Forum sponsored by:

New ideas for tool grinding in the workshop
| Vic | 08/06/2015 16:10:04 |
| 3453 forum posts 23 photos | I sharpen most of my tools on a belt sander. |
| JasonB | 08/06/2015 16:17:53 |
 25215 forum posts 3105 photos 1 articles | Slow speed seems to work fine on grinders like the Tormek and their is a diamond option for that, My DMT stones also work well when moving the tool back and forth by hand and that must be very slow. Same with the diamond coated drills I often use for work work best about 400rpm in a cordless and thats a 6mm dia bit.
J |
| Vic | 08/06/2015 16:51:37 |
| 3453 forum posts 23 photos | I've sharpened carbide inserts on a cheap Aldi diamond bench stone, the square type with four different grades on it. I've also used it to true up small hand stones. |
| Clive Hartland | 08/06/2015 17:53:15 |
 2929 forum posts 41 photos | Diamond wheels are resinous or rubberoid matrix, the matrix is only a carrier for the diamonds and if you push too hard you will smell the matrix burning. The amount you take off on a diamond wheel is very small and if you run them fast they will not cut as well when used at the right speed. Along with this if you are say, grinding up an engraving tool the size of the tool quickly lends itself to over heating. The amount taken off is half a thou, never free hand grind on a diamond wheel, it will dig into the matrix and ruin the diamond wheel very quickly. They are expensive take care with them. Clive |
| SteveI | 08/06/2015 19:06:23 |
| 248 forum posts 22 photos | Jason,
Do you have a link to the Tormek diamond wheel option?
Thanks, Steve |
| JasonB | 08/06/2015 19:12:35 |
25215 forum posts 3105 photos 1 articles |
Not tried one myself just the standard wheel that comes on it. About 200sfm and bonded with nickle
J Edited By JasonB on 08/06/2015 19:14:59 |
| Michael Horner | 08/06/2015 19:25:57 |
| 229 forum posts 63 photos |
Here is something I made from the junk box. I needed to touch up the cutting edge on a few tools. You can get 360 degrees on 3 axis. so should be able to get the angle you want, I think it can be improved upon time and brain power permitting. Cheers Michael |
| John Stevenson | 09/06/2015 00:02:49 |
 5068 forum posts 3 photos | Posted by Clive Hartland on 08/06/2015 17:53:15:
Diamond wheels are resinous or rubberoid matrix, the matrix is only a carrier for the diamonds and if you push too hard you will smell the matrix burning. The amount you take off on a diamond wheel is very small and if you run them fast they will not cut as well when used at the right speed. Along with this if you are say, grinding up an engraving tool the size of the tool quickly lends itself to over heating. The amount taken off is half a thou, never free hand grind on a diamond wheel, it will dig into the matrix and ruin the diamond wheel very quickly. They are expensive take care with them. Clive Diamond wheels can also be electroplated and these are a different animal altogether. You can remove quite a bit of metal with them and no reason not to grind freehand. Speed isn't critical on them as many are designed to run at 12,000 rpm.
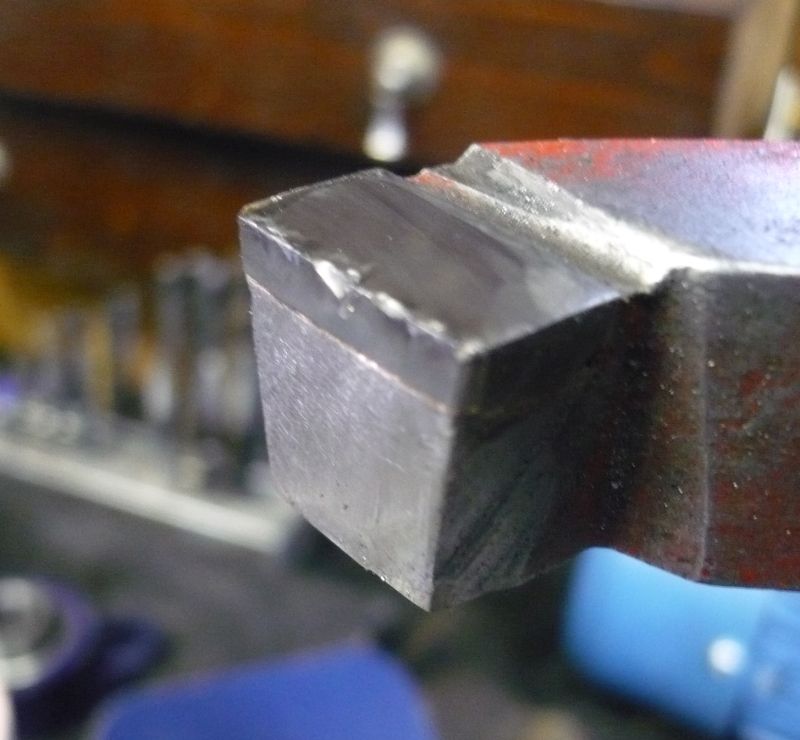
This is a 16mm square brazed tipped tool used for chamfering weld prep.
Becase the plates are laser cut they have plenty of hard spots in them and the result is as above, those chips are about 1/32"
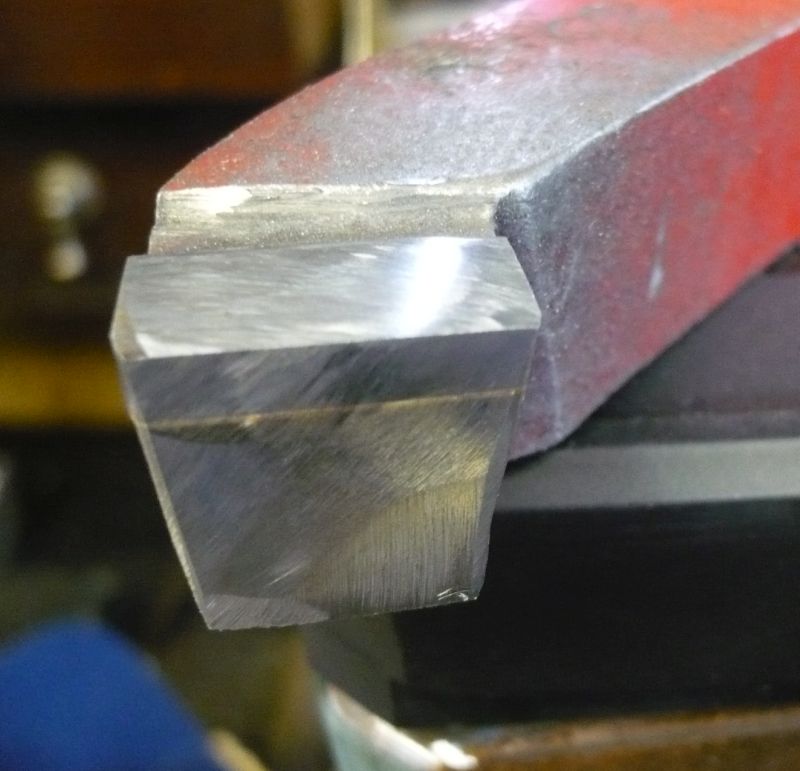
The results of about a minutes worth of grinding on an electroplated wheel mounted on an angle grinder, which it was designed for and all done free hand. |
| Clive Hartland | 09/06/2015 08:24:07 |
2929 forum posts 41 photos | Agreed John, different matrix's for different purposes. My thoughts are from my own use of diamond wheels in the matrix I mentioned and as yet have only used a plated diamond disc a few times. I have a disc mounted on an arbor all mounted on a board and driven by a mains motor and I know it will take metal off at high rates. Clive |
| Vic | 09/06/2015 13:04:10 |
| 3453 forum posts 23 photos | I don't like grinding on the curved part of the wheel. I don't understand why some enterprising dealer over here doesn't sell this type, they're a darn sight better than the normal double ended grinder: http://www.grizzly.com/products/Heavy-Duty-Tool-Grinder/H7762 |
| John Stevenson | 09/06/2015 13:37:52 |
5068 forum posts 3 photos | You mean like this one from Chester ?
|
| Michael Cox 1 | 09/06/2015 15:56:46 |
| 555 forum posts 27 photos | My first attempts at milling were carried out on my minilathe using the Seig milling attachment. This is not a very satisfactory milling attachment. A good criticism of it is here: http://andysmachines.weebly.com/the-vertical-milling-slide---criticisms.html I persevered with it for some time and managed to do some milling but in the process I broke/chipped several milling cutters. These breakages were partly due to the sloppiness of the milling attachment, cross slide and coarseness of feed but mainly due to inexperience. The lessons I learned from this were: a. I needed to buy a milling machine b. I needed to make a cutter grinder in order to recover broken/chipped milling cutters I purchased an X1 milling machine from ArcEurotrade and almost instantly milling became much easier. At around the same time there was an article in MEW by Ralph Sparrow (MEW 117 July 2006) entitled "Sharpening with diamond discs". In this he described a jig that held the head of a flexible shaft, attached to a rotary tool, at an angle that could be readily set. This was designed to fit on the bed his Unimat lathe and using this set up and a small diamond disc in the flexible shaft head he was able to sharpen lathe tools, milling cutters and twist drills. These diamond disc are readily available from several suppliers including Arc Eurotrade. This all sounded very good and I went on to build this lathe attachment and various jigs to hold tools, milling cutters and drills. My rotary tool flexible drive was from ALDI and the head had much end and side play. I had to rebuild the head of the flexible drive in order to be able to rotate the diamond disc reliable without wobble or end play. I used this arrangement on my lathe for some time and produced some good results sharpening all my broken/chipped milling cutters. It was even possible to sharpen cutters as small as 3 mm diameter because the diamond discs had a very well defined edge. The only thing I did not like about the arrangement was all the dust flying about so close to the lathe. I had made a lower base for the topslide of my minlathe and I had the old one spare. I also had the old minilathe milling attacment and I started to think about making a dedicated cutter grinder based on these components together with the Ralph Sparrow attachment. I ordered the the top part of the topslide from Clark (it is a Clark minilathe) . I used the milling attachment to provide the infeed and the topslide to provide the crossfeed and made a small fabricated track for the Ralph Sparrow part. The completed cutter grinder is shown here: The milling attachment and the topslide are clearly visible. On the topslide is a rotating table that holds the jig that holds the cutter. The rotating table has a an angular scale and it can be locked at any angle by pinch screw. The Ralph Sparrow attachment is on the right hand side carrying the flexible shaft head. This sits on the fabricated track. The unit is small with a footprint of about 300 x 300mm. I hope this is of interest to others. Mike
|
| Circlip | 09/06/2015 18:38:05 |
| 1723 forum posts | "That could be made fairly easily for a lot less of the cost."
Yes but don't forget to load in the cost of taper roller and thrust bearings, not just a standard electric motor.
Regards Ian. |
| Vic | 10/06/2015 09:44:25 |
| 3453 forum posts 23 photos | The one I linked to: http://www.grizzly.com/products/Heavy-Duty-Tool-Grinder/H7762 Doesn't look too dissimilar to a standard bench grinder albeit it has much better tool supports and the wheels are different. It might not have the precision that some of you want but it would be a handy addition to my workshop at the right price point. |
| John Stevenson | 10/06/2015 09:48:26 |
5068 forum posts 3 photos | Nothing new with these tool grinders. Way back when what I did was a hobby and money was tight I used to scrounge the scrap yards for single phase fan units, the big industrial ones in a cage. Whip the motor off, they are always 2,800 revs, bolt a top hatted boss to the shaft to carry the wheel and this was secured with a plate so it could rotate either way and rig a bit of a tilting table up out of dexion, cleverly filed up to NOT look like dexion.
Some had white wheels on, some had green grit wheels on. Made loads for friends in the same boat as fans were very easy to get and free.
Sorry for the crap picture but it was taken on 7/7/2007 in a storage unit and it was as close as I could get. Took the picture to show someone who wanted it. This was the last one I had as now on tipped tools and diamond grinders.
At this point in my life we had a truck garage and were required to put in so many hours a day, like most people but when we ran out of work I just used to spin on to my own jobs so I was always making things for my ownhome shop and for work. |
| robjon44 | 11/06/2015 21:12:22 |
| 157 forum posts | Hi guys, when I used to grind lathe tools for a living at one time in my career I had access to every sort of grinder but always ground steel shank away right up to the brazed tip on grey grit, followed by the carbide at a good clearance with green grit, & finally finished on a diamond wheel of the type advocated by John S, very little coolant is required just enough to wet the wheel guided into place by a matchstick pushed into the end of the pipe, you are only aiming for a land round the side no more than a couple of mill, even on production machines these stand up well & I still have some that only need showing to a diamond wheel or a hand lap before going back into the fray. Finally, if as I have, you find yourself working somewhere when the tool grinding facilities are primitive, HSS & steel shanks of brazed tipped tools respond well to the humble angle grinder! |
| Michael Gilligan | 25/06/2015 22:26:10 |
 23121 forum posts 1360 photos | Posted by Michael Gilligan on 05/06/2015 07:13:35:
Posted by Neil Wyatt on 04/06/2015 16:49:19:
What about a specification? ... Naturally options and pay-offs can be explored, but the first thing is to decide what the basic function of the machine will be! . Neil, Would you be able to set-up one of your 'voting' schemes on a seperate thread ? Although more commonly used for things like Software Development, the 'MoSCoW analysis' would suit this project very well ... it's an excellent way of focussing the collective mind. MichaelG. . Neil, Did you miss my question, or was the lack of response an implicit 'No' ? MichaelG. |
| Neil Wyatt | 27/06/2015 14:25:05 |
 19226 forum posts 749 photos 86 articles | Hello Michael, I missed it. Believe it or not I don't read every post. I was hoping an enthusiastic forum member would decide to take a lead and suggesting a spec for others to beat into shape would be a start. In the old days ME ran a design a lathe competition (only 3 or 4 entries worth printing!) The time for 'design a mill' has been and gone. Perhaps you could still 'design a grinder' although there are several tested self-build designs out ther, but I do think the modern age is better suited to a collaborative project. I haven't got time to run it, but I would support it. If their was a poll, I would have to be supplied with the questions... and someone would have to decide what they should be... Neil |
| Michael Gilligan | 27/06/2015 16:04:07 |
23121 forum posts 1360 photos | Thanks, Neil .. It's eay to get drawn into the belief that a conversation is being held I was only trying to stir-up some enthusiasm for your suggestion. Given that there was no interest expressed by other forum members, I will shut-up. MichaelG. |
| Eccentric Engineer | 17/07/2015 07:48:39 |
 26 forum posts 5 photos | Hi All A couple of posters mentioned the Acute Tool Sharpening System earlier so I just thought I'd let you know there's now a demo video of the sharpener on the "What's New" section of the website. The video explains the major components and how the table attaches to a bench grinder, how to set cutting angles, and I show it sharpening a lathe tool and a two flute slot drill/ end mill. If you want to have a look just click the orange ad on the right. Unfortunately, trying to find time to finish the DVD manual of how to build and use the system has delayed it's launch on the website shop. The DVD is taking way longer than expected but I'm getting there slowly. Cheers |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > New ideas for tool grinding in the workshop