
What method do you use to find center height for your lathe bit?
| John Haine | 27/06/2019 09:40:54 |
| 5563 forum posts 322 photos | The reason for setting to accurate centre height for me is that if, for example, the tool is slightly low and is calibrated ("touched off" |
| Trevorh | 27/06/2019 09:48:51 |
 316 forum posts 89 photos | I use one of these and it works for me - nice and simple
regards Trevor |
| Ian S C | 27/06/2019 12:12:56 |
 7468 forum posts 230 photos | I have a line scribed on the blade of my 6" engineer's square, done with the point of the centre in the headstock spindle when I first got my lathe. Ian S C |
| Perko7 | 27/06/2019 12:34:56 |
| 452 forum posts 35 photos | I faced off a piece of bar and measured the center height from the top of the cross-slide. I then wrote this value on the top of the cross-slide in indelible ink. I usually have a vernier caliper sitting in the tool tray so I just rest the end on the tip of the tool and drop the depth gauge to the top of the cross-slide and adjust with shims (no QCTP) until it matches the written value. This makes up for differences in grinding of the cutting edge and using tools of different size. Where possible I try to keep the right number and size of shims with each tool or tool-holder but they invariably get separated and I have to run through the whole routine again. I have a couple of tool-post blanks which I intend to machine to size and pre-mount cutting tools into, and set to the right height, so all I need to do then is swap tool-posts when I want to change tools. |
| Vic | 27/06/2019 13:00:53 |
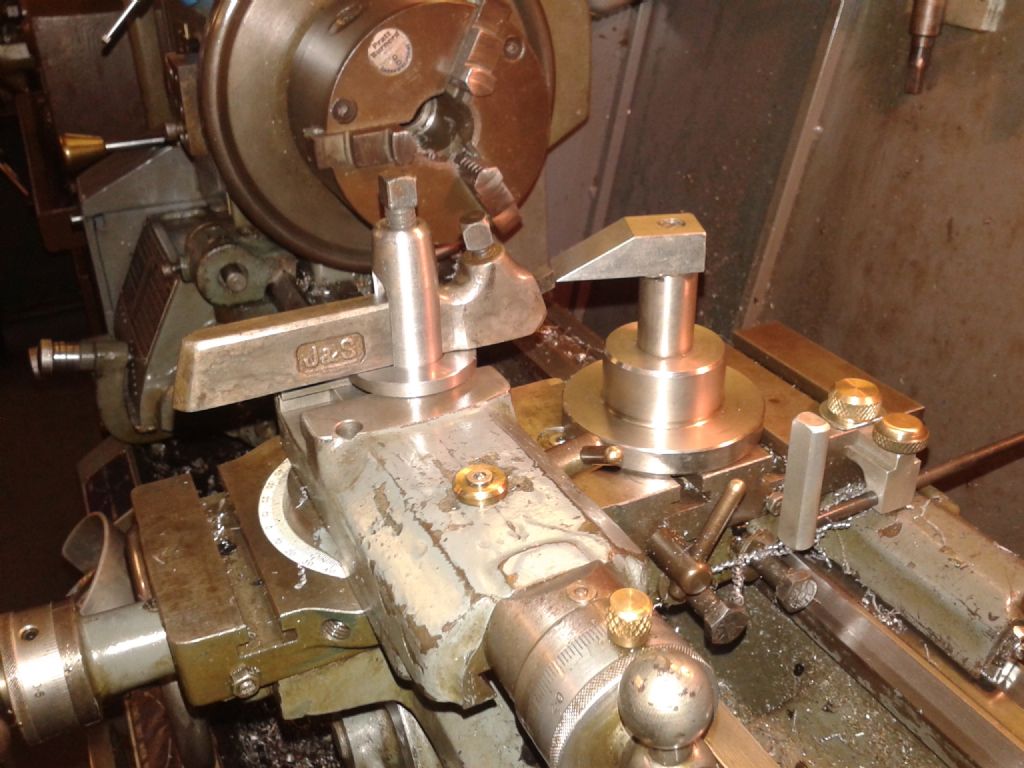
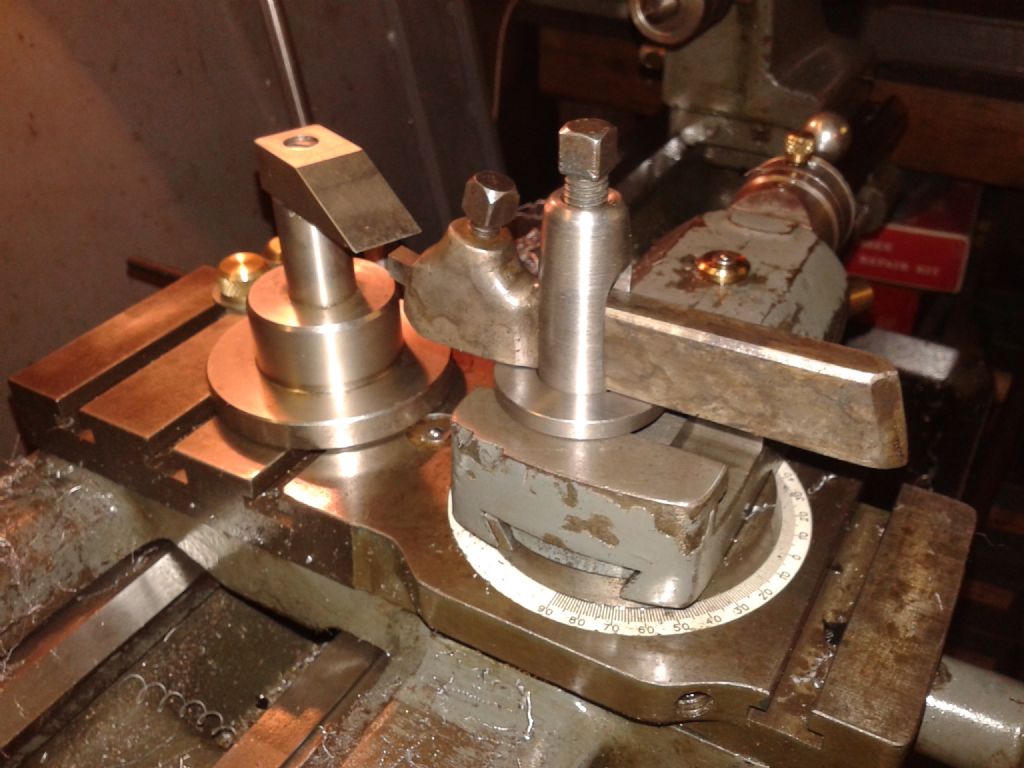
| 3453 forum posts 23 photos | I made a simple tool.
|
| Clive Foster | 27/06/2019 13:40:03 |
| 3630 forum posts 128 photos | I'm a great fan of the optical type. Simply made by fitting a suitably thick peice of perspex on a base and scribing a line at centre height on both sides. If space is tight you can look through it rather than at it. Lines on both sides of the perspex allows you to compensate for any parallax issues. When the line looks thinnest you are looking straight on. So you can observe from a distance if need be. Made a mirror for mine so I can look down rather than across. Also put extra lines on it so I can use it off the cross slide as well as the bed. Along with other lines for non lathe jobs.
Would have been better with 10 mm or 12 mm perspex than the 6 mm I used. But it was what I had and is good enough. Article in one of the early MEW magazines describes one that I used as a basis. Darned if I recall the authors name tho'. Clive |
| Nigel Graham 2 | 27/06/2019 16:31:57 |
| 3293 forum posts 112 photos | I'm not sure if the back-cloth is for the same purpose, but putting a sheet of white card or similar behind the lathe helps setting anything optically, too. |
| ChrisH | 27/06/2019 18:33:23 |
| 1023 forum posts 30 photos | I use an otherwise redundant vernier height gauge set at centre height. Keep it right by the lathe. Centreing tools is all it's used for. For me it's quick and easy and, due to being kept in a "specially for it" place by the lathe, always on hand.
|
| Phil Whitley | 27/06/2019 18:34:55 |
 1533 forum posts 147 photos | I eyeball it to a centre in the tailstock, but I also use the 6" rulle method. First job you do turning is to face off, so you will know if you got it right or not, or you could face off a bit of scrap bar...............but what counts as scrap in the home workshop? surely it's all metal you haven't decided a use for yet?
|
| Former Member | 27/06/2019 18:48:09 |
| 1329 forum posts | [This posting has been removed] |
| Hollowpoint | 27/06/2019 19:14:59 |
| 550 forum posts 77 photos | I usually chuck up something with a point and then eyeball the cutter up to it then I chuck up a piece of stock and face it making fine adjusments with th QCTP. I've always found a badly centred tool gives poor finish. Edited By Hollowpoint on 27/06/2019 19:15:52 |
| Bill Pudney | 28/06/2019 03:46:12 |
| 622 forum posts 24 photos | I have an optical centering scope, it's primary use is to locate centers on the mill, but another major use is to stick it in the tailstock and adjust tool height as indicated. Guaranteed within a small range. Very quick and easy, and having a second use for a bit of kit is always a good thing!! cheers Bill |
| thaiguzzi | 28/06/2019 05:55:59 |
 704 forum posts 131 photos |
All Heavyweight Stainless Steel. Edited By thaiguzzi on 28/06/2019 05:57:00 |
| Neil Lickfold | 28/06/2019 07:25:11 |
| 1025 forum posts 204 photos | I now use a piece of plastic strip. Can be made from plastic shim, or cut from a lid of an ice cream container. I changed to plastic, as it wont damage a pcd or cbn insert. It works quite accurately for both internal or external tools or stock in a drill press or mill. |
| John Rutzen | 28/06/2019 07:58:22 |
| 411 forum posts 22 photos | I made a double ended centre height gauge, one end faces up and the other down. The refinement I have in mine is a powerful magnet fitted in the base. I got the magnet out of an old microwave oven. |
| Peter Spink | 28/06/2019 08:59:11 |
 126 forum posts 48 photos | Posted by Vic on 27/06/2019 13:00:53:
I made a simple tool.
Vic, nice toolholder - what is it? |
| Emgee | 28/06/2019 09:15:02 |
| 2610 forum posts 312 photos | Posted by Neil Lickfold on 28/06/2019 07:25:11:
I now use a piece of plastic strip. Can be made from plastic shim, or cut from a lid of an ice cream container. I changed to plastic, as it wont damage a pcd or cbn insert. It works quite accurately for both internal or external tools or stock in a drill press or mill. Neil, is the method as others where the strip is between the tool and workpiece, a set on centre tool gives a vertical strip ? Emgee |
| Ian McVickers | 28/06/2019 11:48:31 |
| 261 forum posts 117 photos | I use the scribed line on my tailstock. |
| Howard Lewis | 28/06/2019 22:04:29 |
| 7227 forum posts 21 photos | Pedant Alert! My method is: Place a bar of known diameter in the chuck ( I use silver steel ) Measure the eccentricty with a DTI or Finger clock (depending on how confident you are in your chuck ) I use a Vernier Height Gauge., but an adjustable pillar with ends faced square is quite acceptable, to measure off the Bed or the surface of the Cross Slide. Note the reading. Deduct (Half the eccentricity + half the bar diameter ) from the reading. Here "eccentricity" means the MAXIMUM . THIS figure is your Centre Height from the Bed or Cross Slide. By whatever means you choose, Slips / Height Gauge and Clock / Adjustable pillar, (Adjusted with Micrometer, Calliper ) set your Centre Height Gauge to this dimension. For tools mounted in the Front Toolpost, the underside of the blade should be set to this dimension. For tools mounted in the Rear Toolpost, the tip of the tool should be set to the upper surface of a blade. The Upper surface of a Lower blade sets the tools in a Rear Toolpost. The Lower surface of the Upper blade sets tools in the Front Toolpost. . The time spent on this procedure, saves a lot of setting up time, and unless something moves, no pips when facing! Howard WHY do I only spot the errors AFTER hitting "POST"? Edited By Howard Lewis on 28/06/2019 22:06:12 |
| Neil Lickfold | 28/06/2019 22:04:29 |
| 1025 forum posts 204 photos | Posted by Emgee on 28/06/2019 09:15:02:
Posted by Neil Lickfold on 28/06/2019 07:25:11:
I now use a piece of plastic strip. Can be made from plastic shim, or cut from a lid of an ice cream container. I changed to plastic, as it wont damage a pcd or cbn insert. It works quite accurately for both internal or external tools or stock in a drill press or mill. Neil, is the method as others where the strip is between the tool and workpiece, a set on centre tool gives a vertical strip ? Emgee Yes when vertical is on centre. And for internal is at the back of the work piece. If you have lots of holders and don't have to change tools during the making of a part it becomes not needed as they can be set from skimming the end face of some solid stock. |
 to a test bar of a given diameter, then it will give an error in the cut diameter of the work at different diameters. For manual machining this doesn't matter much as you tend to measure and cut as you go, but for CNC it does. My aim is to put a tool (in its holder) on the toolpost, tell Mach 3 the tool number, and then, having referenced the lathe, be able to tell the tool what diameter to cut and it just works.
to a test bar of a given diameter, then it will give an error in the cut diameter of the work at different diameters. For manual machining this doesn't matter much as you tend to measure and cut as you go, but for CNC it does. My aim is to put a tool (in its holder) on the toolpost, tell Mach 3 the tool number, and then, having referenced the lathe, be able to tell the tool what diameter to cut and it just works. 


Please login to post a reply.
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics




- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.





 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!