Forum sponsored by:

Vertical Shear Lathe Tooling
| Johnboy25 | 06/01/2015 21:48:14 |
 260 forum posts 3 photos | Neil... "Apparently the 'swarf comes off like cobwebs'." I was wondering if this is how steel wool or wire wool is produced. Just a thought... But seing the YouTube clips from Mr Pete with my limited experience, I found that useful to know. I've come across some materials that I could never get a satisfactory finish. I've learnt something useful today! Regards John |
| Paul Lousick | 06/01/2015 21:51:21 |
| 2276 forum posts 801 photos | A good video on Youtube by Tubal Cain about vertical shear tools https://www.youtube.com/watch?v=WUcyHenjkew Paul. |
| Muzzer | 06/01/2015 23:43:42 |
 2904 forum posts 448 photos | Looks very similar principle to the skew chisel used in wood turning. Used one of these a couple of times and it frightened the crap out of me. Best used on small diameters where it is easier to get the angle right so that the edge is tangential and the contact / cutting point is near the centre of the cutting edge. Gets more difficult the larger the diameter of the work piece is. If you get it wrong you better be wearing your best rubber pants - and head / eye / hand protection. Very sharp HSS tools can produce very fine "bum fluff" swarf and smooth finishes if used carefully (I'm thinking that bum fluff is better better than angel hair!), so I suspect you can get similar or possibly even better finishes with carefully prepared "standard" tooling. With a suitable holder you could use an insert to achieve this type of cutting - and it would use an edge that is rarely used or even thrown away unused once the corners have been blunted or chipped. The inserts for aluminium are often highly polished and would be good for steel in this application. Murray |
| Windy | 07/01/2015 00:32:15 |
 910 forum posts 197 photos | Is this the same as skiving in one of my old turning books. Paul |
| Jon Gibbs | 07/01/2015 08:40:58 |
| 750 forum posts | Posted by Bogstandard2 on 07/01/2015 08:29:16:
With regards to the pseudo TC from the US, I class most of his work as plagiarism, and as for STEALING our Tom's name, I won't comment. Truth is they both stole it... "Genesis 4:22 says that Tubal-cain was the "forger of all instruments of bronze and iron" (ESV) or an "instructer of every artificer in brass and iron" (KJV). Although this may mean he was a metalsmith, a comparison with verses 20 and 21 suggests that he may have been the very first artificer in brass and iron. T. C. Mitchell suggests that he "discovered the possibilities of cold forging nativecopper and meteoric iron."[4] Tubal-cain has even been described as the first chemist.[5]" - source Wikipedia. Don't we all pass on things we think are good ideas? - I know I do. This thread is a case in point. I realize it will not be new to some people but will I stop doing it - No. Jon |
| Martin Kyte | 07/01/2015 09:14:38 |
 3445 forum posts 62 photos | Jon,I use tubal as my email address name for the very same reasons you have pointed out. That and a nodding admiration for Tom Walshaw. There must be quite a lot of people called Tom out there too. :0) Martin |
| Russell Eberhardt | 07/01/2015 09:28:18 |
 2785 forum posts 87 photos | To avoid confusion:
Three different people, three different names. Russell. |
| Ian S C | 07/01/2015 10:15:05 |
 7468 forum posts 230 photos | One problem I found with the vertical shear tool is that it wont work right into a shoulder on a shaft. Made mine from the shank of a 3/8" tap. Ian S C |
| Russell Eberhardt | 07/01/2015 10:24:55 |
2785 forum posts 87 photos | Posted by Ian S C on 07/01/2015 10:15:05:
One problem I found with the vertical shear tool is that it wont work right into a shoulder on a shaft. Made mine from the shank of a 3/8" tap. Ian S C If you make it from square HSS you can set it so that the bottom of the tool is just a tad below centre height. You should then be able to get very near to the shoulder. On second thoughts you should even be able to make a slight undercut? Russell. |
| Jon Gibbs | 07/01/2015 14:15:30 |
| 750 forum posts | I found a description of a boring bar variant here **LINK** The only problem is that the "business end" is effectivel a conical section machined from HSS round bar. ...have to find an easy grind that'll mimic the cutting action. Jon |
| geoff ryan 1 | 08/01/2015 19:46:18 |
| 3 forum posts | Hi All, this is the first post of a long term browser. I'm a novice machinist with an inherited Cowells lathe and still on the lower slopes of a steep learning curve. I'm currently machining some 0 Morse centres from silver steel and was having some trouble getting a decent surface finish. I saw this thread and thought I'd give a vertical shear tool a go. The results were great and being sure of getting both surface finish and dimension right when I make a cut is a real confidence booster. So thanks to all and particularly the American guy who went to the trouble of making the videos. |
| Jon Gibbs | 08/01/2015 20:27:45 |
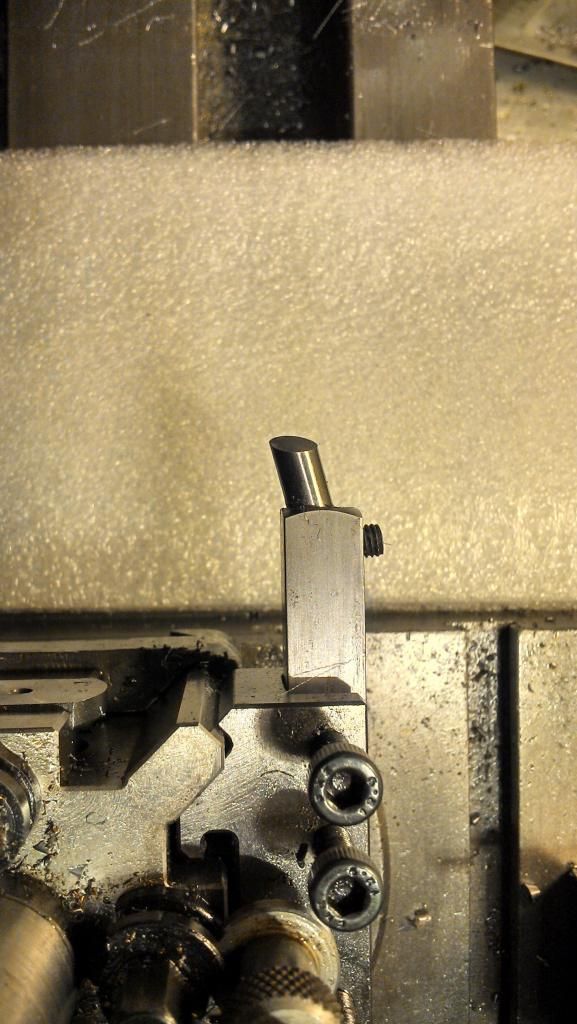
| 750 forum posts | Inspired by the idea of the shear boring bar I tried grinding a single facet (approx 60 degrees) on a 1/4" round toolbit and setting it at an angle into the end of a square (7/16" ) boring bar (approx 15 degrees). To bore the hole in the boring bar I mounted it in the QCTP on centre height but at 15 degrees to the lathe bed and drilled using a Jacob's chuck in the headstock. This results in a cutting geometry a bit like the idea above with the conic section. When mounting the toolbit you need to rotate it in the holder so that looking from above you have an ellipse slightly angled back from the cutting axis. This puts a slightly positive rake on the cutting edge but the angled facet on the toolbit still results in a shear cutting face against the inside of the bore. Here's the toolbit mounted in the boring bar seen from above - note the ellipse.
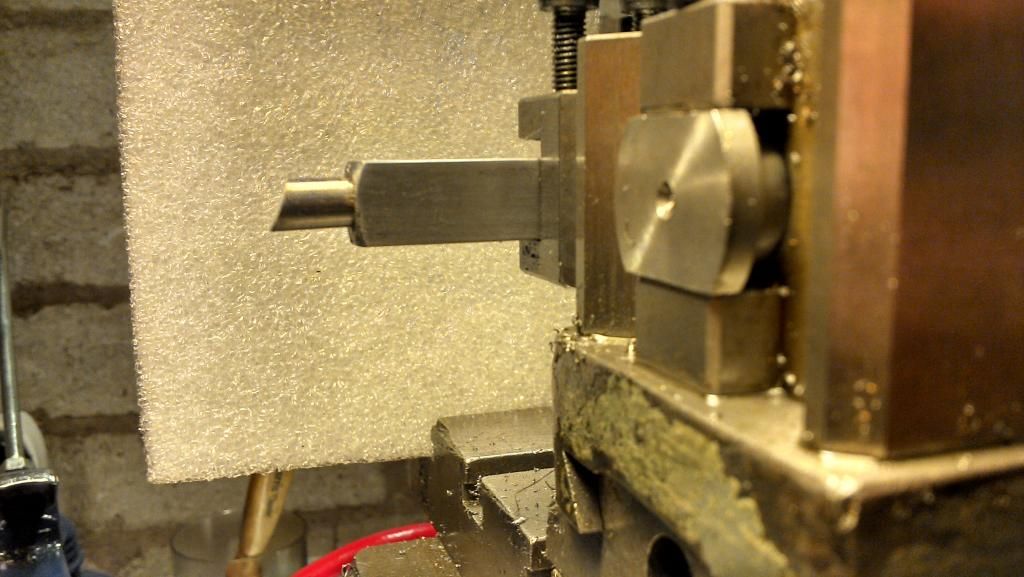
and here's the side view to show the shearing angle...
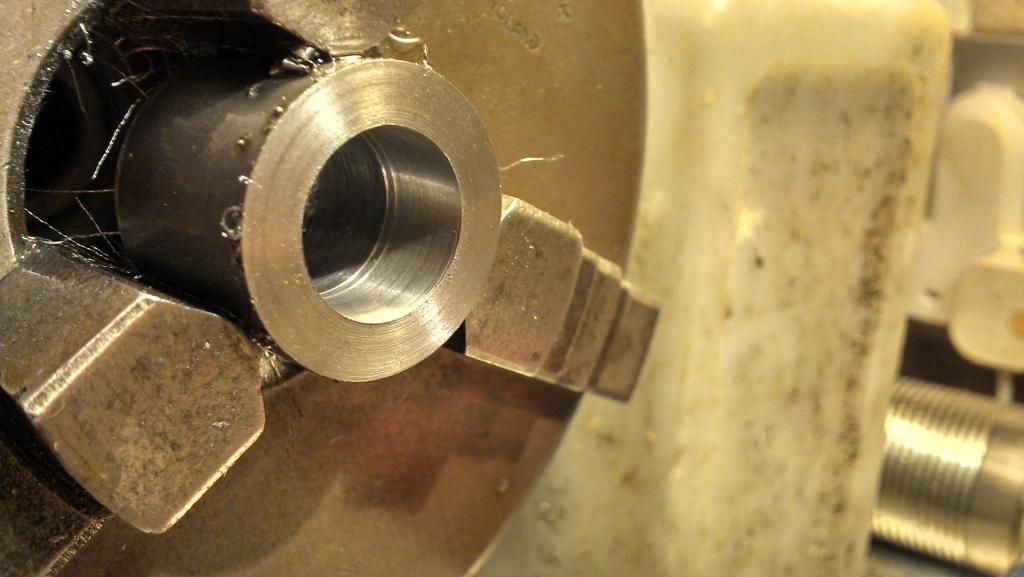
And here's a piece of 1" EN3B bored to roughly 5/8" (~3 thou per rev - lowest feed on my old ML7)
...and here it is after boring out the outside half with a few passes of the shear boring bar (same feed rate)...
Sorry that these photos don't really show it very well but it does seem noticably better IMHO. Here's a view showing it being refined and some of the long thin hairy chips...
Jon Edited By Jon Gibbs on 08/01/2015 20:32:29 Edited By Jon Gibbs on 08/01/2015 20:33:38 Edited By Jon Gibbs on 08/01/2015 20:38:14 Edited By Jon Gibbs on 08/01/2015 20:51:40 |
| geoff ryan 1 | 09/01/2015 00:29:00 |
| 3 forum posts | Hi Jon, Thanks for sharing your design of boring bar. I particularly like the simple ground profile enabling the cutting edge to be kept very sharp. I can see myself making something similar for the finishing cuts to cylinder bores. |
| I.M. OUTAHERE | 09/01/2015 05:04:26 |
| 1468 forum posts 3 photos | I mentioned just this on the comments for mr pete - no reply yet. I also was thinking of its uses in a boring head for finishing cylinders but never thought of using plain old easy to get round HSS ! Thanks Jon ! Ian. |
| Jon Gibbs | 09/01/2015 17:49:56 |
| 750 forum posts | Hi Geoff, Ian, No problem. Hope it proves useful. Jon |
| thaiguzzi | 11/01/2015 08:14:05 |
 704 forum posts 131 photos | Also if the front face is curved the same as the shaper tool, you can face with it too, but contact must be centre height, whereas in normal turning to diameter, centre height is irrelevant for a shear tool. For me, on the shaper or the lathe, not only do i get a great, consistent finish, but the finished size/diameter is so consistent over the whole length/ size of piece. |
| geoff ryan 1 | 11/01/2015 11:02:35 |
| 3 forum posts | Jon, have you tried your boring bar for making facing cuts? It seems to me that the boring bar cutter geometry would also work for facing cuts, or am I mistaken? |
| Jon Gibbs | 11/01/2015 16:34:57 |
| 750 forum posts | Hi Geoff, Yes it works for facing cuts too, although the cut at the very centre, perhaps unsurprisingly, isn't very efficient. Jon |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > Vertical Shear Lathe Tooling