drilled the tapping hole (6.8mm) and fed the tap in. Two threads bit before stripping the thread off the plastic as it bound up. So, I went and ground a bit of relief on the taper section. Which meant it didn't stay at 90 degrees to the surface, so turned the end of the tapping hole into a countersink. Then on using a fair bit of force to get it in and bite, the thread was formed more than cut, none the less the groove filled up with swarf rapidly and burst the plastic tube. On re-machining the grooves I wrecked an end mill as I forgot that it'd be really quite hard after the tempering. After annealing the tap, then I milled the groove deeper with the new end mill at 0.25mm higher up so as not to damage the thread cutting edge. This time the groove was 1mm deep not 0,6mm. Didn't harden or temper the tap because plastics are soft... And tried to tap another tube. The first 5mm were not successful as it just reamed the plastic out to 7.4mm from the tapping dia. Then the thread bit, and started cutting for 3 threads, when the plastic tube burst again. Then I tried lubricating the non cutting area with silicone grease. Not successful as it stopped all cutting action entirely, creating forming only. The force increased to turn the tap until the tube burst. Tapping compound didn't help, with the same predictable result. When I stopped inventing Esperanto on the spot, I put it to one side until I can find out more. Which may be now. Regards, Richard.
|
| Neil Wyatt | 08/04/2014 10:15:51 |
19226 forum posts 749 photos 86 articles | > I used a tiny triangular file to re-instate the threads I wouldn't do that - any slight reduction of the cutting edge will impair the cutting action. Always clean up by stoning the cutting face. Plastic swarf is springy and curly and will rapidly fill your 2mm deep grooves. With no-where for swarf to go that's almost certainly what's bursting the barrel. No need to temper for plastic. Neil |
| Lambton | 08/04/2014 10:20:43 |
 694 forum posts 2 photos | Robin, I'm drilling out to 9.3mm (Major Diameter minus Pitch) before tapping. Any suggestions as to where I'm going wrong? Your tapping drill is too small so you are trying to get 100% engagement of the thread which is not practicable or necessary. All tapping operations are a mixture of cutting and thread forming. With soft metals you need to aim for only 65% thread engagement so I suggest you use a larger diameter tapping drill. All this is fully explained in Tubal Cain's excellent book Drills, Taps and Dies.
Eric |
| Lambton | 08/04/2014 11:42:10 |
694 forum posts 2 photos | Gray, I stand corrected. Eric |
| Robin Graham | 11/04/2014 00:25:30 |
| 1089 forum posts 345 photos | Thanks to all for your replies. I should have thought the rake angle thing through a bit better obviously! I think John S diagnosed the disorder in my thinking well - I was focussed on the rake angle at the cutting edge (which I think has to be positive if you go in to greater than d/2 with a ball nosed cutter of diameter d on the centreline, but I might be wrong!) and neglected to think about how the angle changed over the depth of the thread. Doh! I'll have another bash at this over the weekend, taking on board all your suggestions, and let you know how it goes.
Regards, Robin. |
| John Stevenson | 11/04/2014 01:32:50 |
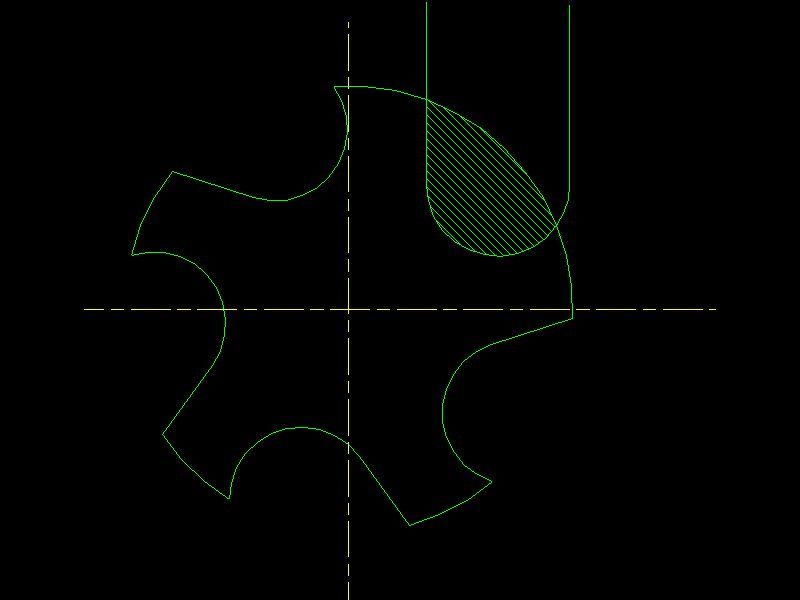
5068 forum posts 3 photos | One way to get relief on a home made tap using a ball nosed cutter is to form the cutting edge using the ball and not the side of the cutter.
Altering the radius of the cutter alters the clearance angle and the diameter of the cutter controls how much land is left on to reduce drag.
Upside is as you can see from the drawing [ shown from the bottom of a RH tap ] it produces a far more professional cutter.
Remember before cutting the first flute what hand you want. |
| Michael Gilligan | 11/04/2014 07:36:35 |
 23121 forum posts 1360 photos | John, That picture is worth the proverbial Thousand Words. Thank you. MichaelG. |
| Roy M | 11/04/2014 21:55:46 |
| 104 forum posts 7 photos | Richardandtracy, I'm not sure if you can apply this strategy to pen making, but perhaps you could tap your hole while the plastic stock is a larger dia, then turn to your finished size. Also multi flutes on your tap would help as you don't require a great deal of strength behind the cutting edge. Roy |
| Ian S C | 12/04/2014 10:52:43 |
 7468 forum posts 230 photos | Richardandtracy, another way might be to put the plastic tube inside a tight fitting metal tube to support it while it is being tapped. Ian S C |
| Clive Hartland | 12/04/2014 15:03:16 |
2929 forum posts 41 photos | Plastic when tapping a thread, unfortunately has a tendency to ball up and it does not cut chips like steel. This means the pressure builds up and has nowhere to go except into the body of the plastic and it generally ruins the thread. The tap should have good deep flutes and be extremely sharp. Multi fluted will give the best results and assure that the thread clears itself better. Try beeswax a a lubricant, perhaps softened with a bit of turps. Relief of the start of the thread is important too, so maybe leave a spigot that tap can ride on. You can get this balling of swarf/chips when boring on the lathe taking fine cuts in a small hole. Clive |
| Tim Stevens | 12/04/2014 17:54:01 |
 1779 forum posts 1 photos | Remember that the flutes iof the tap have to be large enough to take all the material removed as it turns. With only a short lead-in taper, this can be a serious problem - as all the swarf is heaped up in the first couple of threads. Cheers, Tim |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Making a DIY tap