Forum sponsored by:

Stuart 'No.1' : a beginners tale..
| GarryC | 20/05/2014 16:35:28 |
 740 forum posts 1043 photos | Some more progress today - straightening the bore in the 'bad' bearing, desoldering and cleaning up both bearings and testing the boring bar size through both bearings in situ.. Straightening the hole in the 'bad' bearing - this went well using a 10mm slot mill, lots of cutting fluid and no problems this time.. The hole's still not quite right, very close now - but the boring bar should hopefully sort that out...
Testing the boring bar size through both bearings in situ 1.
Testing the boring bar size through both bearings in situ 2.
Ready to go onto the Lathe now. Thinking about boring on the Lathe next and I'm afraid that I now realise that I'm unsure of the idea behind the split bearing. On Victoria the bearings were one piece and it was 'simply' a matter of boring the bearing to fit the crankshaft, or at least that's what I did. I'm assuming the idea of the split bearing is to allow the bearing to be 'adjusted / tightened down' for wear. Someone on here (this thread), sorry I must look back to see who it was, was recently explaining I think that the top bearing half is meant to tighten down on the bottom bearing half not on the bearing housing - which mine do so that's ok I hope. So I think I'm just unsure of - do I aim to make the crankshaft diameter slightly oversize to allow for such an adjustment and not slightly undersize as per the one piece bearing or should the bearing bore be exactly the same size as the crankshaft - I guess once the crankshaft goes undersize there can be no adjusting / tightening up, but that somehow does't sound quite right maybe? Hope that explains my lack of understanding.. I think I can remember someone saying when I was doing Victoria's 'one piece' bearings that they should be split afterwards - I can see that this would allow adjustment for undersize / wear adjustment as the metal removed when splitting would change the diameter allowing thus to do - hope someone can see why I'm unsure of what to aim at.... If anyone can explain I would be grateful.. At the end of the day I may not be able to work to the tolerances needed anyway but nevertheless it would be good to understand the concept, and especially for when using better equipment in the future... Regards Allan. |
| JasonB | 20/05/2014 17:25:40 |
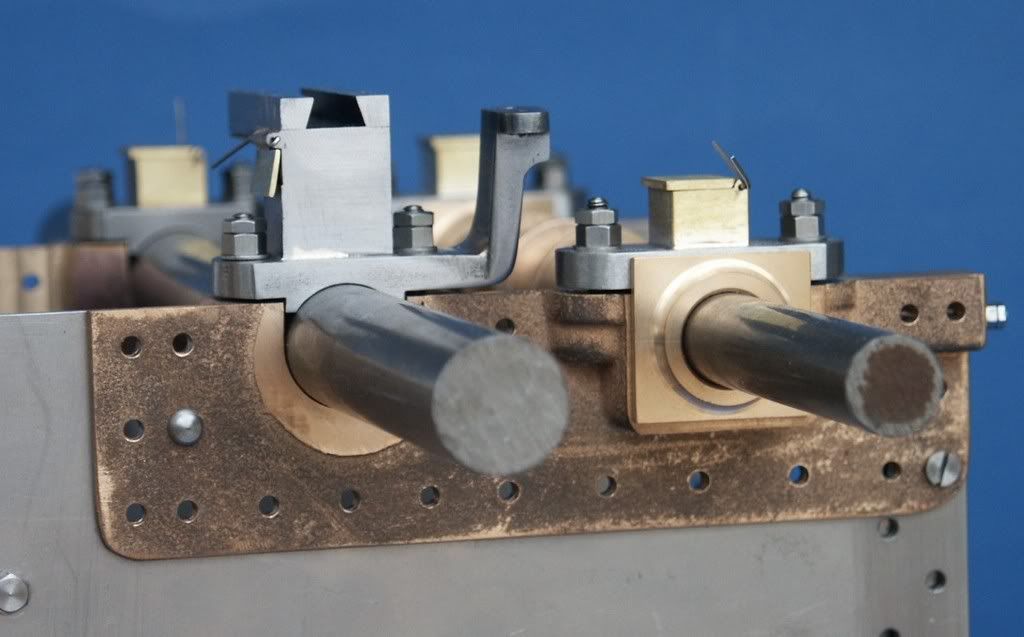
 25215 forum posts 3105 photos 1 articles | I think for the purpose of this engien you can bore them as if they were solid. If in ten years time you find they have worn then a quick rub of teh mating faces on some abrasive of a sfine file will give you a gap that can be closed down. As I mentioned before on full size the cap and the top half of the bearing would be separate anyway so you are never going to get a true setup. But if you look at a lot of full size engines or more detailed models you will see that the studs holding the bearing caps on usually have a nut and lock nut, this allows the cap to be tightened down just enough for a nice running fit and the locknut stops things working loose, you will often see a gap between cap and lower bearing housing, something like this on my Fowler traction engine ( the lareg shaft is a test piece and the bearings not yet fitted)
And this pair of blocks, I tend not to split my bearings till the very end if I can help it as it saves getting them mixed up or round the wrong way.
J |
| GarryC | 20/05/2014 18:02:19 |
740 forum posts 1043 photos | Great explanation Jason. Thanks. Its good to have an understanding and now something else to look out for on the real thing...! Cheers. Allan. Edited By Allan. on 20/05/2014 18:04:11 |
| Nick_G | 20/05/2014 20:29:46 |
 1808 forum posts 744 photos | . This may be a very dumb question from me.! But why cannot a long reamer be used to bring the bores of the bearings to size.? The only thing I can think of is that the bearing material is not reamer friendly.? Is this a Nick / Homer Simpson "Do'oh" moment.
Nick |
| julian atkins | 20/05/2014 23:56:33 |
 1285 forum posts 353 photos | hi nick, i had thought along similar lines. allan, what is the dia of the crank journals supposed to be? cheers, julian |
| John Olsen | 21/05/2014 04:07:42 |
| 1294 forum posts 108 photos 1 articles | You can ream the bearings, and if you did that would also use the same reamer for anything else that goes on the shaft. Then all you have to do is manage to turn the shaft to exactly the right size to give a nice running fit on the bearings, and similarly get a good fit for anything else that fits on the shaft, like the flywheel and eccentrics. This also assumes that Allan would have a suitable reamer. It can sometimes be preferable to make the shaft first, then carefully bore the various components to fit. Easy enough for me since I have a pretty good set of expanding reamers...I would be able to ream the various parts to the desired fit by opening up the reamer to suit no matter what size the shaft came to. I don't know if Allan has any reamers of any sort yet. John |
| JasonB | 21/05/2014 07:25:47 |
25215 forum posts 3105 photos 1 articles | Provided you can get the crank spot on 0.500" then the reamer is an option. You will also really want a guide extension if doing by hand as the bearings are about 3" apart. J |
| GarryC | 21/05/2014 09:15:06 |
740 forum posts 1043 photos | I've just checked and the bar supplied for the crankshaft measures 12.65mm - the drawings show the bearing bores to be 1/2inch and the drawings also show the crankshaft to be 1/2 inch. I was going to try to bore the bearings to fit the supplied bar - but first I wanted to ask another question, and that is what is the best way to cut tool steel? The little 1/8" diameter tool steel that I want to use in the boring bar is just laughing at my hacksaw blades... I have a new found respect for the hardness of it..! Also I've just looked at reamers (Tracey Tools) and the 1/2 M/C reamer (I assume thats a machine reamer) has a quoted size of 1/2" - 39/64" REAMER - Would anyone know what the 39/64" is referring to. I could email Tracey of course.. They also have 5/16" - 31/64" REAMER John, I can see it would be a good thing to be able to use the same reamer for everything along the crankshaft - maybe I could just use the boring bar to get them in line and undersize before reaming.. Thanks. Allan. Edited By Allan. on 21/05/2014 09:34:28 Edited By Allan. on 21/05/2014 09:35:21 |
| Neil Wyatt | 21/05/2014 10:18:55 |
 19226 forum posts 749 photos 86 articles | Hi Allan, You're looking at adjustable reamers, if you use those you'll get an accurate hole, but will probably not get it dead on size. You want either machine reamers (that only cut on the end) or hand reamers (that have a tapered lead). I managed with just their 1/16" to 1/2" 10-piece hand reamer set (£35 from Tracy) for many years. I now have some machine reamers (1Mt and 2MT in larger sizes, which suit different jobs, and I find they can take a deeper cut too. You could ream the bearings in line in the same way as boring, but using a hand reamer in the chuck. If you run out of travel, leave the reamer in place in the work, remove from the lathe and wind it through the rest of the way using a diestock. There are dozens of ways of skinning this cat. One engine I'm working on is 'house built', so like the original at least one of the bearings will have to be mounted on an adjustable base to be aligned correctly on final erection. Another is designed so the bearings will be OK as long as their centres are exactly the same height, and side to side alignment is by a pair of wedges on either side of each bearing block. Neil |
| GarryC | 21/05/2014 11:00:34 |
740 forum posts 1043 photos | Thanks Neil, I've just been looking again and yes I think I'll get a 1/2" machine / chuck reamer, bound to come in useful in the future as well. The bar for the crankshaft should fit nicely (he says hoping!), but can maybe adjust a bit with the split bearings - I can use the boring bar to get the holes nicely lined up first. Thinking about it I can just grind through the tool steel to cut the tool and then back to length as well.. Cheers. Allan. |
| Bob Brown 1 | 21/05/2014 11:13:04 |
 1022 forum posts 127 photos | As another alternative, machine close enough and then hand scrape the fit, you could also scrape some oil ways into the bearing. That was how white metal bearing halves were fitted in days gone by, have seen the guys from Doxford scrape large bearings of a marine diesel, shaft diameter around 3 feet, best I have done is a Weir turbo feed pump 2 inch shaft on three bearings so all three had to be in line. |
| JasonB | 21/05/2014 11:51:42 |
25215 forum posts 3105 photos 1 articles | Alan if you have a dremel then a small cutting disc in that will cut teh toolsteel. If not grind a groove around the tool with teh corner of your grinder wheel, grip the bit you want in teh vice and give the other end a tap, should break off. You have probably just been supplied bright mild steel which tends to be a fraction under size, I quite often us eprecision ground mild steel (PGMS) when building up crankshafts. Whether you decide to go with a reamer or the boring bar for the finished size its worth practicing on something first to see if you get a good fit. The reamers that give sizes similar to 1/2" - 39/64 are not adjustable reamers, its just the range of sizes in that price bracket and there is a drop down box when you click the reamer so you can choose straight shank, taper shank or machine in that range of sizes. J Edited By JasonB on 21/05/2014 11:55:05 |
| GarryC | 21/05/2014 11:54:14 |
740 forum posts 1043 photos | Hi Bob That sounds very interesting, would love to see that being done. Way above me at the moment though...! Hi Jason Great thanks, I knew there must be a way! PGMS sounds like another option as well - I have several ways to go about things now which is good... and thanks John, will do.. Cheers. Allan. Edited By Allan. on 21/05/2014 12:01:28 Edited By Allan. on 21/05/2014 12:02:37 |
| John Stevenson | 21/05/2014 11:55:14 |
 5068 forum posts 3 photos | Posted by JasonB on 21/05/2014 11:51:42:
Alan if you have a dremel then a small cutting disc in that will cut teh toolsteel. If not grind a groove around the tool with teh corner of your grinder wheel, grip the bit you want in teh vice and give the other end a tap, should break off. J.
Wrap a rag round it first it case splinters break off. |
| John Olsen | 21/05/2014 12:57:49 |
| 1294 forum posts 108 photos 1 articles | Have Stuart changed the crankshaft material? Both of mine came with a forged crankshaft so you had to turn each end to size. If the material is 12.65mm, that is close enough to half inch for all practical purposes so presumably is already finished...is it a built up crankshaft these days? If the bar is already the right size that does make the use of a standard (fixed size) reamer quite practical. Actually with both of mine I did a bit of a trick, you turn the crankshaft to the largest finished size that the forging will allow, then make the bearings to suit. You can get a bearing diameter of about 5/8 inch. This is not needed if the engine is only going to run light for demonstrations, but if it is going to perform any real work then a bit more bearing area is all to the good. The reason that I have done two is that I picked up an incomplete set of castings at a club auction years back for practically nothing...NZ$5, and made it up, then eventually inherited a full set with reversing gear that my father had brought back from a trip to the UK. The incomplete set had a faulty column casting with a sort of twist on the cylinder mounting end, which made it a real challenge to set up for machining. I didn't think it would really be fair to return it to Stuart for replacement since it might easily have been purchased fifty years before I got it. There must be some very old Stuart castings lurking about the place waiting to be machined. A friend here got hold of an unmachined Stuart Number 10 set from the days when it had a flat slide crosshead instead of the later bored type. They changed the design in the early thirties, so that set was about 80 years old. John |
| GarryC | 21/05/2014 16:54:54 |
740 forum posts 1043 photos | Hi John Only got around to having a quick look this morning - there seems to be a Mild Steel bar about 10.5 inches long supplied for the crankshaft (that's the one I measured at 12.65mm). I hope I have a pretty good idea of how to go about doing it after reading up a bit on the internet but do need to familiarise myself with the terminology of the different parts - going to try and keep my head down for a bit now and get on with it - I've had to be asking so many questions on here the past few days folk will be sick of hearing from me - and I'm no doubt going to be needing lots of advice later on (but I will of course continue to post up any progress)... I've ordered a 1/2inch 'chuck' reamer which should arrive tomorrow and I'm going to try the boring bar tomorrow as well.. Cheers. Allan. Edited By Allan. on 21/05/2014 17:00:09 |
| Nick_G | 21/05/2014 19:01:18 |
1808 forum posts 744 photos | Posted by Allan. on 21/05/2014 16:54:54:
folk will be sick of hearing from me - Allan.
Don't be so sure of that.! I for one am leaning lots from the questions you are requesting and being answered by far, far more knowledgeable and experienced people than I will ever be. It will save me asking similar in the coming weeks.
Nick |
| alan-lloyd | 21/05/2014 19:28:13 |
 183 forum posts | Allan, various people have advised you to make the crank shaft before machining the bearings, please please take it on board
|
| GarryC | 22/05/2014 13:09:26 |
740 forum posts 1043 photos | Hi Allan Yes, thanks for this, I am I promise taking it all very much on board.. I have no knowledge of the making of more complex crankshafts of course and I'm sure you and others are correct in that making the crankshaft first is usually the best way. In this case bearing in mind its a very simple example it makes sense to me now though as some have advised to ream the bearings and use the same reamer for the other crankshaft components. I can use the boring bar I made to line the bearings up in situ beforehand, without the risk of another drill bit snatching on the little lathe. The bar supplied for the crankshaft is of a "finished size' with the bearing surfaces not being turned at all, as least as far as I can see. If I need to get in a PGMS bar though I will - think its the easiest way in this case and after much thought I'm failing to see the disadvantage. It also should mean just one setup on the lathe with the bearings in situ.. I have a little booklet "a beginners guide to building a stuart no1 engine" by Andrew Smith which advises this approach although he says to bore in line to the final diameter - but still doing so before building the crankshaft.. Maybe next project I will need to approach as you suggest and it will be in line with another step up to the next level..! Hope you'll offer more advice in the future.. Cheers Allan. ps. haven't got to the workshop yet today but I will in a bit - will post up later with any progress...
Edited By Allan. on 22/05/2014 13:11:25 |
| Nick_G | 22/05/2014 13:40:14 |
1808 forum posts 744 photos | Posted by JasonB on 21/05/2014 07:25:47:
Provided you can get the crank spot on 0.500" then the reamer is an option. You will also really want a guide extension if doing by hand as the bearings are about 3" apart. J
Hi Jason, I am contemplating this method myself. Am I right in assuming that the reamer (if this method is used) should be held in a 4 jaw chuck and 'dialed-in' so that any run out that may be in a 3 jaw holding would not then make the reamed hole slightly larger.?
Regards, Nick |




This thread is closed.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Work In Progress and completed items > Stuart 'No.1' : a beginners tale..