Forum sponsored by:

Ball Nose End Mill / 10V Bearings Question
| Dr_GMJN | 13/05/2020 23:14:26 |
 1602 forum posts | I just started building the Stuart 10V, and I bought a 7/16" (0.4375" Apart from "so use a file" - any comments on the best way of doing this? I'd like to use the mill seeing as I've got it, and assumed a 7/16" Ball Nose cutter would have at least given me the right shape. Second question on the bearings: my plan is to machine them from the brass casting in the lathe, drill out until I can use a reamer, then fit them to the sole plate, aligning them with a suitable dowel (maybe the appropriate drill bit). Then mount on an angle plate on the mill, align with the drill again, and ream them both at the same time. Is this a sound method? Thanks! |
| Paul Lousick | 14/05/2020 00:31:25 |
| 2276 forum posts 801 photos | Bull nose cutters do not have an accurate radius as you have found. A better radius would be achieved by using the side of the cutter and machine from the side of the work. Use a cutter with a slightly smaller diameter than the slot will allow you to open it up to the correct width. (the radius would not be purfect but better that using the tip of the bullnose). Another option is to use a cutter which is the width of the slot and cut from the side of the cutter. (the buttom of the slot will be a purfect radius) and make the bearing to suit the slot. Paul Edited By Paul Lousick on 14/05/2020 00:32:49 |
| Hopper | 14/05/2020 00:33:38 |
 7881 forum posts 397 photos | Hard to tell from a photo but it does look as though you have a 7/16" diameter cutter but the radius is greater than 7/32". Maybe check with your supplier if another radius is available. Otherwise try a cutter from a different supplier. Maybe talk to Tracy Tools and ask them specifically about the radius on their ball nose cutters. Your plan to line ream the two bearings after assembly seems sound to me. |
| John Olsen | 14/05/2020 02:43:06 |
| 1294 forum posts 108 photos 1 articles | Reaming the bearings as you describe will be fine. There is another approach that you can use if you ever make an engine where the bearings are spaced wider than the length of a reamer. You make a jig to fit on the faceplate or a chuck that has the seat to screw the bearing down on. Then you can bore and ream all the bearings to be identical. I did this when I had four bearings to do for a Stuart triple. John |
| JasonB | 14/05/2020 07:20:33 |
 25215 forum posts 3105 photos 1 articles | When I built mine many moons ago I used a smaller parallel cutter to do the vertical sides which allowed the width to be fine tuned and then filed out the bottom to clear the bearing. Looks like you have gone for the basic range from ARC on this one presumably as they don't do teh size in the Premium range that was suggested in your other thread. What type are the other cutters you said you were ordering? If you want to mill the botttom then you could mount the casting on it's side and plunge down with that cutter. Edited By JasonB on 14/05/2020 07:22:13 |
| Andrew Johnston | 14/05/2020 07:38:01 |
 7061 forum posts 719 photos | Just looking at the cutter one can see that the end is not a full semi-circle. All my ballnose cutters are semi-circular as far as I can tell. I use them a lot on the CNC mill and the parts wouldn't be right if the cutter wasn't semi-circular. All my cutters are professional quality; including the Arc premium range. The filleted profile on this part was CNC machined with an Arc premium range 5mm ballnose cutter:
I wouldn't have machined the slot with a ballnose cutter, but would have gone in sideways with an endmill. Andrew |
| Tony Pratt 1 | 14/05/2020 08:08:30 |
| 2319 forum posts 13 photos | Decent quality ball nosed cutters will have the correct radius on the end. Tony |
| Stuart Bridger | 14/05/2020 08:45:07 |
| 566 forum posts 31 photos | When I did mine with a ball nosed end mill (from Tracy Tools), the fit was fine. |
| Dr_GMJN | 14/05/2020 12:33:27 |
1602 forum posts | Thanks All. JasonB - I think I ordered the cutters before I'd appeciated the different grades. Certainly before ordering the carbide inserts form Cutwel. I think an 11mm diameter slot drill would be a good size for the brass. I like the idea of plunging the cutter from the top (slot drill?), or incrementing it in from the side. Cheers.
|
| JasonB | 14/05/2020 13:30:18 |
25215 forum posts 3105 photos 1 articles | Did you say you had bought a 10mm, if so hold base flat and mill down the middle and then work outwards taking equal amounts off each side until the brass bearing is a snug fir and then file out the bottom until the two wings sit snugly down. It's a simple filing job and good for getting your hand in before you get to the more critical and visual things that need to be filed. This is mine done in my teens.
Edited By JasonB on 14/05/2020 13:30:28 |
| Mick B1 | 14/05/2020 13:59:52 |
| 2444 forum posts 139 photos | Posted by Tony Pratt 1 on 14/05/2020 08:08:30:
Decent quality ball nosed cutters will have the correct radius on the end. Tony +1 for this. I don't think I've ever seen one with a radius as far out as the one in your picture. Its box calls it a ball nose, which plainly ought to mean a full hemispherical rad. A thou or so out of round on the rad is one thing, but yours is clearly not what it's supposed to be. I'm surprised, because when I bought from Arc they took real care to make sure the goods were right. The alternative ops described above are fine - I did my 10V so long ago I can no longer remember how I did those slots, though if I'd used a 7/16" ballnose I'd still have it. - but you should be able to use your ballnose for the legitimate purpose of cutting a slot with that radius at the bottom. I'd ask for an exchange or refund. |
| SillyOldDuffer | 14/05/2020 14:09:07 |
| 10668 forum posts 2415 photos | I'd expect a Ball Nose nose cutter to be round too! Just in case it's an operator or set-up problem can we have a picture of the cutter to confirm it isn't round please? Good tools produce odd shapes if the work or machine moves during the cut. Don't ask how I know!!!
Dave
|
| Dr_GMJN | 14/05/2020 14:33:55 |
1602 forum posts | Posted by JasonB on 14/05/2020 13:30:18:
Did you say you had bought a 10mm, if so hold base flat and mill down the middle and then work outwards taking equal amounts off each side until the brass bearing is a snug fir and then file out the bottom until the two wings sit snugly down. It's a simple filing job and good for getting your hand in before you get to the more critical and visual things that need to be filed. This is mine done in my teens.
Edited By JasonB on 14/05/2020 13:30:28 No, it was 7/16" as per the drawing. The brass is slightly smaller (should have checked I guess) and would approximate with slight clearance to 11mm diameter. As noted, the critical dimension is probably from the machined sole plate top, to the bearing axis. Some clearance at the base of the radius might be beneficial. |
| Dr_GMJN | 14/05/2020 14:35:33 |
1602 forum posts | Posted by Mick B1 on 14/05/2020 13:59:52:
Posted by Tony Pratt 1 on 14/05/2020 08:08:30:
Decent quality ball nosed cutters will have the correct radius on the end. Tony +1 for this. I don't think I've ever seen one with a radius as far out as the one in your picture. Its box calls it a ball nose, which plainly ought to mean a full hemispherical rad. A thou or so out of round on the rad is one thing, but yours is clearly not what it's supposed to be. I'm surprised, because when I bought from Arc they took real care to make sure the goods were right. The alternative ops described above are fine - I did my 10V so long ago I can no longer remember how I did those slots, though if I'd used a 7/16" ballnose I'd still have it. - but you should be able to use your ballnose for the legitimate purpose of cutting a slot with that radius at the bottom. I'd ask for an exchange or refund. My assumption too. In fact even if it was correct, the brass insert isn't 7/16", it's smaller, so the fit would have been sloppy anyway. I should have checked before buying. Anyway, I'm glad I did a test on scrap - my casting is intact...for now. |
| Dr_GMJN | 14/05/2020 14:37:18 |
1602 forum posts | Posted by SillyOldDuffer on 14/05/2020 14:09:07:
I'd expect a Ball Nose nose cutter to be round too! Just in case it's an operator or set-up problem can we have a picture of the cutter to confirm it isn't round please? Good tools produce odd shapes if the work or machine moves during the cut. Don't ask how I know!!!
Dave
I'll try to get a decent picture, but with all the vibration and cack-handedness in the world, I doubt I could have ever got a non-tangential slot edge from a tangentially edged cutter? |
| not done it yet | 14/05/2020 14:45:14 |
| 7517 forum posts 20 photos | Is there not a discernible difference between a “bull nose end mill” and a “ball end mill”? Maybe the terminology was too subtle? Sometimes, maybe, it pays to be a pedant? |
| Dr_GMJN | 14/05/2020 14:50:33 |
1602 forum posts | Posted by not done it yet on 14/05/2020 14:45:14:
Is there not a discernible difference between a “bull nose end mill” and a “ball end mill”? Maybe the terminology was too subtle? Sometimes, maybe, it pays to be a pedant? I think a Bull Nose has a flat end with radiussed corners? I ordered a Ball Nose, and that's what I was sent according to the box - I assume I ordered the right thing? Either way, surely the end radii should be tangential to the face and flank? |
| Michael Gilligan | 14/05/2020 14:52:26 |
 23121 forum posts 1360 photos | Posted by not done it yet on 14/05/2020 14:45:14:
Is there not a discernible difference between a “bull nose end mill” and a “ball end mill”? Maybe the terminology was too subtle? Sometimes, maybe, it pays to be a pedant? . A “bull nose end mill” may have a ring through it MichaelG. |
| Baz | 14/05/2020 15:01:03 |
| 1033 forum posts 2 photos | Decent ball nosed cutters should have a truly semi circular end, used hundreds of them, and sharpened plenty of them as well during my lifetime turning the handles. |
| SillyOldDuffer | 14/05/2020 15:26:29 |
| 10668 forum posts 2415 photos | Posted by Dr_GMJN on 14/05/2020 14:37:18:
Posted by SillyOldDuffer on 14/05/2020 14:09:07:
I'd expect a Ball Nose nose cutter to be round too! Just in case it's an operator or set-up problem can we have a picture of the cutter to confirm it isn't round please? Good tools produce odd shapes if the work or machine moves during the cut. Don't ask how I know!!!
Dave
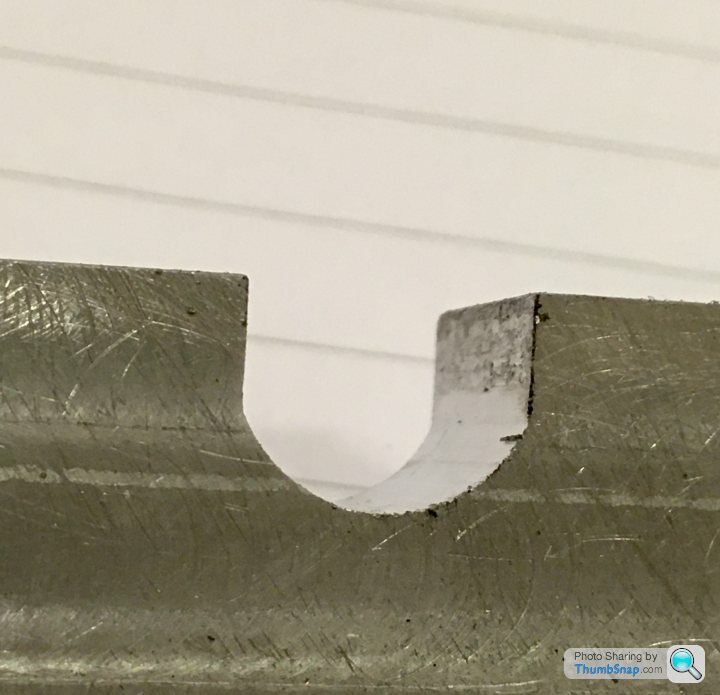
I'll try to get a decent picture, but with all the vibration and cack-handedness in the world, I doubt I could have ever got a non-tangential slot edge from a tangentially edged cutter? True, but it's best not to assume anything. For example in this photo, the rounded part of the slot doesn't look symmetrical to me. What would cause that?
Could be a camera artefact. If not, even if a ball-nosed cutter isn't round, it should cut equally both sides, provided everything is rigid and straight. But in the real-world, perfect rigidity is hard to achieve especially on a small hobby mill. Slightly odd shaped slots will be cut if anything moves even slightly, and this might happen in this example because one side (I think!) is conventional milled while the other is climb milled. One side of the cutter experiences more force than the other. It might be enough to move the work in the vice. Or, if the quill is fully extended (which maximises leverage), or the gibs are loose, the cutter may move off track or bend. Just a suggestion, your problem might well be the tool. But when I started cutting metal I unfairly blamed lots of problems on my tools. Then I found my junk box was full of poor materials. Once I got a feel for my machines cutting decent metal, it turned out most of my difficulties were, ahem, me! Now I rarely break taps. Drills, cutters and saws last longer, holes are straight, finish better, and I get accurate results faster with fewer mistakes. In the early stages I found having to think about absolutely everything made it hard to see the wood for the trees. It was only after I got enough experience to subconsciously do stuff like locking slides that my tools suddenly turned out to work rather well! Some talented people learn faster than others and seem to have a natural feel for tools from day one. I'm not one of them, and have probably made every mistake in the book! It's useful to pin down causes where possible. If the ball-nosed cutter is innocent, waste of money replacing it. And if it's a work-holding problem, or operator error, they can be corrected next time. Dave Edited By SillyOldDuffer on 14/05/2020 15:31:33 |
 Ball Nose end mill, with the intention of using it to make the 7/16" wide slots for the main bearings, as specified on the drawing. The brass casting supplied is actually a bit smaller than 7/16", at 0.4285" wide. The cutter itself measures approx. 0.4350" according to my verniers, and made the same width slot in some aluminium I used as a test:
Ball Nose end mill, with the intention of using it to make the 7/16" wide slots for the main bearings, as specified on the drawing. The brass casting supplied is actually a bit smaller than 7/16", at 0.4285" wide. The cutter itself measures approx. 0.4350" according to my verniers, and made the same width slot in some aluminium I used as a test:



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Ball Nose End Mill / 10V Bearings Question