Forum sponsored by:

Rear Toolpost Parting Off on C3 Mini Lathe?
| marcusj | 24/03/2010 01:41:39 |
| 27 forum posts | Has anybody any suggestions for rear toolpost parting off on a C3 Mini Lathe? |
| Michael Cox 1 | 24/03/2010 08:26:52 |
| 555 forum posts 27 photos | Hi Marcus, the problem with fitting a rear toolpost to the standard cross-slide is that you end up with very little space between the front and rear toolpost and this then severely limits the workpiece diameter.
One way round this is to use the front toolpost but with the parting tool upside down and running the lathe spindle in reverse. This then creates the same parting conditions on the front toolpost as would occur if a rear toolpost were fitted.
The second solution is to remake the cross slide so that it is longer to provide more room for the rear toolpost. I have done this to my Sieg lathe. Parting off becomes very easy with a rear toolpost..
Mike |
| keithmart | 24/03/2010 10:01:07 |
 165 forum posts | Hi
You have a reverse motor on this lathe I believe, in whch case you only have to mount your parting tool upside down, and on centre to achieve the same effect.
Regards
Keith
Leeds UK |
| marcusj | 24/03/2010 19:40:43 |
| 27 forum posts | Thanks for the quick replies. Looks like I'll be making some special toolholder, probably to completely replace my A2Z CNC quickchange as a special, solid, rigid, parting-off toolholder / post combo. |
| marcusj | 01/04/2010 11:09:55 |
| 27 forum posts | OK, have tried turning my part-off tool upside down and mounting it (rather poorly because I run out of vertical adjustment) in the A2Z QCTP. Hurrah - I can now part off aluminium alloy (55mm OD). Seems to work with less complaint if I add some drops of cutting fluid (Tap Magic) every now and then. Steel would probably still be 'one step too far' with the current set-up (still running ball bearings on the headstock, not taper rollers). At the very least I would want a much more solid tool holder and probably need to make, fit and use a carriage lock. Edited By marcusj on 01/04/2010 11:11:05 |
| mgj | 01/04/2010 18:20:26 |
| 1017 forum posts 14 photos | With respect, but parting off without coolant seems a little strange to me. Its asking for a jam up. (and a poor finish.) If you have a problem, I suggest running up the tailstock and giving support that way. In many ways I sympathise, because I have been through the pains of front and rear toolposts and endless jams up, in both front and rear set ups. Not any longer (and note that most lathes don't have a rear toolpost facility.) If Imight suggest it, ensure you have a tool with relatively little back rake so there is no component to draw the tool into the work. Ensure the tool is genuinely square to the job, use a lot of coolant and feed firmly and positively to maintain a resistance and enure that all backlash is taken up. Nowadays I use a carbide tip in either Sandvik , Kit Q Cut or Glanze blades, with coated Sandvik or Zenit tips. However, but I still use ground blades for particular purposes - usually handed parting to ensure the right bit drops off . I have no intention of using a rear toolpost again for all the hassle and confinement it causes, and I haven't had a jam up for years. |
| Stub Mandrel | 01/04/2010 20:39:33 |
 4318 forum posts 291 photos 1 articles | Hi Marcus Hope it doesn't feel like I'm following you around... If roller bearings don't solve your parting troubles - parting is such sweet sorrow  Try this - a t-slotted table from continuous cast meehanite (from College Engineering) and simple toolpost from the same (fixed by two 6mm screws into a double-hole t-nut). A competitor for Tubal Cain's 'Gibraltar' toolpost. Neil 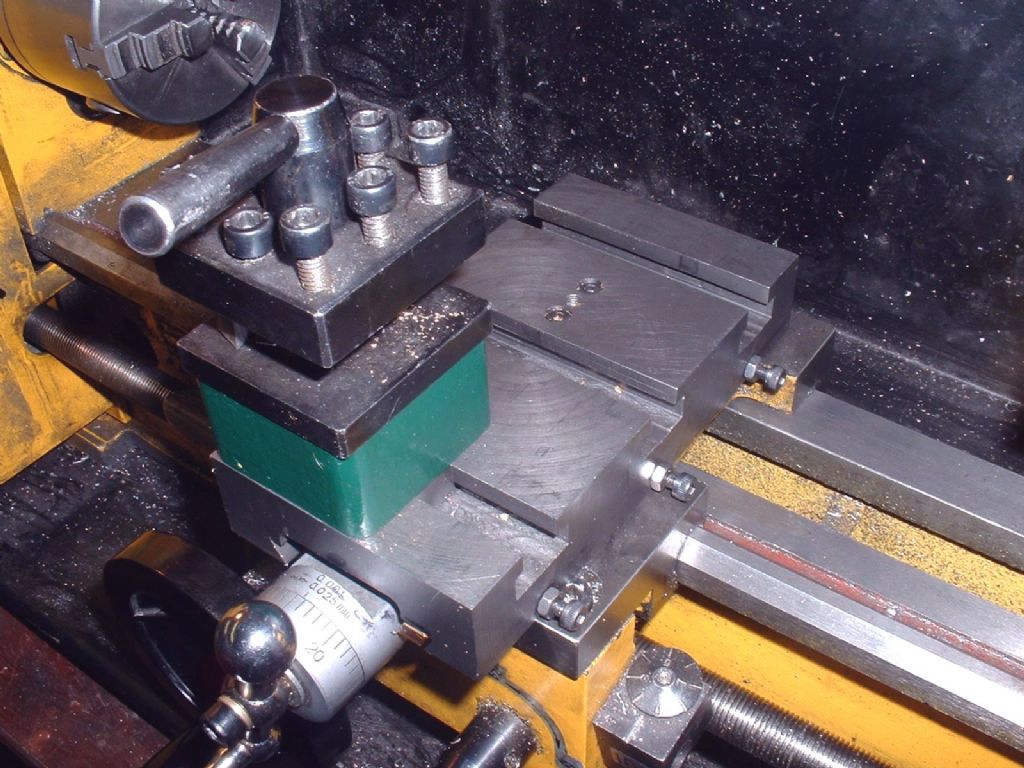 |
| Gordon W | 02/04/2010 10:41:04 |
| 2011 forum posts | I've just come in from w/shop, making an upside down parting tool for my slightly bigger than a mini lathe. I've read lots on why rear parting or upside down in reverse works so well, and I'm idly thinking why don't we do all turning this way? Surely the mechanics are the same? Please tell me where I'm wrong. |
| mgj | 02/04/2010 10:56:49 |
| 1017 forum posts 14 photos | Because its completely unecessary and puts the forces into the x-slide the wrong way.
ie it lifts the x slide, and is therefore less rigid than using it in compression down onto the the bed.
And it doesn't work so much better if one has ones act together.
I should have mentioned above, along with having the right tool geometry, you need the tool set just a tiny bit below centre height at the front - that means that if you are a bit enthusiastic, it creates a component which thins the cut and unloads the tool. ie its excatly the same geometry as being a touch high at the rear. What you mustn't do is be above centre at front (or below centre at rear) because then the tendency is for the depth of cut to increase with load, and the result is a jam up, front or rear.
Edited By mgj on 02/04/2010 11:03:10 Edited By mgj on 02/04/2010 11:03:31 |
| michael bird | 02/04/2010 11:50:49 |
| 22 forum posts 9 photos | hi mgj
If I am using a KIT-Q-Cut mounted upside down in the front tool post, and running the lathe in reverse, should the tool be above or below the centre line.
Bob |
| Circlip | 02/04/2010 12:49:36 |
| 1723 forum posts | should the tool be above or below the centre line
In ALL cases, ON the c/l
Regards Ian |
| chris stephens | 02/04/2010 14:13:58 |
| 1049 forum posts 1 photos | Hi Guys,
No one has yet mentioned the "sprung" parting tool holder of the "swan neck" variety.
Somewhere I have a catalogue from the 40-50's that show the style, if and when I find it again, I shall post a scan for your amusement. The style was recently revived by Cherry Hill's hubby and was shown on the SMEE stand at (IIRC) Harrogate a few years ago. Those who have used it claim smooth and trouble free parting.
chriStephens |
| mgj | 02/04/2010 18:16:50 |
| 1017 forum posts 14 photos | Not so Circlip (we are talking of a few thou). As I said, if you are below centre at the front with any parting tool then the tendency is to push the tool (downwards)towards a thinner cut, so you have a "safer" set up. In other words it won't drag the tool in or increase the cut so it wont jam. (Unless you have excessive rake which was my old trick - thankyou CS for the steer) I set up on the C/l and then tweak the QCTH a tiny bit. Thats all it needs. Michael - please think about it and the answer is obvious. If you are running forwards and you want to be below, then in reverse....Thats not being hard - its trying to get people to see where forces and thrusts are taking them. But, what are you doing with any parting tool running in reverse at the front. You are lifting the cross slide off its base and into free space, and de-rigidifying everything. I'm delighted you have a Kit Q Cut- so do I. Magic. Ploughs though everything at high speed, and never jams, but in the bowels of Christ, never once have I seen any cause to cut in reverse at the front with ANY tool (except when matching internal and external tapers which is hardly normal). For Heavens sake, put the forces into the bed the way the designer intended unless you have a very specific reason for not doing so. Which is a very good reason for NOT cutting at the back. And if I can do it on a 30 year old Myford still on its original front bearing, so can anyone else. All it takes is a bit of thought about the geometry, (and rejecting the conventional thought about rear tool posts, which clearly is wrong, an oversimplification in engineering terms, and inconsistent in result) getting the rake right, and using the machine in the direction where it is most rigid. Speaking as someone who could generate several jams in a single parting attempt in 1" bar. |
| michael bird | 03/04/2010 14:35:20 |
| 22 forum posts 9 photos | Hello mgj
the reason I am considering parting off using the front tool post with the lathe in reverse is because I do not have a rear tool post and my cross slide does not have T slots.
Cheers
Bob. |
| mgj | 03/04/2010 15:55:36 |
| 1017 forum posts 14 photos | Fine Michael - so why lift the x slide off the bed rather than drive it onto the bed as the good lord and the designer intended. If you look at your geometry and forces/vectors you will see that if you have the tool set incorrectly you will provoke a jam just the same. What is the benefit? Most of the rest of the world has lathes that also have no facility for a rear toolpost, and they can part off OK at the front, so what provokes this? My approach when I had all these horrendous parting difficulties was to say that if "they" can and I cannot, then I am doing something wrong, or I am setting up conditions which cause a jam. That being so, one can analyse and rectify. Which mercifully I have done. To start running in reverse seems a little quaint? |
| michael bird | 03/04/2010 16:39:35 |
| 22 forum posts 9 photos | mgj excuse me for being very much a beginner, but if one is parting with a rear tool post with the lathe running forward, is there not the same lifting force on the cross slide as would be the case when parting from the front with the lathe running in reverse.
It would seem that many posts on this site advocate that parting from the rear is the answer to most parting problems, ease of chip clearing etc. So it would seem to me that without a rear post, the way to go is with a front post and the lathe in reverse. Thanks for your time
Bob |
| David Clark 1 | 03/04/2010 16:56:33 |
 3357 forum posts 112 photos 10 articles | Hi There
Psrting off upside down from the front is OK if you don'rt have a threaded mandrel like a Myford.
If you do, the chuck would probably unscrew.
regards David
|
| mgj | 03/04/2010 18:08:43 |
| 1017 forum posts 14 photos | Michael - you are quite right. But my point is that 99% of the world doesn't part off at the rear, they part off at the front - and very successfully. Yes many people do suggest going to the rear as it were. Good luck to them, but it isn't the answer, because you can get jam ups at the back with this wonder geometry they all use. (I know from personal and very painful experience) The answer is not to try to emulate this miracle (PITA actually because you end up all cramped up on a small cross slide), but to get it right at the front. If, as most people do (myself included at one stage) go for the steep back rake recomended by some authors (often from the days when lathes had much less power available) or use no coolant, or don't take care to get tools square and at the right height so that if they dig in they tend to dig deeper rather than shallower, then you are getting down on your knees and begging for trouble, and one shouldn't be surprised if it arrives in full measure. (for instance - no coolant? OK apply a 90thou cut (2mm) you are doing a fair bit of work. The tool heats up - expands - the work heats up locally - expands. No wonder it jams, and we haven't talked about rake angles pulling the tool into the work unrestrained because of backlash in the feedcrew nut (front or back). So it HAS to be about tool shape and position - not whether its at front or back. And again, I speak from experience because I had constant jam ups and dreaded parting off. Then I thought about it, realised that the back toolpost was part of the symptom not the cure. I ditched my back toolpost, sorted out the angles,and nowadays I wouldn't dream of such silly malarkey. Normally I use on the Myford a narrow 2mm blade, but I have plenty of 3mm blades which have all been reground for special tasks like chamfering or handed parting, so they are cutting over a lot more than the nominal 3mm, and they work fine.(but they used to freak me out so easily would they jam) . I truly do not understand why anyone would want to feed forces into a machine in a way that it was, very plainly, never designed to accomodate. Thats just half witted. Its about as sensible as building a suspension bridge to take loads in tension and then asking it to resist an upward push in compression Its just not made to do it, and somehow that's better? |
| chris stephens | 03/04/2010 20:46:59 |
| 1049 forum posts 1 photos | Hi Guys,
I just noticed that the topic is about parting on a C3 lathe, silly me, I should pay more attention shouldn't I?
Parting off on a C3 is not as easy as you would think, for those who are used to rigid tools (make your own jokes, if you must). The "as bought" sloppily made gibs on the C3 cause all sorts of dig-ins when parting. I am not knocking the Mini-lathe, you understand, but as bought, it only works, but with some serious attention can be made to work well. There is a WPS book on the Mini-lathe which I believe covers all the usual improvements, such as changing the bearings and fixing the gibs. Using a rear tool post or an upside-down-in-the-front-in-reverse is not the answer to any parting problems. Understanding the problem is always the first step to fixing anything. The main problem with the Mini-lathe is that it is built to a cost not to a quality. Some may say that "it should be perfect from day one" and it could be but then the price would nearer a Wabeco. Regrettably these machines are, almost, sold as a kit of parts to be assembled by the new owner.
I do not own a C3, or variant, but was I "teaching" kids at Ally-Pally on one and had great difficulty when parting. On close examination the top slide was moving quite markedly, and adjusting the gib screws was no help. In a quiet moment I took off the top slide and found that the dovetails were razor sharp and as everyone should know this is a bit of a no-no, when trying to match to a rounded valley. There was no way that the gibs could be adjusted correctly till things were worn enough for the main dovetails surfaces to meet. I might not have explained that well, but I know what I mean. Hopefully before our (SMEE) next teaching venture at shows, I shall have the time to bring the bits home to my Engineerium to fix the problem. The fix should not be beyond the capabilities of anyone with Model Engineering skills, a bit of filing where needed and a bit of lapping with metal polish, together with a bit of gib strip pegging if found to be useful.
So, to the OP, I say this the Mini-lathe is, with some work, a quite capable lathe for the Model Engineer. It does need some attention though and parting off is one of those functions that needs attention to work successfully.. A lot of what other posters have said may be of help, like the Kit Q Cut, but nothing will help if your slides need adjusting or re-engineering. Don't assume that your machine is perfect straight out of the box, 'cos it ain't necessarily so.
christephens
PS to any C3 owner might I recommend you read the following;
http://madmodder.net/index.php?topic=627.0 not only is the article a way to fix some of the Mini-lathe's problems, it is also an education in the way to go about fixing things engineering, written by a truly great teacher. IMHO
|
| mgj | 03/04/2010 22:13:06 |
| 1017 forum posts 14 photos | Yes I was talking more generally and made the reasonable assumption that the lathe was properly adjusted and that the bits were capable of doing what the designer intended! Bearing changes I like - having just done one on the spindle bearings on my chinaman. Very smooth, very quiet, very consistent. Mind you, at £156 plus the vodka and tonic for a pair of German machine tool P5 grade taper rollers, I should darned well think so! (My original diagnosis about a retaining ring was wrong BTW - that was just a ring to hold the oil seal and had no effect on the bearing housing.) Edited By mgj on 03/04/2010 22:15:45 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > Rear Toolpost Parting Off on C3 Mini Lathe?