Forum sponsored by:

What did you do today? (2014)
| John Stevenson | 18/04/2014 22:12:43 |
 5068 forum posts 3 photos | Wimp...................... |
| Scott | 19/04/2014 18:30:44 |
| 52 forum posts 10 photos | Had a bit of a mooch around the Engineering Shop in A&P shipyard in Falmouth. Some antiques still in use there!
|
| Oompa Lumpa | 19/04/2014 19:00:51 |
| 888 forum posts 36 photos | Posted by Neil Wyatt on 18/04/2014 21:53:29:
I was even wearing gloves Neil As a matter of fact Neil, so was I - straight through a pair of "cut proof" Kevlar. I will be asking for a refund Tuesday. Unsuccessfully probably as technically it wasn't a "cut" but an abrasion. Would have been a great deal worse without though. graham.
Edited By Oompa Lumpa on 19/04/2014 19:03:23 |
| Steve Withnell | 19/04/2014 19:12:50 |
 858 forum posts 215 photos | I was reading my electroplaters handbook. Apparently, cyanide salts are readily absorbed through the skin, causing open sores. Now the interesting part. The proposed remedy: a 10% solution of sulphuric acid to be maintained in contact with the sore for as long as possible, or until the pain can be borne no longer. The wound is then to washed in soapy water and bound in a rag soaked in soapy water. A bit of a nip with the angle grinder is really not worth comment...
Steve
|
| Neil Wyatt | 19/04/2014 20:10:33 |
 19226 forum posts 749 photos 86 articles | To keep the H&S theme going, I noticed the drawcords of my 'Isle of Skye' hoodie dangling precariously close to a moving chuck today I've been working on wheels and axles for my driving truck. I welded a steel disc in the middle of one axle for a disc brake. Tidied up it all up then took a skim on the outside diameter - and it just span on the axle! No weld penetration at all and I'd turned all the weld off. Red-welded and left a decent fillet this time Two more wheels to flange, then I have to figure out how to fit the axles to the chassis... will probably involve alloy housings for the bearings and I have a vague idea about using mountain bike suspension elastomers as springs. Neil |
| Oompa Lumpa | 19/04/2014 22:03:49 |
| 888 forum posts 36 photos |
Sort of H&S, could've slipped
Bought second hand and glad I didn't pay too much. It's a Presto tap I'm using. Looking for a decent Medium size wrench now graham. |
| Ian P | 19/04/2014 22:26:15 |
 2747 forum posts 123 photos | I got another quart out of a pint pot today! In the best bodging tradition I jury rigged a temporary headstock on my AUD so I could machine a part larger diameter than the 5" centre height would allow. The 'headstock' is a free rotating rotary table I made some time ago out of a car front wheel hub and a large aluminium blank from the scrapbox. Drive is via a square bit of brass held in the 4 jaw that is a rattly fit in a 3/8" socket extension bar. At the other end the imperial socket is a loose fit on an M10 bolt that screws into the hub spindle. Drive is surprisingly smooth and once the tool is cutting does not make any noise, its OK too at over 1000RPM although it wont be going that fast when I am machining the OD of the part (for 'O' ring grooves). The 'faceplate' came with an assortment of holes with taper threads, I added several rings of holes for indexing when I use it on the milling machine. The fact that it came with holes in random positions is a bonus, it means I have no qualms about drilling more just to suit whatever I want to bolt down. Ian P
|
| daveb | 19/04/2014 23:08:20 |
| 631 forum posts 14 photos | Posted by Oompa Lumpa on 19/04/2014 22:03:49:
Sort of H&S, could've slipped
Bought second hand and glad I didn't pay too much. It's a Presto tap I'm using. Looking for a decent Medium size wrench now graham. Make one! Two lengths of MS square bar, 2 allen screws. Clamp the bars together, file or mill a V notch straight across both about 30-50mm from one end, place bars end to end with the V notches lined up to form a square, drill and tap both sides of square to suit allen screws, open up one pair of holes to clearance. You can dress it up by filing bars hexagon or turning round in the lathe. I still use one I made 40 years ago, it will fold in half to just over a foot long when not in use. |
| Nicholas Farr | 20/04/2014 00:50:03 |
 3988 forum posts 1799 photos | Hi, here's a tap wrench which I made earlier, well when I was about 12 in the latter half of the 60's. This is when metalwork was very much alive in schools.
Regards Nick. Edited By Nicholas Farr on 20/04/2014 00:54:21 |
| Rick Kirkland 1 | 20/04/2014 09:37:38 |
 175 forum posts | Good old reliable tap wrench Nick. I've got one nearly identical made by my dad when he was an apprentice at the Bryan Donkin Company in Chesterfield in the 1930's. I've also got one the same as Grahams from China which, upon it's second time of using broke. I simply tightened the handle onto the tap and the clamp which slides in the vees to hold the square cracked and fell in two! Thing was I'd put my dads wrench "somewhere safe" and operations ceased till I found it. It's now hanging up in plain sight. The Chinese one went through the door like a teddy out of a pram. Rick |
| Oompa Lumpa | 20/04/2014 09:52:55 |
| 888 forum posts 36 photos | I have thought about making my own but to be honest I try to balance between actual "work" and "creativity". I suppose really I can justify the time because I will make it during a "day off". Like today for instance. Small, relatively cheap tools like this I tend to buy. Just wondering now what the quality of the taps are like, they are marked HSS. There is a brand on the container so I will do some investigating before I commit to an actual job. I really hate breaking taps. graham.
|
| john kennedy 1 | 20/04/2014 11:08:42 |
 214 forum posts 24 photos |
|
| Steve Withnell | 20/04/2014 11:37:08 |
858 forum posts 215 photos | Finally, out of the armchair! Decided to make a start on the James Coombes kit that has been under the desk far too long. I thought I'd enhance the plain turned columns on the plan a bit -
Nothing too exciting, but will add to the look of the engine. I started off with square bar so I would have the end pieces square rather than round. Making four exactly the same is the next challenge. The ends are to be screwed 2BA and pass into the box bed at one end and into the table plate at the top.
|
| Les Jones 1 | 20/04/2014 12:02:33 |
| 2292 forum posts 159 photos | Hi John, Les. |
| John Stevenson | 20/04/2014 12:15:49 |
5068 forum posts 3 photos | Les, The famous Bob Whore Fields site. Steal everything off the net, make out it's your own and give no credit to the original posters.
Later on I need to alter my TOS tailstock to a different cam lock, it has one at the moment, home made and based on how a Honda 50 clutch works but when I come to fit the lever feed to this machine it's in the way.
Because mine has a flat back to the tailstock I think it would be easier to mount mine there similar to the CVA.
I used to have one of these and found them to be very easy to use as opposed to reaching behind the tailstock |
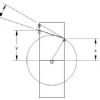
| john kennedy 1 | 20/04/2014 12:26:20 |
214 forum posts 24 photos | Les, yes it is more like that one than any of the many other designs. It was the one sold by Little Machine Shop for the mini lathe I based mine on. I didn't use the the circlips but might need them later. There are some fitting instructions on their website about lining the holes up which I found useful. I milled out the recess in the tailstock to get a good face for the block to sit on. You'll be surprised how much filler comes out before you hit metal. I also trimmed the web so later will put a plate over it to hide all the gubbins. Also had to make a 7* tapered plate for the back of the tailstock to plumb things up. I'm sure a little job like this wont phase you,but if you need any help give me a shout. John
Edited By john kennedy 1 on 20/04/2014 12:31:03 |
| Les Jones 1 | 20/04/2014 13:00:05 |
| 2292 forum posts 159 photos | Hi John (S), Hi John (K), Les. |
| Neil Wyatt | 20/04/2014 13:36:31 |
19226 forum posts 749 photos 86 articles | Went to visit Sutton Coldfield MES. A fairly quiet morning as they were mostly doing maintenance jobs, but there was a a 7 1/4" Paddington running very nicely. Tried my shunter out with the new low gear ratio, which worked very well but was darned slow! Borrowed some BA box spanners (I have to remove the sandboxes and gear cover plate to move the motor!) and switched back to normal gears. Got off to a flying start but I'd run the battery nearly flat, so it drooped a bit on even the gentle uphills at Little Hay. Neil. > Looking for a decent Medium size wrench now Confucious he says "man who break tool by sticking long bar on end of handle has only self to blame" My big die stock will make a massive tap/reamer wrench if I make a couple of blank 'die blocks'. |
| Ian S C | 20/04/2014 13:38:11 |
 7468 forum posts 230 photos | Graham, you might need a shorter bit of pipe on the wrench in future. Ian S C |
| Oompa Lumpa | 20/04/2014 14:07:25 |
| 888 forum posts 36 photos | Posted by Ian S C on 20/04/2014 13:38:11:
Graham, you might need a shorter bit of pipe on the wrench in future. Ian S C I just knew I was going wrong somewhere!
|










This thread is closed.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Work In Progress and completed items > What did you do today? (2014)