Forum sponsored by:

Change gears for my lathe
| Peter G. Shaw | 09/10/2010 14:39:41 |
 1531 forum posts 44 photos | Hi folks, A little query which someone may be able to answer - I hope! All my changewheels are marked Z x M y where x is one of the following numbers: 20, 25, 26, 30, 35, 36, 38, 40, 44, 45, 48, 50, 60, 61, 63 or 64; and y is 1.5 for all wheels up to 61, 1.75 for 63 and 2.0 for 64. Eg: Z61M1.5, Z63M1.75, Z64M2.0 The x number is the number of teeth on the wheel. I assume that y is the relevant module number, eg 1.5, 1.75 or 2.0. There is no restriction on which wheels may be meshed together (other than that of physically mounting them - some combinations can't be done), but this doesn't make sense to me as I thought that wheels of differing module cannot, or perhaps should not, be meshed together. Can anyone explain what's going on? Could it be that the actual difference between mod1.5 and mod 2.0 is sufficiently small to be insignificant? The lathe is a Mashstroy C210T rebadged as Warco 220 and originating in Bulgaria. MTIA Peter G. Shaw |
| Pete Jones | 09/10/2010 14:52:49 |
 4 forum posts 5 photos | Hi Peter, A few simple measurements will tell you what's what. The O.D. of the gear should be the number of teeth multiplied by the module (this gives the P.C.D.) then add 2x the module. E.g. 61 x 1.5 = 91.5, + 2 x 1.5 = 94.5 O.D. It shouldn't be possible to mesh gears of different modules although you might get away with it if they were only a few percent apart. Hope this helps. Pete. |
| Keith Long | 09/10/2010 15:01:17 |
| 883 forum posts 11 photos | Hi Peter You definitely WON'T be able to mesh a 1mod gear with a 2 mod. The teeth on the 2mod are twice the size of the 1mod. As Pete Jones recommends run some measurements and you should find a nice progression of size of wheel vs number of teeth. A quick internet search for gear specs should throw up any number of table that you can compare your gears to to find out what they are. Another good source of gear size info is the HPC catalogue, available on-line,that gives both mod and dp spec gears. Keith |
| Peter G. Shaw | 09/10/2010 15:42:16 |
1531 forum posts 44 photos | Hi Keith & Pete, Many thanks for your reply. I have now measured the od of each gear, and calculated the module by, if you like, reversing Pete's formula. The results are that three wheels (20T, 26T & 38T) are mod 1.49, whilst the remainder are all mod 1.5. The three at 1.49 are obviously slight measurement errors. So, all gears from 20 to 61 appear to be correctly marked at M1.5, whilst the 63T & 64T wheels marked at M1.75 & M2.0 respectively appear to be incorrectly marked - unless there is another explanation. Regards, Peter G. Shaw |
| wheeltapper | 09/10/2010 16:03:52 |
 424 forum posts 98 photos | Have you had the lathe from new or is it second hand?
if second hand perhaps the guy who owned it got the two odd gears from somewhere for a specific thread and didn't know much about gear modules.
just a guess.
Roy |
| Keith Long | 09/10/2010 16:05:47 |
| 883 forum posts 11 photos | Hi Peter Glad that you've got the module sorted now, it'll make it a LOT easier if you want to buy any more gears with special numbers of teeth. No explanation of the markings on the 63 and 64 wheels apart from an error. I'd be inclined to grind those numbers off and then re-mark if wanted with the correct module to save any confusion later. Always a chance though that as soon as you do erase the offending numbers you'll find out what they're for and what they mean!! Keith |
| Peter G. Shaw | 09/10/2010 17:00:26 |
1531 forum posts 44 photos | Wheeltapper, I've had the lathe from new, about 16 years now. All wheels are present and correct (in respect of no. of teeth) as specified by Mashstroy. I've actually been aware of this discrepancy for a long time, but only just got round to asking because a) I'm doing a major strip down, clean, lubricate, re-assemble and setup; and b) because of the availability of this forum. Keith, Agree with your last sentence so I'll leave as is for now. When all said and done, there's only me uses the lathe; it's not worth a great deal now, so will probably be disposed of for song when I peg out; and it's now in my head about the discrepancy. I could, indeed have, put a note in the manual on the relevant page. Regards, Peter G. Shaw |
| Nicholas Farr | 10/10/2010 17:42:00 |
 3988 forum posts 1799 photos | Hi Peter, I also have a Warco 220, today I've looked and merasured my change wheels. I have all that you have except the 61 teeth. They are all marked Zxxm1.5 and they all mearsure to be 1.5 module. I have an original C210T manual and a photostat copy of the 220, dosen't appear to be any mention in either about the markings on the wheels. The 61 teeth wheel only seems to be needed for cutting module threads, I probaly won't ever have to cut mudule threads anyway. Hope this is of help or interest.
Regards Nick. |
| Bogstandard | 10/10/2010 18:32:55 |
| 263 forum posts | 63 & 64 teeth gears are usually used where a 127 cannot be used because of the physical size. 127, as you know is the conversion size gear that is required when cutting opposite threads to what the machine normally cuts. So it looks like maybe someone has been trying to achieve opposite threading to what the standard of the machine is normally set up to do. If you have a large machine, a 127 gear is usually supplied (as mine is), but for smaller machines, they usually give you either a 63 or 64 tooth gear to allow you to cut a very close approximation of the thread to be cut. Bogs Edited By Bogstandard on 10/10/2010 18:33:58 |
| Peter G. Shaw | 10/10/2010 21:12:46 |
1531 forum posts 44 photos | Hi Nick, My manual is an original C210T manual, printed on coarse paper on a dot matrix printer and complete with a number of misspellings. I agree with you that the 61T is only required for Module threads, but I'm surprised you haven't got it as it appears to be standard. Interestingly, Mashstroy's website suggests 15 gears are needed for the full range of Module threads, yet my manual only shows 9. Makes me wonder if Mashstroy has come up with other combinations to give the same range, but not using the 61T. Thanks for the confirmation of the gear wheel markings - it's now obvious that mine are incorrectly marked. Bogs, I notice from my gearing chart that the 63T is only used on imperial threads - this lathe has a metric leadscrew. Regards, Peter G. Shaw |
| Nicholas Farr | 10/10/2010 21:31:06 |
3988 forum posts 1799 photos | Hi Peter, I bought this lathe secound hand so it could just have been lost by previous owner/s.
Bogs, I agree with Peter, 61 is always used for module, 63 is always used for imperial and 64 is always used for metric. No combination shows any of these three in the same train.
Regards Nick. |
| jomac | 11/10/2010 14:16:03 |
| 113 forum posts | Peter, Hi. Iv'e got a Hercus 260 (Australian made) Its the basic model which I bought of E/bay, I got it cheap cause it din't have tail stock, steadies, qc gearbox or toolpost holder, but its a well made lathe. Now I had 2 chucks off my home made lathe, ie 100mm and 150mm 4 jaw, so I made 2 new backing plates for them, the next problem was, even thought I managed to get the most of the change gears, Although I needed a 25 and 50 tooth gears, the 50 tooth in conjunction with the 63&64 tooth (which are pinned together) allowed me to cut the threads for the for spindle nose which happen to be 8 threads to the inch,???. (they were probably using older stock items for Imperial lathes). So as Bogstandard said its probably due to size constraints or its the only way to cut Imperial threads on a metric lathe. Thats my input to the discussion, and I know that the back plates fit very well, does this help at all ??? Keep at it. John Holloway |
| Peter G. Shaw | 11/10/2010 16:40:42 |
1531 forum posts 44 photos | Hi jomac/John, To be perfectly honest, all this about gear size has only arisen as a sideshow to the main event! Which was: why do my largest changewheels show a different M number to the other wheels? This has now been satisfactorily answered in that it looks like incorrect stamping, especially as Nick states that all his changewheels are marked M1.5. I personally have no worries about whether it is 63T, 64T or 127T for metric/imperial threadcutting: any slight discrepancies over a short distance will be unimportant, and I ain't about to try screwcutting 500mm of thread! For one thing, my arm won't be upto it (power screwcutting is possible, but rather hair raising even at 125rpm, plus there is no way to stop the power at the correct point, hence it's all manual using a mandrel handle). FWIW, I've not yet had to cut a Module thread, metric and imperial yes, but not Module. So, thanks to one and all for their valued interest and contributions, but let's park it for now, shall we? As I said, the original query has been answered to my satisfaction, and I am concerned that we seem to be going off at a tangent. Regards, Peter G. Shaw |
| Stub Mandrel | 11/10/2010 19:19:54 |
 4318 forum posts 291 photos 1 articles | I have to disagree with Bogs (ducks)! the 63T wheel is not used in the same way as a 127T wheel. To quote myself from elsewhere: It may seem that 63 is ‘close enough’ to half of 127 to do the job, but it isn’t – it would produce errors of around 2%, acceptable for some purposes, but not for many others. The 63 tooth gear arises from another, fortuitous bit of maths. 1mm pitch is 25.4 threads per inch. To cut 25.4 tpi on a 16 tpi leadscrew we need a ratio of 16:25.4, this works out at 0.62992:1, or almost exactly 63:100. If we introduce the ratio 63:100 into our gear train then a 16 tpi leadscrew will cut a 1mm pitch thread well within the tolerance of any other aspect of the process. To translate this into standard change wheels we can use: 63/100 = 63/50 *1/2=63/50 x 30/60 Conversely, a ratio of 100:63 will allow a 1mm metric leadscrew to cut a 16tpi thread with the same accuracy. Neil |
| John Olsen | 11/10/2010 23:11:58 |
| 1294 forum posts 108 photos 1 articles | To expand a little on what Stub mandrel has said...when we do metric threads on an Imperial lathe, there are two common ways to do it: 1/ The 127 tooth wheel is used as a driven gear. This is an exact conversion. 2/ The 63 tooth gear is used as a Driver. This is a good approximation. There are of course other approximations for particular cases. (eg 1mm pitch is fairly close to 26 Tpi...only about half a thread out in about an inch, so a nut will go on OK.) For a metric lathe cutting Imperial threads, the driver and driven above will reverse. There is a considerable difference between using a gear as a driver and using it as the driven. regards John |
| Chris Banninger | 12/10/2010 05:42:02 |
| 12 forum posts | There are two gear combinations used to convert between the imperial and metric world.
125T / 127T
and
63T / 64T
The two gears are always used together and are coupled on the same shaft.
It the lathe has a metric leadsrew and one wishes to cut an imperial thread, the 63T wheel or the 125T wheel is the driver. And vise versa if the lathe has an imperial leadscrew and a metric thread is to be cut.
I like to look at it this way:
What above gear pairs do, is simply transform the conversion factor of 25.4 into the closest number that is easy to use to set up gear ratios, the number 25.
125 divided by 127 multiplied by 25.4 = 25.0000000000 (exactly 25)
63 divided by 64 multiplied by 25.4 = 25.003125 (indeed a very close approximation)
In practice, a 63/64 setup is as accurate as you will ever need it for any fastener application. The error only becomes a problem if you want to cut say an accurate imperial leadscrew on a lathe with metric leadscrew, because the error is recursive.
A 125/127 setup on the other hand is perfectly accurate (127 is the lowest interger. 25.4 X 5 = 127) and suitable to make precision leadscrews.
Chris
|
| Nicholas Farr | 12/10/2010 11:34:35 |
3988 forum posts 1799 photos | Hi Chris, as I've stated previously, the 61, 63 and 64 on this lathe are never used in the same train, let alone on the same shaft. So unless the combination is embedded in the other wheels somehow, in the train saying the 63 or 64 is the driver in all aspects, doesn't seem to follow.
Viz. selection chart.
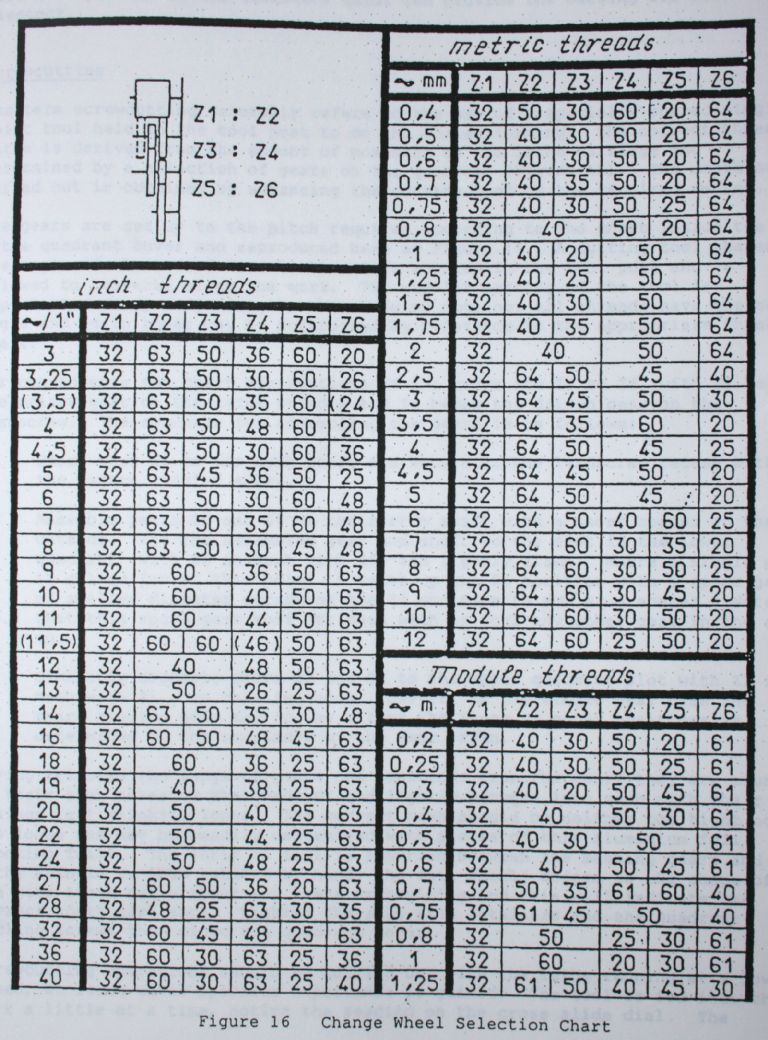 Peter, in my photostat copy, the inch calculations are expressed thus;
7 x 25.4/28.0035 multiplyed by z1/z2 x z3/z4 x z5/z6
this dosen't seem to tally with the chart. However.if it is expressed like so it does;
7 x 25.4/28.0035 devided by z1/z2 x z2/z3 x z4/z5
maybe there was a printing error
Regards Nick Edited By Nicholas Farr on 12/10/2010 11:39:35 Edited By Nicholas Farr on 12/10/2010 11:54:41 Edited By Nicholas Farr on 12/10/2010 12:07:26 |
| Gordon W | 12/10/2010 11:46:21 |
| 2011 forum posts | Can I ask a question please? What is a Module thread ? I've been in engineering all my life and never heard of it before, my ignorance no doubt. |
| Keith Long | 12/10/2010 12:03:33 |
| 883 forum posts 11 photos | Hi Gordon You're not alone in wondering that. As far as I can make out it is a bit of a misnomer in that it refers to cutting a worm to fit a module gear, analogous to doing the same thing for fitting a dp gear. You wind up wanting to cut some VERY funny numbers of f tpi in the latter case presumably the same applies in the module gear case. I think the the "module thread" part of the table has it calculated out for you - could very well be wrong though. A Google search of "module thread" didn't give anything of use really. Keith (waiting to be shot down in flames!!) |
| Nicholas Farr | 12/10/2010 12:12:44 |
3988 forum posts 1799 photos | Hi,
Gordon I though it was just me that was a bit thicko about module threads.
Keith I'm always waiting to be shot down in flames, good way of learning though.
Regards Nick. |
 .
. 
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Change gears for my lathe