Forum sponsored by:

Cover for a milling machine table
| Alvin Schlitter | 30/12/2009 12:05:52 |
| 14 forum posts | Hello All; I was viewing the MIT training videos and I noticed that the instructor had some type of cover covering the Bridgeport milling machine table. It appeared to run up to and maybe even under the vice that was attached to the machine. My question has two parts: 1. What types of material can one use safely on a milling machine table with a mounted vice. 2. If one is working on the table directly and not using a vice what type of cover could one use and how would one attach it? The reason for the cover in my mind is to minimize coolant from an applicator bottle getting into the Tee slots and bottom well as well as aiding in keeping the machine clean. |
| wheeltapper | 30/12/2009 12:11:23 |
 424 forum posts 98 photos | Hi
I use a sheet of thin aluminium cut to shape and bent over front and back.
tinplate will do as well.
If you bend the edges just over 90 degrees the spring will hold it in place.
hope this helps.
cheers
Roy
ps it also keeps all that nasty swarf out of the tee slots. Edited By wheeltapper on 30/12/2009 12:12:53 |
| Circlip | 30/12/2009 13:32:29 |
| 1723 forum posts | He'll probably come in with a piccy, but Sir John uses a shallow lipped tray with the vise bolted THROUGH it to stop cuttings filling the slots, but you need the coolant to drain rather than sit.
Regards Ian |
| chris stephens | 30/12/2009 15:28:50 |
| 1049 forum posts 1 photos | I hesitate to make this suggestion again, ( who remembers the kerfuffle the last time?   , but thick brown "Kraft" paper makes an excellent mill table cover. It can go under the vice quite easily and will cover the tee slots effectively. One big advantage, at this time of year, is that by soaking the paper in oil, rust can be kept to a minimum. Another advantage over a tin tray , on smaller mills, is that paper is not rigid and will not get in the way at all. , but thick brown "Kraft" paper makes an excellent mill table cover. It can go under the vice quite easily and will cover the tee slots effectively. One big advantage, at this time of year, is that by soaking the paper in oil, rust can be kept to a minimum. Another advantage over a tin tray , on smaller mills, is that paper is not rigid and will not get in the way at all.
To keep an "elder statesman" happy, for safety when machining Titanium, watch out for any potential but very slight fire risk!
 Sorry Mr "C" , but I could not resist a slight, but good humoured dig. Sorry Mr "C" , but I could not resist a slight, but good humoured dig.chriStephens
|
| Circlip | 30/12/2009 15:58:58 |
| 1723 forum posts | Got to end the year with a flamin bang avent you?? |
| chris stephens | 30/12/2009 17:04:48 |
| 1049 forum posts 1 photos | Hi Circlip,
But, of course. Got to keep warm somehow.
Wishing you and all the other contributors to this site a happy, prosperous and fulfilling new year.
chriStephens |
| mgj | 30/12/2009 17:59:26 |
| 1017 forum posts 14 photos | I don't quite see the need for the cover? Milling you want A LOT of coolant to clear the chips, so you need to get the coolant away. If there is a cover there its going to go outside of the table. With the long slots it just collects up and returns to the tank. I know there are specialist coolants and evaporating coolants and all, but we are mostly working with the everyday stuff, often with cutters that are not in the pink, so for a good finish, a realy good forceful flow is very helpful. Edited By meyrick griffith-jones on 30/12/2009 17:59:52 |
| Steve Garnett | 30/12/2009 20:21:37 |
| 837 forum posts 27 photos | I agree entirely with Meyrick - and I'd add that from a practical perspective, adjustable see-through splash screens rate a lot higher up my book than covers ever would... |
| chris stephens | 30/12/2009 21:16:55 |
| 1049 forum posts 1 photos | Hi Guys,
I would be prepared to wager the odd fifty pence that the majority of mill users on this site do not use forced coolant and run their mills dry, and therefore covers to stop swarf filling the Tee slots are kind of useful.
chriStephens |
| mgj | 30/12/2009 23:03:20 |
| 1017 forum posts 14 photos | Perhaps they do Chris, but that still don't make it a good idea, unless one likes rapidly worn tools and a poor finish. I'm too mean with my tools to wear them like that. A new endmill is quite expensive, and to set up and sharpen one (tips and flutes) takes a little while, even with a Quorn. So I make very sure they don't run hot. Brass I don't always run coolant (should but I dont) and a quick blitz with a paintbrush clears the table very quickly? Then you want to set up wth a square, so the covers come off, and on and off and on. ..... then you have to make sure the top surface of the vice is square to the bed, so it has to be torqued down? Then you have tenons in the base of a vice or dividing head to engage in the slots to square up....... so off come the covers..... while you move the bolts for this new attachment, then back on... No - too much hassle - two bolts and forced coolant and a paintbrush - or better one of those £2 slot clearing jobs from Axminster. |
| John Stevenson | 30/12/2009 23:16:27 |
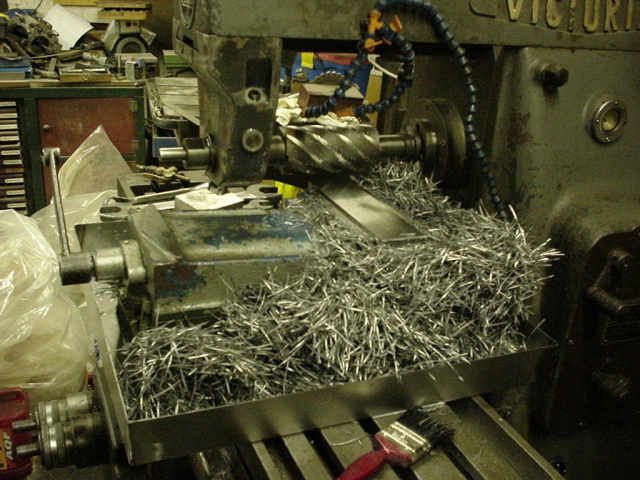
 5068 forum posts 3 photos | As Circlip says just fold a tin tray up and bolt thru it. problem with mills is that most times the vises hang off over the table and using decent amount of coolant just fills your boots.
 OK this a slighly a larger machine but it shows the principle, this isn't a staged shot but an actual job.
All those chips are contained, no crap has got into the tee slots or coolant tank / drain and boots still remain dry .
I have trays for all the vises / machines and rotary tables and they save a lot of mess especially as I use flood coolant.
Edited By David Clark 1 on 04/01/2010 11:51:41 Edited By David Clark 1 on 04/01/2010 11:52:59 |
| Ian Welford | 30/12/2009 23:19:29 |
| 300 forum posts | I found an old toothbrush to clear the T slots works well.
Made some easily movable guards using polycarbonate sheeting ( as used in conservatory roofs) and a couple of rare earth magnets set in a block of wood. -
Make a saw cut in a block of wood the right width for the sheeting to grip it. Drill a shallow hole into the base of the block and insert a magnet. Sticks well to even an oil table. I like a good healthy flow of coolant ( cos I'm not good at sharpening, enthusiastic yes, but not good! ).
The screens deflect coolant and keep it on the mill and off me ( a decision approved by the workshop superintendent, supplier of tea etc). They would not stop anything major so glasses or full face mask are still essential
Merry ( HIc
 New Year to one and all! New Year to one and all!Please keep up the good humoured (?) banter. Lets face it , it's the "warm discussions" that keep us all going, and the tea, and tea cakes, and chocolate biscuits,,,,
Ian |
| Steve Garnett | 30/12/2009 23:47:12 |
| 837 forum posts 27 photos | Posted by Ian Welford on 30/12/2009 23:19:29: Made some easily movable guards using polycarbonate sheeting ( as used in conservatory roofs) and a couple of rare earth magnets set in a block of wood. That's pretty much the same idea as I used, only I fixed the polycarbonate onto some right-angled bits of scrap shelving uprights - I think they were, anyway - and they generally get clamped down, rather than fixed with magnets. I rather like the wood/magnet idea, so I might well modify them at some stage. |
| Frank Dolman | 31/12/2009 02:08:47 |
| 106 forum posts | Meyrick, when you say clamps torqued down, do you just mean 'give it
a judicious bit er welly', or do you measure the torque? |
| mgj | 31/12/2009 17:40:25 |
| 1017 forum posts 14 photos | If I'm clamping something down direct to the table I give her a scientifically judged bit of welly - actually I'm quite careful not to distort it, (by using a cut down spanner) and only 3 points of contact. But my point was that if you are using sheet metal covers, and as was intimated, one might be clamping onto such a thing, then to get a vice to sit flat to engineering limits, yes you'd have to use a torque wrench, since all things are elastic. That is something that is a bit overmuch trouble for me. I'm not against covers - most of my kit is covered when not in use - and I have some ply thingys to put on the lathe bed when changing chucks to make sure the bed doesn't get damaged. I made sure I spent a fair bit of time an dosh coverng DRO scales. But with the greatest respect to those who feel covers are useful on a milling table - damned if I can see it. Sheet over the machine at the end of the day - sure. But to leave plates on the bed, under which some coolant will sit, ready to promote bacteriological staining , or to try to keep swarf out of slots which will collect some anyway? Not for me. Mowever, I like the magnet/polycarbonate idea for a vertical splash screen Using tips under a good coolant flow, with 2" facing cutters the overspray can be a bit broad!!! |
| Alvin Schlitter | 01/01/2010 12:23:48 |
| 14 forum posts | Hello All; Thank you for the discussion and thoughts. I originally included in my order a flood system but removed it due to the mess that these things can cause. Shielding would help but with them they would lead to restrictions, it seems that for every upgrade there is a price that must be paid! One last issue not addressed with a flood system it the vaporization of the coolant as well as the atomization of the coolant due to the motion of the cutter. This can of course lead to some health considerations. Anyways these are just my thoughts. |
| mgj | 01/01/2010 13:48:44 |
| 1017 forum posts 14 photos | Depends on how you flood - the mess. Most commercial systems using the plastic clip together lines just dump a a whole lot of mess everywhere. What one wants is a relatively small amount of coolant directed to the right spot. Right spot means that the coolant holder has to go on the head, not the table - because the head doesn't move WRT to the cutter - and when drillng from the quill it doesn't move WRT to the job. So by using a magnetic or a modified DTI holder on the head, its very easy to get the coolant in exactly the right place, and without having everything flop about while one tries to set it up.. Quantities - I use a 2mm vetinerary needle. I get a nice high pressure jet, so its blowing swarf away, and it keeps the cutting point flooded and cool - but there isn't actually all that much coolant in circulation. Its a neat and tidy system which works well Health risks - well perhaps. I tend to keep my face further from the cutter than my hands. |
| Ian S C | 02/01/2010 11:43:03 |
 7468 forum posts 230 photos | I was interested to read in a pamphlet by Seivete(not sure of spelling)about using cutting fluid,enough fluid is pumped onto the work to ensure that the temperature does'nt rise above room temperature.The lathe is of course compleatly enclosed,and fluid is pumped in,in gallons per miniute(can't remember the figures),I think meyrick is more on our scale of things,although I just use a squeeze bottle.Ian S C |
| mgj | 02/01/2010 21:46:46 |
| 1017 forum posts 14 photos | Alvin - you wanted some details of the coolant system. Regrettably the one for the mill is under construction, so here are some shots of the lathe versions. The only difference is that the mill one is being mounted on the head with a sliding drop rod, so it's height adjustable. Pumps are, for the Myford the Axminster cheapie - which also supplies the Dore Westbury.. And for the ETR lathe, the one that came with the lathe. For ages on the DW mill/Myford, I just used the same basic spout (thin brass tube from a model aero suppliers will be just as good) and a wall mounted gravity feed, and a catching can. So a pump is not essential. Valves - I use one of the little Gas Valves, but I have a spare 1/4" globe valve from my steam fittings box, so I shall use that on the big mill. 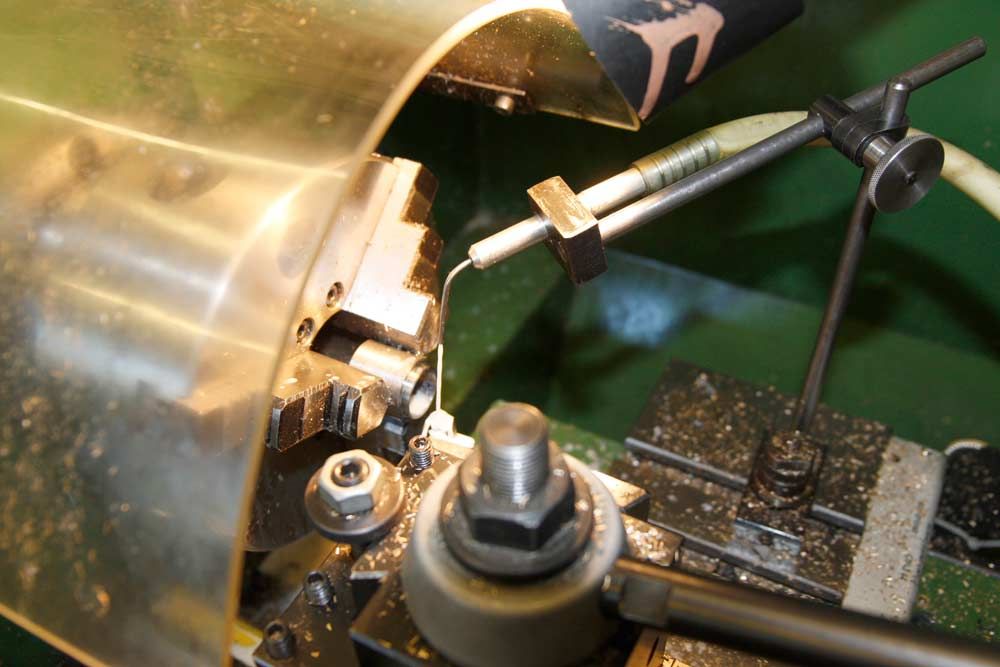 This is the standardsetup on the ETR. 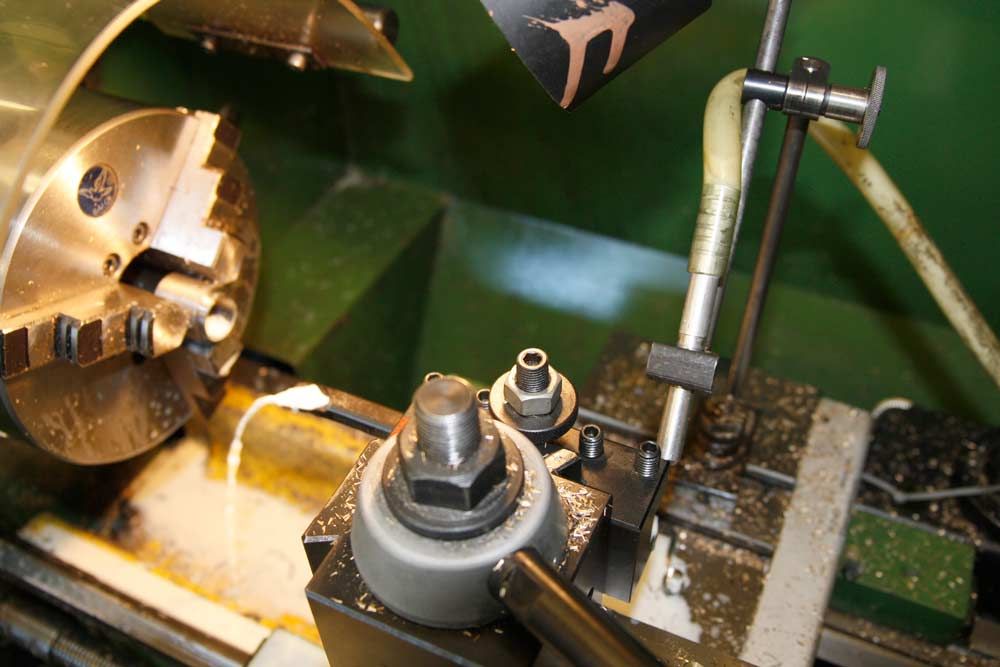  Edited By meyrick griffith-jones on 02/01/2010 21:47:43 |
| Ian S C | 02/01/2010 22:55:37 |
7468 forum posts 230 photos | Sandvic was the name of the cutting tool company I was looking for,don't know where the other name came from,must have been too late at night.Ian S C |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Cover for a milling machine table