Forum sponsored by:

Tail stock die holder.
| Adrian 2 | 25/01/2018 18:13:41 |
| 104 forum posts 19 photos | I am thinking of ordering a tailstock die holder set from Myford, ref 68865. Before doing so has anyone bought one and can comment on their purchase. It looks a very nicely made piece of kit. Not sure how the projecting peg functions. Thank you. Adrian. |
| Gordon A | 25/01/2018 19:24:43 |
| 157 forum posts 4 photos | Hi Adrian, An earlier version of this accessory came with my lathe. Mine are single ended with no handles but a longitudinal slot in each holder engages with the peg in the arbour assembly to stop the holder from rotating. It appears that Myford now do a double ended version and so cut down on the total number of holders required for the popular sizes of die. I therefore presume that the peg is not required on the latest version as handles are fitted, and it can be unscrewed. I have found this attachment to be useful on occasion, but it is essential that the die is positioned dead centre in the relevant holder. Gordon. |
| Vic | 25/01/2018 19:51:55 |
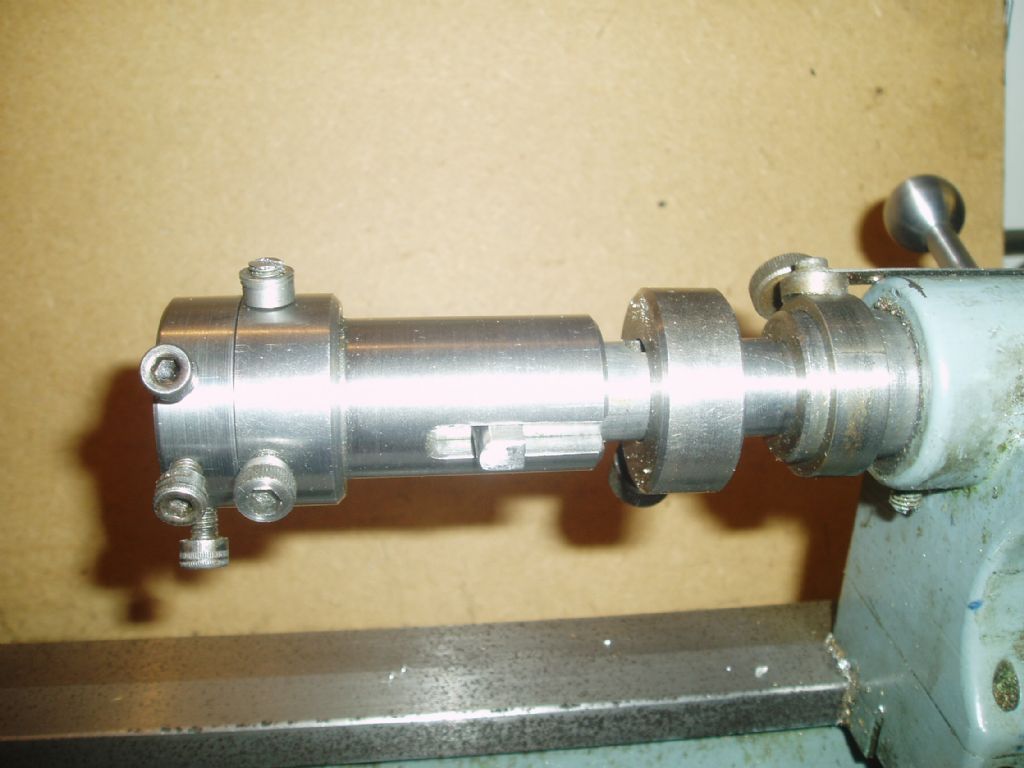
| 3453 forum posts 23 photos | I’ve got a double ended one like this, it holds four different sizes of dies. |
| David George 1 | 25/01/2018 20:32:03 |
 2110 forum posts 565 photos | I made my own a few months ago double ended you could make your own.
David |
| Mike | 25/01/2018 20:57:36 |
 713 forum posts 6 photos | I have a double-ended one, and would not be without it. Can't remember where it came from, but as delivered it had a knurled body to grip, and no projecting peg. Eventually I drilled and tapped a hole in the body, and fitted a home-made peg. If making long bolts or studs, it pays to make them at least 1/4-inch over length, and turn the over-length part down to the core diameter of the thread, or a few thou thicker. this ensures the thread starts true, without the component flexing. When the job is complete, the over-length tip can be sawed off. |
| Clive Foster | 25/01/2018 21:12:01 |
| 3630 forum posts 128 photos | Mine is similar to the one in Vic linked to but lacks the handle. The tubular part between the die holders is cut away flat on one side producing a slot with fairly thick edges. Guide bar is made slightly D shaped and a short cross piece screwed to it extending over the sides of the slot in the moving die holder preventing it rotating. Die holder can slide around 2 1/2 inches on the guide bar. Done all I've asked of it for over 35 years. The mores taper alone provides sufficient restraint against rotation unless you are attempting something silly. I'd not trust these devices to hold a large coarse thread die true if trying to thread straight on a rod. Its easy to push a bit off line. Although the handle theoretically means you can hold against a higher threading torque there is a good chance that the job will slip in the chuck on larger threads. Screw-cutting to fairly close first and finishing off with the die is more prudent for larger threads. Geo. H Thomas recommended that you made individual holders for each split die and preset them to cut exactly to side. At the time it sounded like far too much trouble but 40 years on I'm beginning to agree with the master that its actually faster that way if you want reliably consistent correct size threads. Especially the you take into account the enormous pleasure the small allen keys for the screws take in playing hid'n seek around the workshop. Having discovered Coventry die heads and proper machine chasers years back dies are generally only for ruff work in my shop so its all gotten a bit moot. Clive. |
| Adrian 2 | 25/01/2018 21:12:15 |
| 104 forum posts 19 photos | Thanks for every ones response. Yes I could make my own David , but you can spend so much time making tools to help make the things you really want to make, that you never seem to get round to making them. Adrian. |
| thaiguzzi | 27/01/2018 04:01:56 |
 704 forum posts 131 photos | Single point screw cutting. Never been on my want list - die holder for the lathe, sorry. |
| Sandgrounder | 27/01/2018 08:10:09 |
| 256 forum posts 6 photos | My die holder has 'The Lockwood Tool Co' Huddersfield on the box, use it most of the time on the S7 but will single point screw cut or at least take the bulk off if it's about M8 or above in stainless and finish with a die.. John |
| Mick Henshall | 27/01/2018 08:20:01 |
 562 forum posts 34 photos | My lathe has only changewheel options for screwcutting and power feed to crosslide so I find a die holder pretty useful, if I had a gearbox for screwcutting I would probably use it, but the die saves time, generally I use power feed only for quick removal of stock preferring hand feed Mick |
| Mick Henshall | 27/01/2018 08:20:02 |
562 forum posts 34 photos | My lathe has only changewheel options for screwcutting and power feed to crosslide so I find a die holder pretty useful, if I had a gearbox for screwcutting I would probably use it, but the die saves time, generally I use power feed only for quick removal of stock preferring hand feed Mick |
| Mick Henshall | 27/01/2018 08:21:17 |
562 forum posts 34 photos | Sorry done double post again,didn't mean to honest  Mick Edited By Mick Henshall on 27/01/2018 08:21:34 |
| Hopper | 27/01/2018 08:32:19 |
 7881 forum posts 397 photos | Posted by Adrian 2 on 25/01/2018 21:12:15:
... but you can spend so much time making tools to help make the things you really want to make, that you never seem to get round to making them.... Ahem, yes. Funny how that goes... |
| Russell Eberhardt | 27/01/2018 09:48:18 |
 2785 forum posts 87 photos | Posted by Adrian 2 on 25/01/2018 21:12:15:
Thanks for every ones response. Yes I could make my own David , but you can spend so much time making tools to help make the things you really want to make, that you never seem to get round to making them. Adrian. Mind you, if you are held up for want of one it would be quicker to make one than wait for a bought one to be delivered! Russell |
| Vic | 27/01/2018 11:05:01 |
| 3453 forum posts 23 photos | The die holder I have is very nicely made to close tolerance and seems to have a ground shaft. I couldn’t make one in my workshop as I don’t have a centreless grinder. |
| Nobby | 27/01/2018 11:19:21 |
 587 forum posts 113 photos |
Nobby Edited By Nobby on 27/01/2018 11:29:33 |
| Mike Poole | 27/01/2018 12:02:49 |
 3676 forum posts 82 photos | The Arrand holders turn up on eBay now and again, the die holders have a bit of float before the screws are tightened and so allow the die to be set true to the lathe axis. Additional die holders are easy to make if you like to keep commonly used ones permanently mounted. Mike |
| Howard Lewis | 27/01/2018 16:52:14 |
| 7227 forum posts 21 photos | To save time, you can buy from folk like ArcEuroTrade, Chronos etc. These will be double ended, and have spare holders, so that four different sizes of die can be used. Often, a side arm rests against the four way toolpost to resist rotation forces. Mine is commercial, but so old can't remember its origin, probably Chronos or Warco. Made up a similar arbor to carry a shop made ER25 Collet holder for Taps. (Used both yesterday!) In both cases, the holder has a little clearance on the arbor, so that it can "float" and follow the workpiece, instead of trying to do a little off centre machining of its own. Howard |




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Tail stock die holder.