Forum sponsored by:

Ground angle tool checking device
Ground angle tool checking device
| Steve Wan | 30/10/2011 17:59:26 |
| 131 forum posts 3 photos | Hi folks Just the other day, I spoilt my 2 day turning job at the last stage of thread My threading tool was not correctly ground. What's the best way to check the Wonder has anyone thought of making a magnifier shadow box that can This machine is popular in grinding industries and it cost a bomb!
Any cheaper ways to make one for home workshop? Or simply using a microscope and a light below to project a shadow up? Steve-S'pore |
| Stub Mandrel | 30/10/2011 18:55:05 |
 4318 forum posts 291 photos 1 articles | I've got a £30 USNB microscope. Looking at tools under it is easy and illuminating - it shows how rough a ground edge can be! Neil |
| Michael Cox 1 | 30/10/2011 18:55:38 |
| 555 forum posts 27 photos | Hi Steve,
Rather than making a magnifier shadow box it is much easier to use one of the cheap USB microscopes that are readily available at circa 20-30 USD. These provide magnification of up to 400X and are usually boxed with software to make both linear, circular and angular measurements.
Mike |
| Tony Pratt 1 | 30/10/2011 19:01:38 |
| 2319 forum posts 13 photos | Hi Steve, you can pretty darn close with a screwcutting gauge and a bright light behind it. Even with my not so young eyes I think I could get the angle near enough as to make no difference.
Tony |
| Tel | 30/10/2011 19:49:21 |
 157 forum posts 28 photos | The was a short(ish) series on building an optical comparator published in ME quite a few years ago - the author(s) were, from m, Canadian. I built a somewhat simplified version of it, but it doesn't see much use. |
| Tel | 30/10/2011 19:58:44 |
157 forum posts 28 photos | Got it! 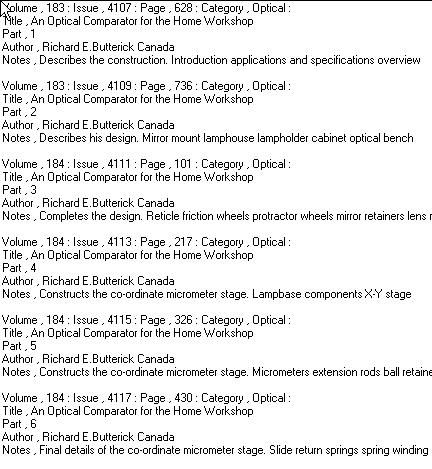 |
| Les Jones 1 | 30/10/2011 20:12:00 |
| 2292 forum posts 159 photos | Hi Steve, There was a thread about March this year dealing with measuring the angle of a screw cutting tool. Its title was "Suggestions please". There were many good ideas in that thread. Here is a link to that thread. Les. |
| Steve Wan | 31/10/2011 02:07:02 |
| 131 forum posts 3 photos | Hi guys
Many thanks for the fruitful info!
Yup! The USB microscope is the best solution but it requires a PC and some setup.
I'm thinking a small device, handy to keep and simply plug in and view the tool at some magnification.
I googled 'profile projector' that's the commercial device availabe. With this design in mind I think whether I can make a simple version using a graphic enlarger projector which is avaibale in graphic stores. It will work like the over-head projector instead of projecting an image on the screen, it would reflect on a frosted screen. Focusing by moving the lens along a vertical axis.
Will do more research here
 Steve-S'pore |
| Eddie | 31/10/2011 08:26:46 |
 56 forum posts | Hi
I made myself a threading too sharpner ad in Martin Cleeve's book.
In fact I made two, Set one for each side of the bit to exactly 60 degrees then it is simply setting the bit in the Jig and sharpen it. it applies to Internal and External bits.
No fuss no Mess. Just sharpen and go.
Eddie |
| Ian S C | 31/10/2011 11:01:58 |
 7468 forum posts 230 photos | I'v often thought of getting an old style overhead projecter, I think that would work, not portable though. I wounder about a pocket size slide viewer. I just use one or other of those little thread angle gauges, 55*or 60*, never any trouble. Ian S C |
| Clive Hartland | 31/10/2011 14:16:01 |
 2929 forum posts 41 photos | Steve, I am going to stick my thumb in this one.
You say your thread being cut turned out to be sharp crested and thin threads.
When you need to cut a thread the top of the thread is flat, this is so it does not bind in the female thread at the crest!
Your thread blank size should be less than the thread stated dia. by some 0.05mm.
If you coat the blank with a black felt tip pen then you can see when you are close to the correct thread form you are cutting.
The tolerance for threads is quite large and a small error in angle is not a big problem unless we are talking about 2 or 3 degrees.
Always have a thread nut at hand to gauge when you are close and finally finish the thread by running the thread nut down to clean it up.
If you are working to very close tolerance then use a thread form tool tip. This will give the correct thread form and you can still check for fit as you go.
I can see no real need of any form of threading tool viewer and in 60 years of machining have never used one.
I think your problem is a thread dimension one and best to review what you are doing, vis a vis thread depths and diameter.
No doubt someone will jump in after me and decry what I deduced from your posting.
Clive |
| Richard Parsons | 31/10/2011 14:46:38 |
 645 forum posts 33 photos | Clive you are right. I normally work to about 0.1-2mm oversize and finish with a chaser, if I have one, or a tap/die. If I have neither I use a thread dressing file it is not so good but it is better than nowt. These size and profile the thread correctly. I also ‘sharpen' my threading tools by eye to the thread gauge including the ‘flat’ at the tip. Please remember a sharp oblique angle is the beginning of the crack in the thread. Hope it helps. |
| Tony Pratt 1 | 31/10/2011 17:33:34 |
| 2319 forum posts 13 photos | Hi Clive, I totally agree with all you say and if the blank diameter is even u/size by more than .05mm it won't have any practical effect. I have also found as I get close to size it is best to run a needle file over the crest to deburr it and then take another cut at the same setting. my tools always have a slight radius on the tip just so the thread root isn't dead sharp. From practical experience even with proper profile form tools the part really needs to be checked for size with wires or some sort of gauge.
Tony |
| Clive Hartland | 31/10/2011 22:22:07 |
2929 forum posts 41 photos | To clarify, a lot of machinists that I have observed cut threads at the nominal diameter.
On small diameter threads this can be critical as to get what they think is a good fitting thread is in fact a crest 'Bound' thread, In doing this the shoulders of the thread are then cut too deep and the result is as Steve has found a 'Thin' thread form.
Maybe my 0.05mm is a bit small and that could be 0.1mm, only experience will tell.
The base thread diameter should be established and a small portion of the job should be machined to that diameter and then the thread cut to reach that diameter on the required threaded part of the job.
This will leave the truncated thread crest that is desired for clearance.
Having spent a lot of time making something and then finding that the last bit, a thread is u/s is annoying.
When you make a stub and it needs to threaded a lot of people cut to the thread diameter and then have trouble forcing a die onto it, a little bit of thought and a small diameter change will make life and cutting the thread a lot easier.
Also, trying to force the die onto the stub or oversize bar will often cause the thread to go wonky!
Clive Edited By Clive Hartland on 31/10/2011 22:24:09 |
| mgnbuk | 01/11/2011 19:16:27 |
| 1394 forum posts 103 photos | Would something like this do : http://www.swissprec.com/CGI/ISPDFF?PMCTLG=01&PMPAGE=96 The current J&L offer flyer landed on my desk yesterday - IIRC the basic 7X unit with a standard recticle is under £30, with the extra reticles around £9 each. Nigel B. |
| Steve Wan | 02/11/2011 10:07:48 |
| 131 forum posts 3 photos | Hi Guys and Clive Read all your comments and learnt many! Guess I need not make matters more complicated but resolve the root of the problem by grinding the lip angles correctly. Many of you have done the basic task of grinding the thread cutter with angle gauge for years which have proven not necessary to have a shadow box magnifier. Will redo my project again.
Thanks! Steve |
| Bogstandard | 03/11/2011 10:31:41 |
| 263 forum posts | Steve, For what we do in our shops, then 'doing it by eye' is usually 99.99% good enough. Not everyone has the luxury of a computer in their workshop so that they can use microscopes and things like that, so we usually rely on the old and trusted method of doing things. A thread setting gauge will easily tell you if the angle is anywhere near close, and if it fits snuggly into that, then it will be good enough. BTW, when you check your angles, you will find that 55 degs is nowhere near 60 degs and vice versa, it is very easy to see with your setting gauge. What you MUST ensure is that you use the setting gauge to get the tool tip angles perfectly equal either side of square to the job, otherwise all sorts of weird shaped threads will appear. That is where most single point threading problems occur. In fact when I worked for a living I have seen some metric cut threads that looked like buttress threads, purely because the operator hadn't set up his tooling correctly. It is all down to getting the basics right. John |
| Steve Wan | 04/11/2011 02:33:56 |
| 131 forum posts 3 photos | Hi John
Appreciate your clear guidance and do agree that simple basic checking and grinding will do a good job. When I read your text, it reminded me of my days in technical training what my workshop instructor would say
Once again thanks! A great joy to be here to recall the good old days.
Steve-S'pore |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Ground angle tool checking device