Forum sponsored by:

flip up toolholder
flip up screwcutting toolholder in the latest MEW
| wheeltapper | 07/06/2011 16:47:33 |
 424 forum posts 98 photos | I had a go at making this gadget. I've been reading about them over on the Madmodder site and thought they looked interesting .  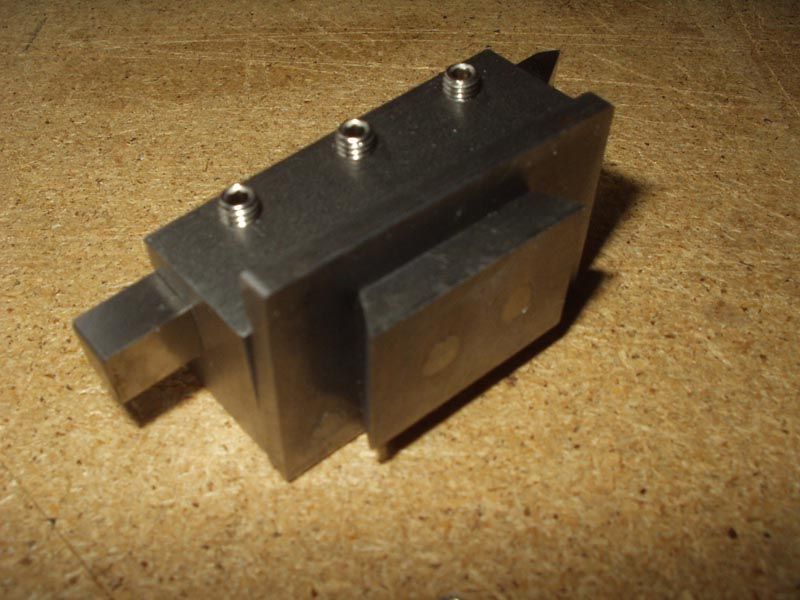  I altered the fixing bar to an angled end one so it fits into my qctp to avoid excess overhang. in the last pic you will see my mistake, I only had 4mm angle ,not 5mm, but I still milled 5mm off the base of the toolholder so I made the locating stud with a collar to adjust it. It really works a treat too. It's quite fascinating to watch it glide back to the start. Roy |
| harold | 07/06/2011 17:34:12 |
| 35 forum posts | One of the clearest-written articles I've seen in MEW. He explains the motivation, the design, the construction and the use -- by somebody who can write in English. Clear diagrams, clear and relevant pix. Well done. |
| John Stevenson | 07/06/2011 20:46:49 |
 5068 forum posts 3 photos | It's one of those things that makes you wonder why no one else has thought of this in the last 100 or so years ? I know we have had quick retract etc but the flip up as controlled by the rotation of the machine is so simple. I built mine from the original article in Madmodder about 6 months ago and it's been in use since then, virtually daily as I do a lot of screwcutting. Mine is a lot different from the article in fact I use a completer tool [ ex-parting tool ] as the swing element  The red tool is my original tool and the holder on the quick change block is one that hold one piece out of a coventry die set. Ideal for cutting metric on an imperial lathe as you never need to touch the half nuts, no chance of a miss match. This has got to be one of the better things I have built, it has saved me endless amounts of time. John S. |
| chris stephens | 07/06/2011 22:10:37 |
| 1049 forum posts 1 photos |
Hi Guys,
I think that JohnS should get some credit in the article, as well as Bogs, for he played a part in the development of this marvellous tool.
I too have been using one since they were first mentioned in the Madmodder site, but mine uses TC threading inserts. You just can't beat the proper geometry of commercial inserts, despite their considerable expense.
I also have a "clapper box" tool holder that takes "Ifanger" style HSS threading bits.
 There are a couple of other photos in my album about Milled HSS cutter.
I know you lot are a conservative bunch but if you do any threading at all, make yourself one of these holders and find out the joy of quick and painless threading.
chriStephens
|
| The Merry Miller | 07/06/2011 22:18:05 |
 484 forum posts 97 photos | Does anybody know where I can locate the details? I'll be using the Coventry die inserts as JS does. |
| John Stevenson | 07/06/2011 22:40:39 |
5068 forum posts 3 photos | The original madmodder article And the post I did on another forum so as not to take away what Bogs did on the madmodder forum. And this is the thread that covered to Coventry die bit. John S. |
| The Merry Miller | 08/06/2011 11:33:40 |
484 forum posts 97 photos | Thanks John.  |
| Mark P. | 19/06/2011 16:56:31 |
 634 forum posts 9 photos | Hi all,just started making one of these little gizmos, one question do you still need to set the top slide over to half the thread angle or can you go straight in?
regards Pailo |
| Michael Cox 1 | 19/06/2011 19:01:18 |
| 555 forum posts 27 photos | Hi Pailo,
You don't have to set the top-slide over for any threading operation. Setting it over gives lower cutting forces and sometimes a better thread quality. For small threads (up to 1 mm pitch) in free-cutting materials such as brass or EN1A freecutting steel I usually do not bother the set the cross slide over. For bigger threads and or tougher materials then I set the top-slide over at half the thread angle. Either way works well on a swing up toolholder.
Mike |
| Mark P. | 19/06/2011 20:04:26 |
634 forum posts 9 photos | Hi Michael,thanks for that I was under the assumption that you set the slide over no matter what,this makes things a lot clearer,quicker and easier.
Thanks again Pailo.  |
| chris stephens | 20/06/2011 01:19:08 |
| 1049 forum posts 1 photos | i Pailo,
I wonder where this myth of having to set the top slide at half the thread angle came from. Southbend's first book did not recommend it but from the 20-30's onwards they did. So it seems to come from the inter-war years. If you think about it, most of the thread cutting is on the left hand side of the tool, and once the thread is being cut how does the workpiece know how the tool was moved inwards? Certainly if one was cutting a single "V" groove, moving the tool in at half the angle would make a difference, but when cutting a thread it makes little or no difference.
I have before me 14 test pieces of M12 x 1.5 in mild steel which were cut using my latest model of this toolholder . They were cut using both partial and full form TC inserts, some at half angle and some straight in, I have looked at the threads under a low power microscope and there is no definitive difference in the quality of surface finish or for that matter the quality of swarf produced by either method. What I did find was that the full form thread was very slightly better quality, but to the naked eye you would be hard pressed to tell which was which.
To be fair to others my tests were carried out on a fairly robust machine with adequate power (Colchester Bantam). On a flimsy machine, why would anybody want one of those, it might make a difference to use half angle together with a tool with a positive side rake to make sure that only one side of the V could be cut , but using half angle could lead to a stepped surface on the RHS which is really the side you want to be smooth.
If the argument is given that using half the angle threading puts less load on the lathe and work, why not just take slightly lighter cuts. That way the top slide can remain carefully set parallel for what is the majority of our turning. If one does not use TC threading inserts, there is some benefit from using a positive side rake HSS tool, even when going straight in, as it will cut more cleanly.
I can thoroughly recommend that you make one of these tools, they are the best new innovation for non-CNC lathe owners since the invention of VFDs. Well done Mr. Cox or the German chap, it does not matter who came up with the idea, what matters is that we can all make one and take advantage of other's cleverness.
The above is the result of my own findings, luckily I was not the recipient of generations of mindless following of instructions to "do it this way or else" ! How many times have I heard "it was the way I was taught and I so that is the way I always do it" do these people have NO curiosity or imagination? Just because a lot of people believe in something does not automatically make it right. History is littered with examples of once highly regarded ideas that are now thoroughly debunked. On the other hand, if it works for you, great.
chriStephens, (who quickly removes his preacher's garb and steps down from his soap box.)
 |
| John Stevenson | 20/06/2011 02:03:38 |
5068 forum posts 3 photos | One job I had for quite a while was making some 8 tpi LH thread worms, made literally 100's of the bloody things, all manual on a CVA lathe. Because they were LH I was threading away from the chuck and had the top slide set over at 1/2 the angle, just like the book in the hopes of reducing the strain on cutting. It was only a few months ago I realised that because these were LH I was feeding in on the trailing flank, not the leading as all the books say.  I must admit I do most of my threading straight plunge in, mainly because my small TOS lathe doesn't have a top slide fitted. It has one but it's in the cupboard, and has been replaced by a 6" x 6" x 5" solid block of steel with the toolpost mounted on top. For me rigidity on a daily basis is worth far more than the flex of a hardly used top slide. John S. |
| ady | 20/06/2011 02:51:10 |
| 612 forum posts 50 photos | If you're interested in threadcutting then Martin cleeves did an excellent book on the subject. |
| wheeltapper | 20/06/2011 11:45:22 |
424 forum posts 98 photos | Hi I do screwcutting the straight in way on my minilathe, mainy because the topslide seems to be made of a rather hard type of rubber.  and now resides in a cupboard until I need to turn a taper. and now resides in a cupboard until I need to turn a taper.I use a solid toolholder fitted directly to the cross slide. Roy |
| chris stephens | 20/06/2011 14:29:46 |
| 1049 forum posts 1 photos | Hi Ady,
An excellent book but might I suggest that an up-date is due. Such an up-date might include such things as TC inserts, tip up tool holders, and perhaps even things like ELS conversions.
To you other guys, rather than remove the top slide had you thought to just tighten the gib screws to lock the thing solid. That way you can loosen the screws if you want to turn tapers etc and it also saves having to find a space to keep the thing when its not wanted. Mini-lathe owners might want to take the sharp edges off their top slide dovetails first.
chriStephens
|
| wheeltapper | 20/06/2011 17:13:30 |
424 forum posts 98 photos | Aww jeez Chris, couldn't you have said that BEFORE I made a giant toolpost .Roy |
| Roderick Jenkins | 20/06/2011 19:58:40 |
 2376 forum posts 800 photos | I favour the screwcutting method advocated by Tubal Cain in "Simple workshop Devices". He set up his topslide to be parallel to the job and used the cross slide to set the depth of cut. On larger threads he advances the topslide by a thou or so every cut to ensure that the tool only cuts on the leading edge. He describes a cross slide depth stop but I just set the cross slide dial to zero and can then advance the tool cut by cut until the proper depth for the screw is reached. I only have to remember the setting for the time it takes to return the tool to the start of the thread and even I can remember it for that long (mostly). Rod |
| IVATTLMS | 20/06/2011 20:38:31 |
| 22 forum posts | Very good attachment but surely depends on how quick you can reverse your lathe i do not think i can throw my Myford into reverse quick enough and also the chuck could unsrew ,i wait to be enlightened. |
| chris stephens | 21/06/2011 00:48:25 |
| 1049 forum posts 1 photos | Let's answer in turn;
Wheeltapper , how was I to know?
Roderick, Any method that works for you is good enough for me. It may not be the very best way but that does not mater a tinker's cuss.
I have to say that from my experiments in finding the best screw cutting method I played with the offset top slide method. What I did find with this technique was that having a cross slide stop really made like easier, just slamming up to a stop saves so much time. This was in fact my favourite method till the tip up came along. I hasn't to add that it was not because the offset top slide was any better but because the cross slide stop made the difference. Tubal Cain's adjustable stop would work just as well but I never got around to trying one. One advantage I can see is that with his method you can widen the thread, once you get to the correct depth, to allow for not having an accurate radius on the end of your tool. (no euphemism intended or implied)
Robert, I admit that I favour the tip up tool because I have VFDs on both my Bantam and my Myford, so instant reversing is very easy for me.
On the Myford, there should be little risk of a chuck unscrewing if you use sensible speeds, and there is no load when you do get it to run backwards so again unscrewing should not be a problem. I have not had any unscrewing problems on the Myford, yet.
Again from personal experience, the tip up tool works just as well if you do threading using a crank handle instead of a motor. Does this count as enlightenment for you, I hope it does?
chriStephens
|
| Bogstandard | 21/06/2011 06:58:28 |
| 263 forum posts | When I was developing this tool from the idea by Mike Cox, I made the fatal mistake (for me) of making it as a standalone unit that dropped onto my QCTP. I later showed sketches of a much easier to make unit that fitted into the holders by means of a bar on the back. This is of important relevance. On my one, I can't lift it up completely so that I can check for fit, I have to run the tool a long way past the end before I can check by screwing a nut on. Another point that I raised in my article was that people were leaving off the front side to side stop ( the basic idea that John S came up with) and just putting a big washer on the swing stud, hoping that will take the side loads, it won't, and actually puts a lot of extra stress onto the pivot point, which if people are not careful, could easily break with no warning. I will let you know now, and even all the diehards should take notice. I have been single point threading for most probably nearly 45 years, and this is the fastest and easiest method I have yet come across, and another point, you put the feed on for the next cut as the tool is working it's way back to the beginning, so no time wasted there. For all those that don't have a lathe that stops fast, all you need to do is to measure how far the cutting tip travels when you turn off, and press the stop tit that far from the runout slot, it might take a couple of goes to get it just right, but once you have that info, you too can enjoy trouble free, no brainer single point threading. I have tried it with no topslide offset and with the offset, and personally, I find the offset method less of a strain on the tool tip, and again IMHO gives a better finish. You can't knock it until you have tried it yourself. One day I must make myself one of the easier ones, then, for me, it will be even easier. Bogs Edited By Bogstandard on 21/06/2011 06:59:26 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > flip up toolholder