Forum sponsored by:

Machinability v Mess v Finish.
| Raymond Anderson | 04/04/2011 18:36:54 |
 785 forum posts 152 photos | Having recently finished my ER40 collet chuck made from EN24T I have come to the conclusion that I would sooner machine EN24T and EN16T before I would machine plain mild steel! The reasons being, 1, the swarf cleans up a lot easier when you finish for the night. 2, the finish is lovely straight off the tool [flood coolant]
I have never had any problem machining the aforementioned, although due to the greater tensile strength and hardness maybe the smaller lathes would struggle, but with reduced depth of cut they would probably cope well enough.
So my decision is made, Anything that I make that calls for plain mild steel is going to be substituted for at the least EN16T. JUST LOVELY STUFF.
I haven't tried any of the HRSA's yet but I will try some in the future and post my findings.
Best wishes,
Raymond Anderson.
|
| JasonB | 04/04/2011 19:01:07 |
 25215 forum posts 3105 photos 1 articles | A man with deep pockets? seeing as some of our ME suppliers would charge twice the amount for EN24T than EN1A
J |
| Raymond Anderson | 04/04/2011 19:49:06 |
785 forum posts 152 photos | Jason,
Correct, EN 24T is about double the price as plain old mild steel, whilst EN16T is about 30% more than mild steel. Seeing as I have done plenty of work at the brothers employers I can get plenty of off cuts for free [I scratch their back they scratch mine]
but even if I had buy it [like I had to do with the 70mm Ø for the collet chuck] I feel the benefits far out weigh the outlay. I just think that they are so nice to machine, no hassles, great finish. The dogs b******s.
Regards,
Raymond.
|
| John Olsen | 04/04/2011 20:57:15 |
| 1294 forum posts 108 photos 1 articles | Well, yes, it may be a bit over engineered, but remember all engineering is a compromise, and these are one offs, so the extra cost of the material might well be justifiable if it makes it easier to get the desired finish. regards John |
| John Stevenson | 04/04/2011 23:18:54 |
 5068 forum posts 3 photos | Tell me about it. Just ordered half a bar of 60mm EN16T today and only need 210mm  |
| Terryd | 05/04/2011 08:59:29 |
 1946 forum posts 179 photos | Hi All, I don't really understand this. The only mild steel I have any problem with is hot rolled black. I only use HSS tooling and grind it accordingly, using the correct feed/speed combination. I agree with Graham's comment about EN1A leaded, it is the easiest of all to turn with almost any old tool. Regards Terry |
| John Stevenson | 05/04/2011 09:13:20 |
5068 forum posts 3 photos | Hot rolled black is fine once it's over 20mm diameter. My theory is that it's all to do with how fast it cools. I have some 16mm here that's the absolute pits to machine but some bolts in 40mm yesterday came out brilliant. EN1A leaded does turn well but it's that soft it bends when trying to be pressed, cannot be safely welded, dings up very bad and wears at the same rate as lead bar. Nice when used in the right application but can cause problems if not. John S. |
| Andrew Johnston | 05/04/2011 11:23:32 |
 7061 forum posts 719 photos | Don't know about the small stuff, or using HSS tools, but hot rolled turns fine with carbide, if the surface speed is high enough. As in this picture:  The block is 160mm square and was finish turned at 540rpm. This gives a peripheral speed of about 890fpm. The surface finish is about 1.8µmRa; not great but adequate for the job and not too much of a surprise given the tip had a radius of 0.2mm with a feed of 0.1mm/rev. Regards, Andrew |
| Terryd | 05/04/2011 11:51:16 |
1946 forum posts 179 photos | Hi Andrew and John,
I can get good results with Hot Rolled
black but I meant that it needs extra care with tool shape and grinding,
being that bit more tenacious than cold drawn. Perhaps I expressed
myself badly in my original post. The rings in the photo below of a machined part in hot rolled (of very dubious origin - from a skip) are not as pronounced on the actual piece and are a result of hand feeding the tool, no coolant. Regards Terry 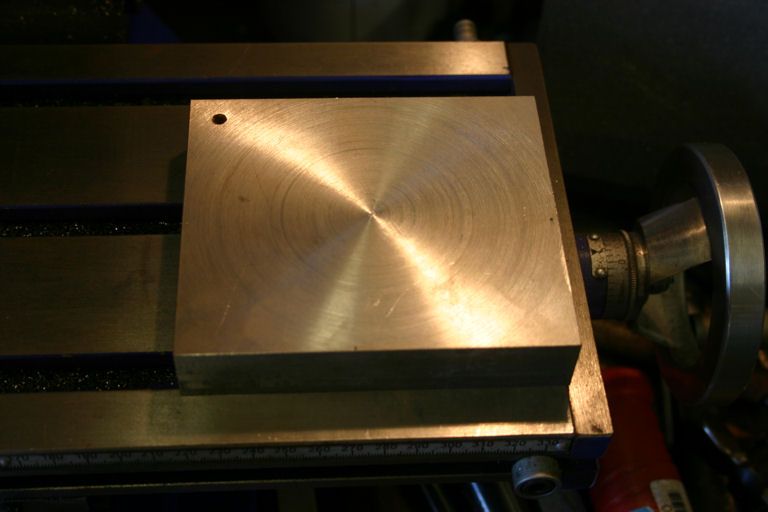 Edited By Terryd on 05/04/2011 11:55:12 |
| GoCreate | 05/04/2011 14:56:00 |
 387 forum posts 119 photos | Hi
I think En1A is limited in it's use, good for non stressed parts and easy to get a good finish.
I dislike En3, I can get a good finish some of the time but for me it's to much time playing around expertimenting and hoping a good finish is obtained as I approach the final cut. Usually I will hand finish to get a precise size with a good finish
 I agree En24T is good to machine to a high standard however, I get good results with En8M, not as hard as En24T and lower tensile but still good for stressed parts and can be heat treated. Ordinary En8 I don't like much, I find it's like machining a harder version of En3.
Generaly I keep to 303 st st, En1A, En8M or En24T. and get good results easily.
I often use 303 st st in place of En1A for none stressed none wearing parts, almost as easy to machine won't rust and can takle a high polish quickly.
My favourate machining materials are gr 17 cast iron, leaded bronze or gun metal. Her in doors does not like me machining cast iron.
Above refers to turning, milling is another storey.
Nigel
|
| GoCreate | 05/04/2011 15:03:27 |
387 forum posts 119 photos | Is it just me but when machining En24T it seems to have a distinctive smell. Can metals have different smells when being machined?
maybe it's just my imagination but I have noticed this more than once with En24T.
Nigel |
| Raymond Anderson | 05/04/2011 18:10:31 |
785 forum posts 152 photos | Hi Graham
I do get a fine finish on EN1APB it is just [I find] messy, the swarf as it comes off always leaves little bits all over the lathe although the most of it is in curls. It just comes down to the fact that I personally don't like it very much. You touched on the subject of "tip wear" when machining EN16T/24T my preferred choice for the aforementioned steels are WALTER, Tiger Tec WPP 01 and WPP 05 you get a very good tool life using those.
I have a shed load of offcuts mostly EN 16T/24T in diameters from 16 to 200 mostly short lengths about 250-350mm [but sods law dictated that I did'nt have the 70Ø for the collet chuck and I had to buy it] plenty of 60 and 90. I have even got a couple of pieces of RENE 41 and a piece of INCONEL 718. I remember that I once spent almost a whole Saturday arranging the offcuts and colour coding them so I would know which is which. I do a lot off work for the brothers employers so I use the offcuts as payment works out good for them AND me. Best wishes,
Raymond.
|
| Raymond Anderson | 05/04/2011 18:14:00 |
785 forum posts 152 photos | Graham, I just noticed you are/were after a bit of EN24T, what Ø and length If I have a size that you need it's yours for the postage.
Raymond. |
| Raymond Anderson | 05/04/2011 18:49:29 |
785 forum posts 152 photos |
Hi Graham,
I don't get the steel free I still have to work for it, but I know what you mean. their happy, I'm happy, win win situation for both. I looked at your photo album, very nice work by the way. the photo of the steel bar I guess that's what you meant when you said it can sometimes be "lobed" am I correct?
I went out and bought a camera so I could upload some photo's but when I go to create an album I get the message "page not responding" but I will get it sorted somehow.
Cheers.
Raymond.
|
| chris stephens | 05/04/2011 22:26:52 |
| 1049 forum posts 1 photos | Hi Gray,
This is the difference between processionals and the "A" word. We "A" word-ers don't have a penny pinching boss to keep happy and we can hopefully afford to use over spec-ed material. For us, over is better than under spec, for few of us are experienced enough to do the stress analysis needed to know what little strength we could get away with.
Some of us use stainless because we don't like rust, even though the weakest of mild steel would otherwise work just fine.
chriStephens
|
| chris stephens | 05/04/2011 22:31:07 |
| 1049 forum posts 1 photos |
Hi Raymond,
If you had 90mm why did you find it necessary to buy 70? I know I am a cheap-skate but a few minutes turning 90 to 70 on the lathe sounds like value to me.
chriStephens
|
| chris stephens | 06/04/2011 10:35:26 |
| 1049 forum posts 1 photos | Hi Gray,
You know me too well.
I am right there with you on this new incomprehensible numbering system, give me good old EN1 any day, only figuratively speaking of course. If it hasn't got lots of Nickel
,Chrome or Molybdenum why bother with it.
 chriStephens
|
| PekkaNF | 06/04/2011 12:00:25 |
| 96 forum posts 12 photos | I have a bit of dilema: Can't really find localy any free maching steel rods. I have some tempering steel 34CrNiMo6 that I can turn, but I really don't enjoy drilling, reaming or taping it.. Other codes are: 4340 817M40 En24 I could buy these too: Tempering steel. 42CrM04 W.Nr 1.7225 SIS 2244 Böhler V320Cold work steel DIN 115CrV3 "Silver steel" max 220 HB Which one is easier to thread/tap/drill with HSS? PekkaNF |
| Ian S C | 06/04/2011 12:42:36 |
 7468 forum posts 230 photos | I'm affraid I usually have to use scrap, and don't have a clue what it is until I start work on it, in some cases I try it with an old file, if that won't touch it throw it away. Ian S C |
| Raymond Anderson | 06/04/2011 18:09:52 |
785 forum posts 152 photos | Hi Chris The reason I had to buy 70Ø was because it was only later on [after I had ordered the 70 that I found the 90Ø [so much for my tidying up] also I didn't have any 70 so now I have I still have quite a few bits still to arrange but there was definitely no 70. I would have probably done as you would and turned down the 90 had I known. but there we go.
Pekka, I think that 4340 is an AISI code and as far as I know that equates to EN24
and the 817M40 is EN24. Incidentally EN24 is also available in U, V, W, X, and Z but the contition Xand Z are very very tough, very high tensile strength.
Cheers,
Raymond.
|
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Materials > Machinability v Mess v Finish.