Forum sponsored by:

Which ER32 Collett For a Myford ML7?
| Matt C Beech | 11/07/2014 15:31:43 |
 50 forum posts 24 photos | Hi all you experts... I'm starting to think about procuring a set of collet chucks for my 1952 ML7, and wondering what advice or pointers you might give from your experience. * I think I'm looking for one that screws directly onto the ML7 headstock spindle. * I think I'm looking for an ER32 set instead of an ER25 or other size. * I don't really know where the best reputable place to purchase would be, so any experience is welcome. What do you think? What would you advise? Thanks in advance, Matt |
| Nick_G | 11/07/2014 16:19:58 |
 1808 forum posts 744 photos | . Here :- **LINK** But you would need a backplate. I see Myford themselves do one but that is an ER25
Nick |
| Bob Brown 1 | 11/07/2014 18:03:09 |
 1022 forum posts 127 photos | I've got one screwed on the spindle of my Dore Westbury mill that has a Myford threaded nose but I can not remember where I purchased it as it was a few years ago. |
| Roderick Jenkins | 11/07/2014 18:20:48 |
 2376 forum posts 800 photos | I've got one that screws directly onto the nose that I bought at one of the shows. The run out was not great but I was able to turn the collet socket taper with a sharp carbide insert to make it acceptable. I would recommend buying the sort with a separate back plate or, as Bogs suggests, making your own HTH Rod |
| Chris Trice | 11/07/2014 19:11:16 |
 1376 forum posts 10 photos | I've got the Myford ER25 collet chuck with a set of Vertex collets and it's very good. It comes with its own backplate which you screw on to your spindle and then machine it in situ for maximum cocentricity. There have be occasions where the smaller size of ER25 has been a benefit particularly on my milling machine. ER25 holds upto 16mm. |
| Douglas Johnston | 11/07/2014 20:19:12 |
 814 forum posts 36 photos | I have an ER32 chuck and find it a very nice size for what I do most of the time ,and will hold diameters up to 20mm which is quite good. I made an ER40 one when I needed to hold some 1" diameter bits and was pleased with the result. The only trouble with making them is getting the 8 degree taper as accurate as possible and the fact that they are not hardened. Doug |
| IanT | 11/07/2014 21:42:42 |
| 2147 forum posts 222 photos | Hi Matt, I have ER32 chucks for both my main lathes (Myford S7 & EW) and use the kind that requires a backplate as they were very quick to fit and easy to adjust true. Over time I've acquired a range of other ER32 "stuff" including Collet Blocks and a Spin Indexer (both 5C devices with ER32 adaptors). Most recently I've purchased an MT2 ER32 chuck for use on my small horizontal mill (which could also be used in the tailstock of the S7 I guess?) but you cannot pass material through this of course (as you can with the screw-on and backplate types) I mention this because I use the ER32 chucks for both tool and work holding and therefore have (and use) a full set of collets. I've also got a Taig ER16 milling head. I'm therefore using ER16 as my 'secondary/small' collet system. I've only a few ER16 collets as I only use a limited 'size' of tooling in the ER16 systems (and do no work holding). A small ER16 based drilling/milling spindle is also being "thought" about.... One other advantage of using the backplate type of ER chuck is that you can move them between machines if needed (albeit with a new backplate) which you cannot do with the screw-on type. I've thought about moving the Myfords ER32 chuck to my Lorch Schmit AB for instance (as I have a spare Lorch backplate). Once the new backplate was drilled, it wouldn't take too long to remount it on the Myford if required - although with the MT2 ER chuck now available, it might not be required that often...mmmmnn there's a thought.
regards,
IanT
|
| IanT | 11/07/2014 21:52:46 |
| 2147 forum posts 222 photos | And just for info - the photo is of my EW 2.5" lathe with the ER32 chuck mounted. The Diamond Tool Holder was/is really too big for the little EW (the DTH bottom edge was tight up against the EW top-slide in this photo) but did get used in the early days before I fixed up a QCTH for the EW. Be good to make a small tangential holder for the EW. Let's see that's number XXX in the "Must do that One Day" list....
Regards,
IanT |
| JohnF | 11/07/2014 22:12:27 |
 1243 forum posts 202 photos | Matt have a look at this thread regarding Myford ER collets http://www.model-engineer.co.uk/forums/postings.asp?th=56731 John
Edited By JohnF on 11/07/2014 22:15:17 |
| Neil Lickfold | 12/07/2014 03:11:27 |
| 1025 forum posts 204 photos | My advice is to buy the Bearing collet nut. They have a bearing so the front taper does not rotate with the nut.They cost more ,but once you use them will not go back to a standard nut again. It allows a higher clamp force as well as it makes it easier to have the collet to stay in the same radial position. This is useful when you have made your own collets or have a collet that has been retrimmed in position to get the highest possible concentricity. I like the ER40 collets, but like the price of the ER32 collets. I have a home made spindle for a Taig type lathe and made it to take the ER40 collets. The larger nut means, that for most things, I can hand tighten the nut with the need for the spanner. Neil |
| _Paul_ | 12/07/2014 08:01:32 |
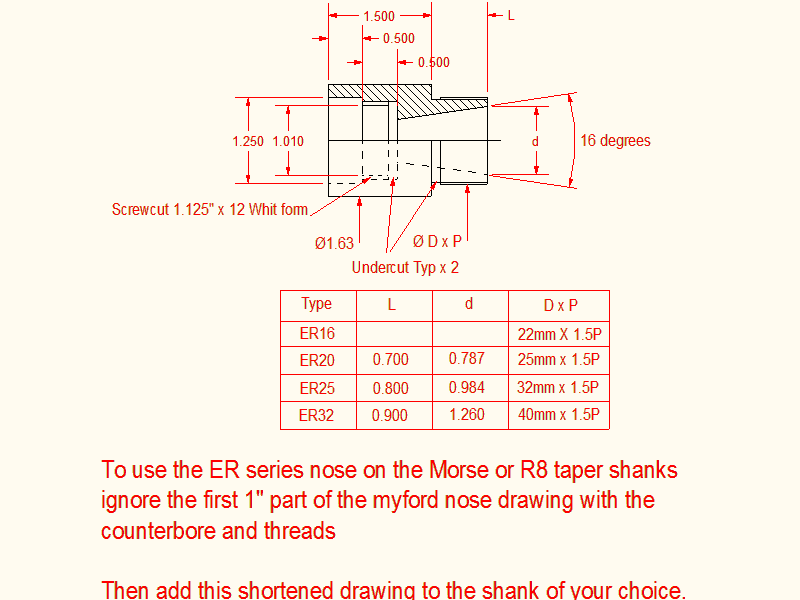
 543 forum posts 31 photos | This diagram (courtesy of Sir John Stevenson) is for a Myford ER32 Chuck it gives you an idea of whats involved to make one.
By turning the chuck on the machine that you will be using it on should ensure that you will get the best concentricity your machine is capable of. They are not difficult to make but try to select some decent steel to make it from and probably the trickiest part is getting the taper right. Collet nuts as previously mentioned the ball bearing types have a greater clamping force and are quite reasonably priced at Arceurotrade that said it takes quite a bit of force for a standard nut to let the work slip. You will find a lot of info and help on the Homeshopmachinist forums heres a starter ER40 Chuck Regards Paul |
| Matt C Beech | 13/07/2014 07:03:12 |
50 forum posts 24 photos | Hi everyone. Thanks so much for your tips. I was looking around to see where the beat place to procure one was, bit few places sell them and none have any on stock (unless anyone knows better) What do you folks use? MT2 taper? What works beat? John, I think I may give making my own a go, I'd be really interested in the tips on the taper or any other tips you have. Matt |
| Bob Brown 1 | 13/07/2014 09:41:36 |
1022 forum posts 127 photos | I have 4 ER collet chucks 2 ER32 and 2 ER40, two on Morse tapers (MT2 and MT3) one screwed fitting for my Boxford and the other Myford fitting on the Dore Westbury. The other two, one is in the bigger milling machine and the other I use in the tail stock of the Boxford. As to which is best, horses for courses, but I would not change the one fitted to the Boxford head stock as it allows long lengths of round bar to pass through the headstock, I did use a Morse tapered one but it was a bit of a pain as it limited the length of bar that could be fitted. |
| Russell Eberhardt | 13/07/2014 14:08:28 |
 2785 forum posts 87 photos | Posted by Matt C Beech on 13/07/2014 07:03:12:
What do you folks use? MT2 taper? What works beat? I use a homemade ER32 chuck screwed directly onto the nose. Turning the taper in situ ensures virtually no runout. I wouldn't use one on a morse taper in the lathe as you are restricted to short lengths of stock. Backplate mounting ones are OK but why have the extra interface? - more opportunity for errors? Russell. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Which ER32 Collett For a Myford ML7?