Forum sponsored by:

Mounting a Vertex HHV 100 Rotary Table
| Chris Taylor 3 | 28/04/2016 19:31:46 |
 48 forum posts 21 photos | I think John Shepherd's special clamp solution is the answer, provided I can get a substantial enough one below the chuck, if not, it will be a clamp at the back and milling slots at the front. Martin - thanks for the info on tenons, and thanks to everyone else for their interest and advice - this is my first post on the forum - what a great introduction! |
| Ed Duffner | 28/04/2016 19:54:44 |
| 863 forum posts 104 photos | I've been using my RT in this orientation and found I could clamp it in the milling vice and resting on parallels. Not sure if you have a milling vice Chris? Warco WM-16 + VA4 + HV4
Although I know I have been using the RT incorrectly, ie not using the clamps whilst taking a cut and relying on the forward take-up of the worm, I have noticed that with one clamp tightened it throws the runout by about 0.1mm, so it's best to use both in a proper situation. Ed. |
| ian j | 28/04/2016 20:00:57 |
 337 forum posts 371 photos | Maybe these clamps from Arceurotrade are the answer:- Ian |
| Michael Gilligan | 28/04/2016 20:05:20 |
 23121 forum posts 1360 photos | Posted by JasonB on 28/04/2016 19:09:53:
Michael, when fixing to the mill table you need one clamp in the slot at the top of Chris's photo and another in a similar slot in the edge it is sitting on. To use these you would need a very tall angle plate. Some pics of the slots here. . Thanks, Jason ... Very useful photos ... Noted for future reference. MichaelG. |
| Ed Duffner | 28/04/2016 20:16:27 |
| 863 forum posts 104 photos | Just a quick note. I have tried to use the side slots to clamp the RT and the setup pulled out of the clamps, my first crash on a milling machine, luckily nothing was broken. Ed. |
| JasonB | 28/04/2016 20:29:11 |
 25215 forum posts 3105 photos 1 articles | One slight improvement to John Shepherd's clamp would be to CSK the hole and use a CSK socket head screw, this would give you a bit more room for things on the table and also allow the clamping pressure from the screw to be nearer the rotary table. Use a cut down allen key to tighten
|
| John Milligan | 29/04/2016 15:11:42 |
| 59 forum posts 3 photos | Just bought one of these, although not a vertex, and had the same concerns over the clamping slots. On seeing posts here and further thinking I will be mounting an angle plate to the table then butt the rotary table hard up to the face then hold in place with two of the Harold Hall low profile style clamps against the quite thick front rib. This solves the clearance issue of the table lock clamps, sound like an OK idea? John |
| Vic | 29/04/2016 16:46:37 |
| 3453 forum posts 23 photos | I made some step clamps, perhaps a lower profile version of these would work ok?
|
| Chris Taylor 3 | 29/04/2016 20:54:35 |
48 forum posts 21 photos | John's suggestion of using an angle plate is ok if you have a decent length of table, but mine is only 460mm and I want to be able to use a tailstock, which would give a very restricted amount of space left in the middle. Vic's step clamps look beautifully made and a really good solution. I posted the query originally because I thought I was missing some obvious method of fixing the table, I now realise you have to make it up yourself, which is fine, especially with all the advice received. Chris
|
| Vic | 30/04/2016 15:56:55 |
| 3453 forum posts 23 photos | I made those to suit my screwless vice but you could make some low profile ones for the RT. Probably come in handy for other clamping jobs as well. |
| John Hinkley | 03/05/2016 17:21:39 |
 1545 forum posts 484 photos | I think your problem has already been addressed, however I'll throw my hat into the ring....... Like John Shepherd, I use a similar arrangement on the "business" side of the RT and an ordinary, heavy duty clamp on the back. See photo, below. For scale, the stud/nut are 10mmØ and the plates are roughly hewn from 8mm x 40mm black steel from the local B&Q. I've milled a slight step in the lower face of the clamping plate. Clearances are tight, but sufficient, unless there is overhang of the table. It looks, from your first picture, that yours is a smaller mill than my VMC, so you will presumably use smaller clamping bolts or studs, which, in turn, will provide you with increased clearance.
John
|
| Chris Taylor 3 | 03/05/2016 18:53:34 |
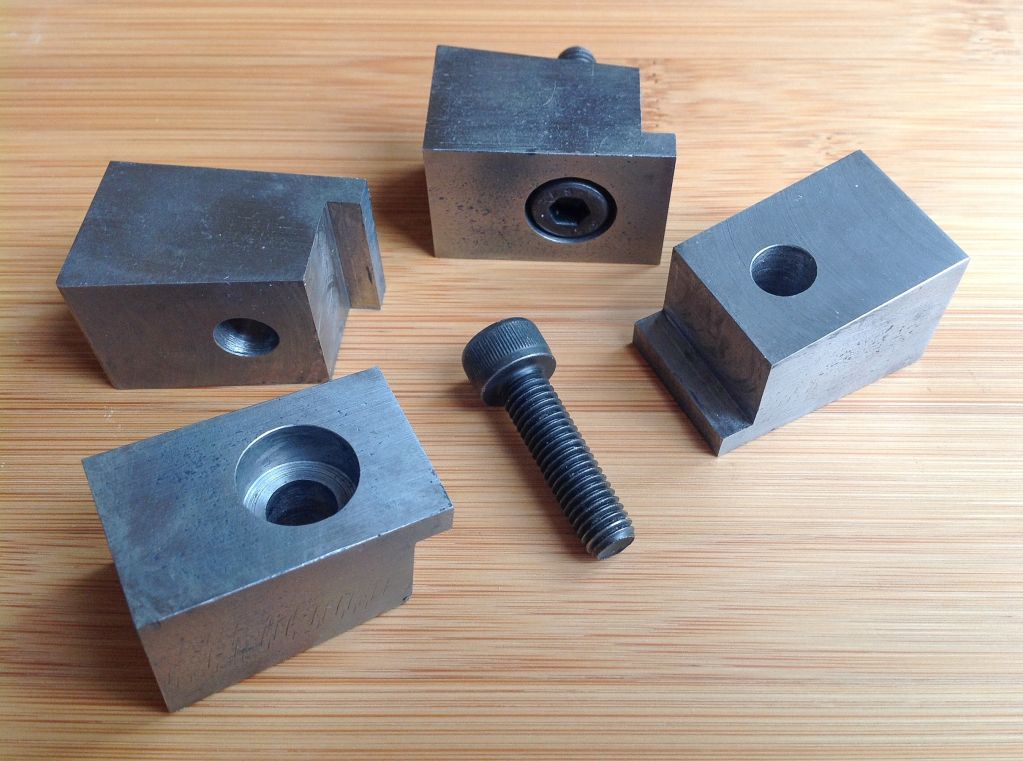
48 forum posts 21 photos | John, I think mine is smaller with less clearance and I've decided to go for what I think is the best solution in terms of a solid fixing, milling slots at the front with a clamp at the back, this gives a very firm setup and clears the locking screw and oiler - see photo. The downside is that the slots are suited only to my mill table, but I can live with that. Thanks for your interest and suggestion. Chris |
| John Hinkley | 03/05/2016 19:04:06 |
1545 forum posts 484 photos | Chris, Nice, elegant solution. Well done! I think there's not enough meat on the RT base for me to do the same, but I've had a sideways think and I might try making a Y-shaped clamp, the arms straddling either side of the table and the "leg" resting on the pillar. Goodness knows when I'll get around to trying it, though. John |
| Michael Gilligan | 03/05/2016 22:58:57 |
23121 forum posts 1360 photos | Excellent decision, Chris, and neatly done. MichaelG. |
| Lynne | 06/05/2016 22:41:36 |
| 117 forum posts 32 photos | I have been following this thread with interest, as I am thinkig of buying a Rotary Table.Vertex were in the frame,but in the light of comment, I am looking at alternatives. Arc prices are a bit eye watering by comparison, and they are supplied with mounting plate for Chinese chucks, and its Hobsons choice. They (Arc) did put it to me that it was only a small element of the total cost, which to me is saying it would'nt be any cheaper if they were to supply minus the plate. Warco have quite a good range , but they give no indication as to the origin of the tables, and I would be interested to hear from forum members who may have more knowledge of Warco products than I. Finally, is it a major machining op to marry up mounting plate to Rotary table and chuck, to achieve repeatable concentricity.. Lynne. |
| Chris Evans 6 | 07/05/2016 09:47:56 |
 2156 forum posts | I bought a new still in the box 10" Vertex HV rotary table for £99. It was listed on an auction site as a turning table that had been bought for a project and not used, I was the only bidder. To recoup some (nearly all) of the cost I sold my old "Elliot" 10" rotary table. I can't fault the Vertex but somehow the Elliot seemed easier to use, it must be me being used to the one I had for 15 or more years. I bought it for the vertical option as I do not have a dividing head. |
| mark smith 20 | 07/05/2016 11:02:28 |
| 682 forum posts 337 photos | Posted by Lynne on 06/05/2016 22:41:36:
I have been following this thread with interest, as I am thinkig of buying a Rotary Table.Vertex were in the frame,but in the light of comment, I am looking at alternatives. Arc prices are a bit eye watering by comparison, and they are supplied with mounting plate for Chinese chucks, and its Hobsons choice. They (Arc) did put it to me that it was only a small element of the total cost, which to me is saying it would'nt be any cheaper if they were to supply minus the plate. Warco have quite a good range , but they give no indication as to the origin of the tables, and I would be interested to hear from forum members who may have more knowledge of Warco products than I. Finally, is it a major machining op to marry up mounting plate to Rotary table and chuck, to achieve repeatable concentricity.. Lynne. I recently bought the warco 5" model. I believe mine is probably from China . I found two manufacturers but the Sara Tools India ones had different hand wheel handles than mine which were like the Chinese ones. Possibly made by these lot but ,couldnt be certain. I found an old Mini lathe 32er collet chuck and have mounted this to the table. I have centred it by buying a blank 2mt soft end arbor which fits in the middle of the table. I machined the blank end to just under 20mm and put a 20-19 collet in the chuck and placed it on the arbor end and tightened the chuck up. Then i can just tighten the bolts down to the table. Then remove the collet and arbor and the chuck remains more or less accurately centre for most purposes. |
| Vic | 07/05/2016 12:18:39 |
| 3453 forum posts 23 photos | For what it's worth I swung the handles on a couple of the Warco RT's at an open day and backlash seemed to be well controlled. I got the impression that the Vertex RT's are better quality than some others out there. |
| Neil Wyatt | 07/05/2016 13:56:18 |
 19226 forum posts 749 photos 86 articles | My home made RT just has a plate screwed to teh base. Might be an option for others, it also adds about 3/8" more centre height. Neil
|
| Paul Lousick | 08/05/2016 00:26:08 |
| 2276 forum posts 801 photos | Hi Chris, Another option, instead of milling a slot for clamping is a couple of holes for dowel pins and a special clamp plate. Shown below to hold down a toolmakers vice. Paul
|







Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Help and Assistance! (Offered or Wanted) > Mounting a Vertex HHV 100 Rotary Table