Forum sponsored by:

Buying ER collets
| Ajohnw | 14/10/2015 18:02:45 |
| 3631 forum posts 160 photos | I've been thinking about buying larger er collets ER40 in particular. I am aware that they need a certain length inside them that will be longer than a conventional type in order to meet their spec. The spec is proving to be the problem or lack of it. DIN blah blah is often mentioned great they all have the same shape. Looking at the lower cost options a run out spec is given in many countries but seldom in the UK unless they are being sold from the far east. Some even say well what you get might not look like the photo. It's even possible to pay hundreds of quid for a set that doesn't mention any spec. The Vertex spec's on their site look worse than some but the do appear to be measuring them some distance from the end of the collet as they should. That makes me wonder if some are just measuring the run out of the start of the bore. Anyone found an answer to the problem? John - |
| Michael Gilligan | 14/10/2015 18:12:43 |
 23121 forum posts 1360 photos | I've never used ER Collets, and maybe never will, but This looks like an honest description of a decent product ... I offer it only as a 'baseline' reference. MichaelG. |
| Neil Wyatt | 14/10/2015 19:43:09 |
 19226 forum posts 749 photos 86 articles | Yes, Richard Gordon in MEW 232. Neil |
| Ajohnw | 14/10/2015 19:56:23 |
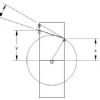
| 3631 forum posts 160 photos | Here is one of the few examples of the way that collets should be spec'd that is also meaningful. They will also assume engagement along the full length of the collet's socket. Bit of a difference isn't there even with best precision. Sorry Neil that answer is no good to me - I suppose I could lap them as I use them. Or do what ever that article suggests. John - |
| Bob Brown 1 | 14/10/2015 20:24:39 |
 1022 forum posts 127 photos | I purchased a full set from here **LINK** work fine for me be it lathe or milling machine even with duty etc not a bad price, OK took a couple of weeks to appear. Bob
|
| Roy M | 14/10/2015 20:32:35 |
| 104 forum posts 7 photos | Information on er collets and other stuff is available on the WNT tooling centre website. (Milling- rotating tools- collet chucks). Centro P chucks with precision collets have a stated run out of .0001mm. I use these chucks professionally. Roy M. |
| Roy M | 14/10/2015 21:11:22 |
| 104 forum posts 7 photos | Oops! Runout is .001mm Roy M. |
| mechman48 | 15/10/2015 09:39:24 |
 2947 forum posts 468 photos | Posted by Bob Brown 1 on 14/10/2015 20:24:39:
I purchased a full set from here **LINK** work fine for me be it lathe or milling machine even with duty etc not a bad price, OK took a couple of weeks to appear. Bob Ditto with my ER25 set from the same Co. ... with MT2 & 4 to suit for lathe & mill, with the new ball bearing lock nuts from Arc Euro ( usual disc. ) works fine for me. George.
|
| Michael Gilligan | 15/10/2015 09:48:47 |
23121 forum posts 1360 photos | Posted by John W1 on 14/10/2015 19:56:23:
Bit of a difference isn't there even with best precision . Sorry, John ... I'm struggling to understand that rhetorical question. Bit of a difference between what and what ? MichaelG. |
| john kennedy 1 | 15/10/2015 11:25:58 |
 214 forum posts 24 photos | I buy er 40 collets from arc as and when I need them,rather than buying a set and not using half of them.. I've mainly only used them for holding milling tools and found you only need about 6.
|
| Ajohnw | 15/10/2015 16:40:49 |
| 3631 forum posts 160 photos | Posted by Michael Gilligan on 15/10/2015 09:48:47:
Posted by John W1 on 14/10/2015 19:56:23:
Bit of a difference isn't there even with best precision . Sorry, John ... I'm struggling to understand that rhetorical question. Bit of a difference between what and what ? MichaelG. The Vertex site specifies the run out some distance past the end of the collet. In other words the error at the tip of a tool or piece of work that is sticking out of one is given directly at the length they specify. This is how it should be done. Others say anything from 1 to 15um run out but don't say where and I very much doubt if it is where Vertex specify it. More likely some where actually at the collet which doesn't say anything at all about the run out in use. Plus of course UK sellers generally don't state anything at all. I've been here before with ER25 and finished up buying from the USA where they do generally state something even on ebay. I asked for some clarification in the correct terms and was told that a number had been checked and found to be much better than the standard tolerance so decided to trust him. These were spec'd as better than 0.0005". The seller had complaints from his customers in the past. Not with this batch. I'm slowly coming to the same conclusion as John K. They aren't really suitable for lathe work, more bar work especially as the size goes up. My Boxford lathe collets are a bit limited on size so I keep wondering about obtaining larger sizes some how. John - |
| Michael Gilligan | 15/10/2015 16:57:02 |
23121 forum posts 1360 photos | Thanks, John ... I think I see what you are getting at, but; going by the table on that Vertex page it appears that 'L' is prescribed by DIN 6343 anyway. Does anyone here have access to he DIN standards ? MichaelG. Edit: Just found this useful brochure. Edited By Michael Gilligan on 15/10/2015 17:01:40 |
| Bob Brown 1 | 15/10/2015 17:10:19 |
1022 forum posts 127 photos | I use an ER40 collet chuck for round bar on my Boxford and have never had a problem, shown here threading studs |
| Another JohnS | 15/10/2015 17:48:10 |
| 842 forum posts 56 photos |
I'm slowly coming to the same conclusion as John K. They aren't really suitable for lathe work, more bar work especially as the size goes up. My Boxford lathe collets are a bit limited on size so I keep wondering about obtaining larger sizes some how.
Wow! My ER25 collet holder lives on one of my lathes, and ER collet holders (ER 25 also) live on my milling machines. The ER40 on my largest lathe goes on quite a bit, but not right now, as I did something for a colleague and have not put the collet chuck back on. Have purchased collets from Maritool in the USA, Regio-FX, some from Arc, and the "accurate" ones from CTC Tools. I don't mind spending money on something that will work well for the remainder of my life - crossing fingers it'll be at least 50 more productive years. (one lives in hope...) I actually gave away my Clarkson endmill holder - had not been used for about 2 decades... John. |
| Raymond Anderson | 15/10/2015 19:06:19 |
 785 forum posts 152 photos | As far as im concerned ER collets are the bees knees for anything up to 30mm Ø [34mm Ø if you go up to ER50] Very accurate AND very repeatable. Wish I had bought an ER 40 lathe chuck long ago.. |
| Ajohnw | 15/10/2015 19:25:54 |
| 3631 forum posts 160 photos | The Crawford catalogue is on line and gives their tolerance - also rather clear about intended use. The trouble with variable sized collets as against spring types of a specific size is that they need bar in them right up to more or less the full length of the collet. Spring collets will generally work with a shorter length in them. They don't give the sized socket lengths in any info I have though so the comments might be a load of junk. I'd guess that the grip length of a spring collet will be about 1 1/2 to 2 times the diameter it's intended to hold. However - Measuring a 3C it's not far off 2 diameters, a bit less.. So for instance an ER 40 is comparable when it's holding 23mm. ER16 when it's holding 14mm. Spring collets such as 5C type are also reckoned to be happier gripping short than intended lengths. This is why this style of collet is sometimes referred to as work holding and the other bar holding - including Bernerd multi grip. Where I come from that would be called a bar chuck not a collet chuck.
John - |
| John Stevenson | 15/10/2015 19:55:29 |
 5068 forum posts 3 photos | There is NO collet system out there that does every job. Full stop.
Some are better than others for certain thing, like ER's can be both work holding and tool holding. What you have to do is work out what you need to do, make a list and then start comparing and ticking boxes. The one with the most ticked boxes goes to the top of the list. What works for me won't necessarily work for you and visa versa. It's also territorial, the Yanks will use 5C and R8 and being the most common ones in their neck of the woods. Europe and the UK tend towards ER's and the 5C is virtually unheard of in OZ.
I have a virtually full set of metric and imperial full size 5C collets and the 4 most used ones are not in this lot but are emergency ones that have been drill and tapped M6 to M12 for holding one end of a double ended stud so the other end can be threaded and not mess the first thread up.
I dare say there will not be many on this board that wants to replicate what I have to do ? |
| Trevor Drabble | 15/10/2015 20:23:40 |
 339 forum posts 7 photos | John, For FULL specs on ER collets plus associated items may I suggest you talk with Dave Chambers at D&J Workholding on [email protected] and 01993 200119. They also supply a large range of styles of quality tooling arbours and collets . NOT CHEAP, but good . No connection with company other than as a satisfied customer. Hope this helps. Trevor |
| Ajohnw | 15/10/2015 20:57:19 |
| 3631 forum posts 160 photos | I'm going through my ticks John. It very much looks like if I want to increase the size range of my work holding collets it will be spring collets and not ER. For tool holding yes ER. Some of the decision comes from doing a fair amount of collet work but not at home. I don't purchase the wrong thing very often. I have a Bernerd multi size that will match ER40 but has the same problem so it's never been fitted. I bought it because some one who was giving up came along and offered it to me for the same price as Rotagrip offered him. I have also sorted the mounting info for it. I don't really have any need for bigger work holding collets at the moment but I do need to sort out tool holding. As I have them I'm going to try ER25 with a rather large tool on the end. Thanks for the thought on holding screw threads for studs John and maybe other thing. Makes me wonder if I can obtain some 3C emergency collets. Rare I suspect so probably stupidly expensive. I'd guess I could do the same with 3 morse blank ends but splitting them would be more work, I'd beg to differ on 5C and similar types in the UK. Often they are collets designed specifically for the lathe they are on rather than a standard type like 5C but cost has tended to rule them out in the past. It's not so bad now but as I suspected I can buy a 5C collet chuck from the USA that has a sort of spec with it but not in the UK again - other than one seller and the spec was pretty bad. I'm getting pretty cheesed off about that. It's as bad as Ketan's motor power one. CTC is an alternative on ER.
John - |

 Here endeth lesson on collet technology. It matters to me due to flexibility in use. The 5C type will still hold bar type work.
Here endeth lesson on collet technology. It matters to me due to flexibility in use. The 5C type will still hold bar type work.Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Buying ER collets