Forum sponsored by:

WARCO WM-250 lathe family and WM16 mill - 001
........advice and support for owners.
| Thor 🇳🇴 | 02/11/2013 05:45:41 |
 1766 forum posts 46 photos | Hi Rik, sorry to hear about your QCTP troubles. When the QCTP block is clamped to the top slide, it shouldn't rotate of course. Seems to me that you have to return this QCTP too. I made my own tool post for my new 290F lathe, after G. Carlson's ideas, they work well and I have not had any problem with them rotating. Since I got the steel for the tool holders for free my only expense has been some allen screws. I have to remove the clamping handle though to exchange tool holders. Thor Edited By Thor on 02/11/2013 05:49:31 |
| Stub Mandrel | 02/11/2013 10:02:03 |
 4318 forum posts 291 photos 1 articles | Hi Rik, If it is just a standard metal to metal contact either the surfaces are too smooth or the size of nut/thread isn't enough to give the force needed to hold a tool at that radius. Consider a thrust roller bearing (they are very thin) under the locking nut. I think Arc Euro may have these on clearance? Or a piece of paper under the toolpost - bit of a bodge I know but... Neil Edited By Stub Mandrel on 02/11/2013 10:03:52 |
| mechman48 | 03/11/2013 11:07:04 |
 2947 forum posts 468 photos | Hi Rik Surprised that Warco have sent you someone's reject / used post, it makes that second hand, have you paid full price for it? I would give them a call & arrange some sort of refund / credit note. Considering they had machined the replacement then I would look at drilling a anti rotation pin hole through the post / block & into the cast compound slide & make a pin to suit. My QCTP is one I kept from my 3-1 machine & it is a Bison copy of the Myford which already has a hole machined in before it was heat treated. I have drilled 2 locating holes through this into the casting, one position to use as normal & another to allow me to use the backside of the post if I need that extra outside diameter machinability if you get my drift.
The other location hole is under the top right corner allowing me to turn the post 90* anticlockwise & bring the left side tool holder location to the rear (bottom of pic) to give me approx' an extra 1" or so OD machining capability. Cheers George Edited By mechman48 on 03/11/2013 11:11:24 |
| Mark P. | 23/12/2013 15:18:53 |
 634 forum posts 9 photos | Hello all,has anyone else had problems when lowering the head on their WM16 mill? I find that it judders or sticks on the way down. I have checked and adjusted the gibbs but nothing seem to to cure it, I have thought about fitting a flipping strong spring to put it under some load. Any thoughts? Mark P. |
| john kennedy 1 | 28/02/2014 13:13:13 |
 214 forum posts 24 photos |
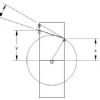
I decided to splash out £100 and get a qctp from rdg.Beautiful bit of kit,but of course it needs slight modification. Following the way its done on this link http://www.cign.org/wm250qctp2.html I had to turn a short 84mm plinth for the post to stand on. All I had was a piece of about 4" so I started turning that down. What a joke could only put on 0.5 mm cut on the dial,that's 0.25 mm deep cut. The lathe would stall on anything less than 150 rpm so next thing I know the rcd tripped. My old Myford,as worn as it was would have made short work of it in backgear. Don't know if I got a bad machine or what. Is anyone getting any better performance ?? what iv'e decided to do is go 3 phase with inverter as per my milling machine. Started stripping the dc stuff out.
Went on ebay this morning looking for a suitable motor and inverter and after a couple of clicks my pp account suffered to the tune of nearly £300, but worth it I hope. |
| Rik Shaw | 28/02/2014 14:30:47 |
 1494 forum posts 403 photos | Hello John Results from my wm250-vf a few minutes ago: I chucked a piece of unidentifiable 60mm dia. bar. It was not mild steel - something quite a bit tougher. Set the speed controller to 126 r.p.m and using a tipped tool applied a 1mm cut (2mm of dia.). Set auto feed going and turned down the OD of the bar a short distance. The machine struggled/faltered but did OK. Changed the tool to a tangential holder - the tool bit still a little blunt from a previous job - and repeated the above. This time the tool cut much easier and with no speed judder as with the tipped tool. The only thing I noted was that the second cut with the tangential slowed the speed from 126 down to 106. I don't think I'd like to go any deeper than 1mm using the above scenario. I'll leave you to draw your own conclusions. If you need any more help comparison wise just shout although it looks like you have the matter in hand with the new motor. Rik |
| john kennedy 1 | 28/02/2014 14:48:23 |
214 forum posts 24 photos | Thanks Rik, Yes a lot better than mine was doing I think. Anyway I've gone past the point of no return now so fingers crossed the motor will squeeze in. I'll keep the gear ratio low, about 700 to 800 rpm at 50 htz so there will be plenty of grunt low down. In 4 years I've never felt the need to go into the 1000 to 2000 speed range. I'll put some more pictures up when the goodies arrive. John |
| Ed Duffner | 28/02/2014 15:31:49 |
| 863 forum posts 104 photos | Posted by Mark P. on 23/12/2013 15:18:53:
Hello all,has anyone else had problems when lowering the head on their WM16 mill? I find that it judders or sticks on the way down. I have checked and adjusted the gibbs but nothing seem to to cure it, I have thought about fitting a flipping strong spring to put it under some load. Any thoughts? Mark P.
Hi Mark, I had an issue with cutters having a slight bounce when milling the top surface of stock, causing grooves in the finish. I thought I'd adjusted the gibs to take care of it and it did improve a little but when I looked at it again I found I had to lift the head assembly slightly to get a bit more tightness on the gibs. Cheers, |
| JasonB | 28/02/2014 16:06:13 |
 25215 forum posts 3105 photos 1 articles | I was doing some 9.5" CI flywheels last week on the 280, 0.025" DOC ( 0.64mm) with tipped tools no problem but I do run it at a reasonable 250-300rpm. Like John I've only used the higher speed range about twice and that was when I first got the lathe Interesting to note that Warco have just started to do the 280 with an inverter rather than the DC motor and upped the HP. |
| Mark P. | 28/02/2014 16:22:42 |
634 forum posts 9 photos | Hi Ed, will try taking the weight off the head and then adjust the gibs. Will Warco offer an inverter upgrade for the WM250 do we think? Mark P. |
| john kennedy 1 | 28/02/2014 18:15:57 |
214 forum posts 24 photos | Posted by JasonB on 28/02/2014 16:06:13:
Interesting to note that Warco have just started to do the 280 with an inverter rather than the DC motor and upped the HP. That is interesting. I've gone up a bit to a 1.1kw motor for a bit more wellie. |
| Rik Shaw | 04/03/2014 15:21:13 |
1494 forum posts 403 photos |
Started work this morning on a rear tool post for the WM-250-VF using this block of steel which will elevate the original tool post (I use a QCTP these days) to the correct height. First thing to do was to remove 9mm from one end with the WM-16 milling machine. As you can see in the photo I have taken the first cut of what was going to be several. Now for the main point of the post. By the time I reached the end of the cut the shed was filled with the pong of burning motor and several strange electrical "popping" noises came from the motor although it made it OK to the end. The cut is approx. 13mm wide x 8mm deep taken with a fairly new and sharp 20mm dia. Dormer HSS end mill. Speed adjusted to 450 rpm I hand fed at a fairly easy rate and it took maybe twelve minutes to get from one end to the other. By this time the motor casing was very hot indeed certainly to hot to continue further work. I have stopped trying to do this on the mill and intend doing the job using the four jaw chuck on the lathe. I do not want to destroy the mill. I am not surprised by this overheating as it has happened before. My CY90 band saw also gets very, very hot when cutting through something similar - even with a new Bi-metal blade fitted. It seems as though I might be expecting to much from my little mill - what do you think? Rik P.S JasonB - thanks for stopping me from selling my original tool post a while back its going to come in handy after all. |
| JasonB | 04/03/2014 15:25:37 |
25215 forum posts 3105 photos 1 articles | I'd say you are taking far too big a cut for that size of mill and judjing by the large burr on the block your cutter is blunt |
| Andrew Johnston | 04/03/2014 15:57:33 |
 7061 forum posts 719 photos | A 20mm diameter end mill at 450rpm gives a cutting speed of 93fpm; very reasonable for low carbon steel. From the dimensions given for the cut I estimate that the length of the block is about 60mm. That gives a total volume of metal removed of 0.38 cubic inches. If the cut took 12 minutes then that is 0.032 cubic inches per minute. A useful rule of thumb is that 1hp will remove 1 cubic inch of material per minute in low carbon steel. So for the cut in question the power required should be negligible, a few tens of watts. If the motor got hot then it would seem there's something wrong with the motor or drive? As an aside I would suggest that the feedrate was at least an order of magnitude too slow. Assuming a 4 flute cutter the chip load was about a tenth of a thou. I'd be up at a few thou per tooth. I would think that the cutter might have spent more time rubbing than cutting; did it get hot too? Regards, Andrew |
| Rik Shaw | 04/03/2014 17:10:48 |
1494 forum posts 403 photos | Jason - Yes I have to agree with you, it does seem that this sort of cut is to heavy for such a small machine. Blunt cutter? The newish cutter has only machined a couple of bits of ally and is still like a razor. Andrew, The cutter did not get hot as I was using oil flood coolant. If it HAD I would have had smoke - there was no smoke. I shall go easier on the little fellow in future. Thanks both for your helpful comments. Rik |
| JasonB | 04/03/2014 17:19:39 |
25215 forum posts 3105 photos 1 articles | I know me and Andrew have had this conversation before, what may be OK in theory just does not seem to equate to what these small mills can do, I'm basing that on my slightly larger X3 which I certainly would not try to take off anywhere near as big a cut, I know it would complain. Maybe keep the 13mm width, come down 2mm at a time but feed faster say 60sec to cover the one pass you will get the work done in 6mins not 12 and far less load on the machine. Also what gear did you use, for heavy cuts its better to use the low range that way you will get a faster running motor and be nearer the 1HP rating rather than 1/5th of that if using high range and turning down the wick to run at 450rpm. J |
| Rik Shaw | 04/03/2014 17:40:16 |
1494 forum posts 403 photos | Jason - Thanks for reminding me that there is a HIGH/LOW gear knob on the machine - I'd forgotten, put it down to age. And yes, it WAS set on HIGH. I'll give the mill another chance tomorrow in LOW gear and with your recommended feed - - - - - slowly, slowly I'm getting there! Rik |
| Doddy | 04/03/2014 21:15:14 |
 72 forum posts 103 photos | here's the link to my mod on my WM14 mill ~ Motor Cooling Fan and Temperature Gauge
|
| Ron Vale | 10/03/2014 19:05:59 |
| 24 forum posts | Visited Warco on Sat. Bit disappointed to se no 'special offers' on the mills. £50.00 off woud have been aclincher on the day However seriously looking at the WM16 and also fiting DRO to it Couple of Questions
1) Who has got one, and any probs to look for 2) who has fitted DRO to it Any probs, mods needed 3) which DRO should i go for, i hear ARC Euro are pretty good
Thanks in advance
|
| Mark P. | 10/03/2014 19:34:49 |
634 forum posts 9 photos | Hi Ron, I have fitted the Arc Euro DRO's to my WM16 X and Y axis fairly straight forward fit. Mark P. |
.jpg")



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > WARCO WM-250 lathe family and WM16 mill - 001