Forum sponsored by:

Shaper cutting tools
| lee hawkins 1 | 27/12/2013 14:22:27 |
| 111 forum posts | Hello All, My Elliott 10m shaper is all up and running , now all I need is the cutting Tools, does anybody know where I can get some from?. I know I can get the blanks and grind and shape my own, but what I would like is to get a few genral purpose ones ready ground if I can, I cant seem to find any Regard lee |
| Gray62 | 27/12/2013 15:52:12 |
| 1058 forum posts 16 photos | Its highly unlikely that you will find tools ready ground for a shaper, as you say,buy some good quality HSS blanks and grind them to suit your needs. |
| Brian Wood | 27/12/2013 16:09:05 |
| 2742 forum posts 39 photos | Hello Lee, Shaper tools are quite simply lathe tools used vertically, the size is generally larger than those you might use in a Myford lathe for example. Grind them with some top rake and a radiused cutting tip, not too large a radius to avoid judder and poor finishing just as you might expect on a lathe. Left and right hand cranked tools are useful to shape down the side of a block. I suggest not too heavy a cut to begin with until you build up some experience, better that than stall the drive trying to hack off great lumps. Good support and a strong vice are essential to getting good results. It will pay you to clock the box table in both directions from a DTI held in the tool post on the ram. Levelling across the table is self evident with the central nut in the table; 'droop' in the line of ram operation is maybe best noted as an error to apply shimming on the job itself. Do remember to use the support leg under the table to help react against downward droop inducing forces, the common cause of that form of misalignment. I have read that you can use the shaper itself to cut a fresh surface on the table, but it is not a job to be undertaken lightly and might turn into the old problem of levelling a table with 4 legs to finish up as one you have to kneel at! Apart from that, they can be used as precision tools, they are a lot of fun to use but avoid the chips as they come off, they will be HOT and nasty. With the appropriate tools you can cut internal gears and keyways too. Enjoy your new toy! Brian Edited By Brian Wood on 27/12/2013 16:10:13 Edited By Brian Wood on 27/12/2013 16:10:55 |
| lee hawkins 1 | 27/12/2013 16:58:49 |
| 111 forum posts | I see various web sites with articles on how to grind your own tools, I have never tried, ,is it easy? but I recon these people have years of experience to do the job properley, I need some professionally ground tools now, , got to be able to buy somewhere Brian,Thanks for the advice, most appreciated! Edited By lee hawkins 1 on 27/12/2013 17:09:45 |
| NJH | 27/12/2013 17:53:19 |
 2314 forum posts 139 photos | Lee It might be worth calling a used tool supplier. Try HERE and HERE Norman |
| Martin Walsh 1 | 27/12/2013 18:18:12 |
| 113 forum posts 2 photos | I use an American type toolholder on my Elliot 10m so I can still use 3/8 square tools which I have a plentiful supply
Best Wishes Martin |
| _Paul_ | 27/12/2013 19:10:59 |
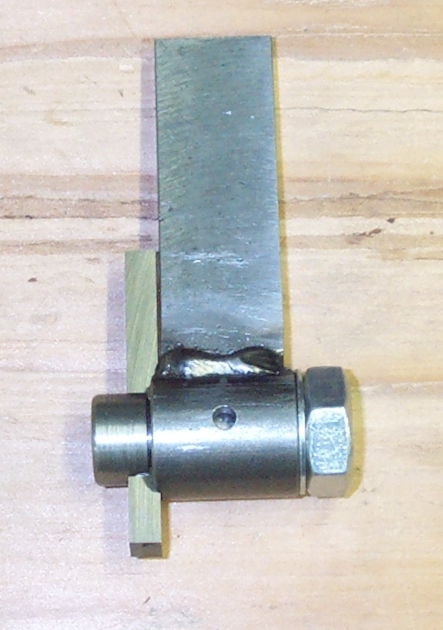
 543 forum posts 31 photos | As previously stated lathe tools will do, you wont get any shop bought ones. Couple of books you might like which contain how to make your own: Ian Bradley "The Shaping Machine" Lathe and Shaping Machine Tools by "Duplex" Depends what you are doing but for general use I prefer this type :
Lets you use smaller chunks of tool steel, there are quite a few variations on this style some bought (Armstrong) and some shop made, the late Art Volz did this design some years ago. Regards Paul
|
| Robbo | 28/12/2013 12:03:33 |
| 1504 forum posts 142 photos |
In case you're not familiar with them, the type of toolpost referred to by Martin is shown above and below. As he says, this enables you to use smaller HSS tooling - this one takes 5/16" - and saves a lot of work and waste compared to grinding a full-size tool that will fit the clapper box directly. These are often available on ebay, but be aware there are left and right handed ones as well as straight like this one. If you are in the UK and want one I could probably find you one that I'm not using.
|
| lee hawkins 1 | 28/12/2013 12:22:01 |
| 111 forum posts | Robbo Yes, I live in Bristol uk That would be Brilliant! thanks for that , yes have look around see if you do have a spare.
I have been servicing the shaper this morning, oiling everything up, trying to get myself familiar with the ajustments, One thing a bit confused with or me a being abit thick! ,is the dieblock ajustment for the stroke , I can understand this part but then there is ajustment for the ram, loosen the nut ontop the ram. anybody explain how they go about it
Thanks lee
Edited By lee hawkins 1 on 28/12/2013 12:41:10 |
| daveb | 28/12/2013 13:17:46 |
| 631 forum posts 14 photos | You adjust the length of the stroke then you adjust the position of the stroke, this allows you to machine at the back or the front of the table, you will not want a 10" stroke if the item you are machining is only 2" from front to back. MOST IMPORTANT! Before starting the machine turn it over by hand through the full stroke of the ram, this avoids crashing the ram into the workpiece or the machine itself. Lots of info on the net, mostly American shaper groups, very little published info survives. Dave |
| Dunc | 28/12/2013 14:44:22 |
| 139 forum posts | Various resources http://www.neme-s.org/shapers/shaper_columns.html extensive info including grinding bits First Strokes with a Shaper, MEW #22, Mar-Apr 1994 (and following 2 or 3 issues) How to Use a Shaper - Pop Mech June 1942 Extension Toolholder to cut internal keyways, Pop Sci, Feb 1942 Books Many of the books are available thru Google |
| IanT | 28/12/2013 15:02:06 |
| 2147 forum posts 222 photos | You certainly can use lathe tooling on a Shaper Lee and I did so when I first acquired mine. However, if you read the old "machinery" books on the subject (and I mean those written when the Shaper was still in common use) you will find that the tooling was not quite "the same" at all. This is an area that I am still exploring myself, so I'm not going to try to give you any specific advice, except that it well worth while digging out the old materials on this subject and having a good read. One of my books (cannot put my hands on the particular one right now) says something along the lines of: "Every skilled Shaper operator had his own favourite cutting tools for certain jobs and these were viewed as valuable assets by them..." I'm sure there's not too much real alchemy involved here but I do think it will pay to experiment a little in this area - as this is fast becoming a bit of a lost art I suspect. Regards, IanT |
| Andrew Johnston | 28/12/2013 15:36:25 |
 7061 forum posts 719 photos | Lee, There's nothing difficult about freehand grinding lathe, or shaper, tools. The only 'difficult' part is deciding what shape the tool should be. Some of the books suggested above will give some ideas. Shaper tools tend to be slightly different shapes to those used on the lathe. Once a shape is decided upon, it is simply a case of logically grinding the angles in order. None of the angles are particularly critical, by eye will do. For the best finish it may be worth using a diamond hone to remove the grinding marks, but not essential. Give it a go, you've got nowt to lose. Regards, Andrew |
| Brian Wood | 28/12/2013 17:21:07 |
| 2742 forum posts 39 photos | Hello Lee, I found most of my shaper tools in the boxes you trip over under the 2nd hand stalls at shows, in my ignorance I just assumed they were big lathe tools! To be honest, there doesn't seem to be a lot of difference in many of the shapes involved. At least they are cheap and cost little to experiment upon. Regards Brian |
| lee hawkins 1 | 28/12/2013 18:32:37 |
| 111 forum posts | All advice, is most appreciated
I finished all the servicing, oiling everything, I had to remove the ram, all the oil ways were choked up with grunge, cleared them out, all ok now, oil runs nice and free through the oilers, looking at the Machined surfaces on the ram and the ways . they still have nice clear machining patterns, I don't know how old the shaper is, but I recon it couldn't of had a great lot of use, Person I got it from said it came from a, hospital maintenance department, it has large Blue and White stickers stuck to the side of the ram saying ''Goggles Must Be Worn''
When the shaper was delivered, there was a tool bit that came with it that was still fitted in the clapper box tool holder, to me looks like a large Lathe tool thats been ground to a point with a radius, I took it out and put it on a shelf, I forgotten all about it, I found it this afternoon, so I stuck a square lump of steel in the vice, put the tool in the tool holder , it was amazing how easy that was, the tool bit was abit old and worn, it still took some nice clean cuts through the steel block, I love these shapers. I have just bought /had delivered a Very large Hydraulic Ram, with 65mm diameter solid steel shaft at 1750mm long, with what I am going to use to build a Bar bed Lathe, but thats another story, hopefully the shaper is going help me build it lee
Edited By lee hawkins 1 on 28/12/2013 18:45:43 |
| Nobby | 28/12/2013 22:11:31 |
 587 forum posts 113 photos | Hi Lee & Guys Edited By Nobby on 28/12/2013 22:12:13 Edited By Nobby on 28/12/2013 22:12:47 |
| John Olsen | 29/12/2013 06:25:19 |
| 1294 forum posts 108 photos 1 articles | You can use the same tools on a shaper as you would on a lathe, except that sometimes on steel you might want a little less top rake than a lathe tool has...as I just said on another thread, if there is too much top rake the tool can sometimes pull down into the job. The Williams tool holder that Robbo shows above is actually a lathe type. The ones of this general style that were made for shapers held the HSS piece parallel to the base so that you did not get the built in top rake. One reason for this is to avoid the problem mentioned above with too much top rake, the other is that with a shaper, if the HSS or the holder flexs ( and it will) then it tends to increase the depth of cut. However, before anyone else jumps in, I will say that one of my shapers, a 10 inch Alba, came with three of this type, and they work fine. The type that Paul shows shouldbe used with the nut toward the operator. This means that any flex will reduce the depth of cut, while if the tool is in front flex would increase the cut. They are quite good and the Bradley book tells you how to make one out of a steel bicycle crank. They don't let you use really short pieces of tool steel like the Williams (or Jones and Shipman) type does. The V shaped tool that Nobby shows is a good general purpose tool for planing down flat surfaces, since it lets you work both ways across the job. That saves having to wind the table back all the way by hand, just add on the new cut, reverse the ratchet and away you go again. For side facing a tool like a left or right hand lathe facing tool is better. I've used a half inch square one much like Nobby shows to take cuts of up to quarter of an inch depth on my 18 inch Alba. You can take a slab of steel or cast iron down to the desired thickness pretty quick at that rate.( but not with a hand shaper!) Do take care with the chips, they do come off pretty hot and will lodge in all sorts of unexpected places. If they are coming off blue and smoking you are probably pushing things too hard and should reduce the speed a little. One thing some people will tell you is impossible is using carbide tooling. I have done so with good success using some old style carbide inserts which I have brazed onto key steel shanks. They have worked very well. I haven't been game to try it with replaceable inserts. If you are grinding your own bits, don't worry too much about the precision of the angles. A rest that can be adjusted is nice, but plenty of good tools have been ground by eye. When they say 5 degrees front clearance, nothing is going to care if it is 4 or 6, or even a little further out. Too little means the tool will rub, too much means the edge will not last as long. For trial purposes you can leave off the top rake. The V tool like Nobby shows has a small flat at the point, this gives a nice finish since each cut just overlaps. This flat should be just a whisker wider than the amount the machine feeds by on each stroke. John |
| John Olsen | 29/12/2013 07:22:59 |
| 1294 forum posts 108 photos 1 articles |
Here is a selection of shaper tooling, from the sublime to the ridiculous if you like. These are all set in the photo as if they were going to be cutting to the left. Starting at the left, we have one of my home made carbide tools, an uncoated insert brazed to a key steel shank and sharpened with a diamond wheel. They are not supposed to like an interrupted cut although they seem to cope OK in my experience. Next we have two really old tools. They used to favour gooseneck tools like this for shapers, and for lathes too. When the tool flexes it tends to reduce the depth of cut, helping to avoid a dig in. It is not really necessary to go to quite that sort of length, although these still work fine. This is a left hand cutting tool and a facing tool, the latter being the V shape mentioned in my earlier post. The right hand one unfortunately got dropped and broke at the lower bend. These came with my 6 inch Ammco machine, a design which dates back to the early thirties. Next we have a tool made for a somewhat larger shaper...I am not sure where I picked this up. You will see that they went for a less extreme version of the gooseneck idea, but it will stll help avoid the tool digging in when it flexes. The last two are the Jones and Shipman style. The smaller one is for my 18 inch Alba, and that tool has taken cuts of up to .25 inch in cast iron and mild steel. No problem, no fuss, well within the machines capacity. Just don't get in the way of the hot "toenail clippings" as they are flung across the workshop. The bigger one is brand new, I still have the box and as you can see, the spanner, but the shank is just a little too big for the toolholder. Still, it was very cheap, I got about twenty pounds weight of miscellaneous tooling including this for about NZ$50, including reamers,taps, broaches...you name it. So it doesn't owe me a lot. Maybe one day I will thin it down so I can use it. But don't feel you need to try to find stuff like this, that was actually made for shapers. For getting started, take an ordinary piece of HSS, say 3/8 for a small machine or half an inch for a bigger one. Sharpen to the V shape, with a little bit of side clearance on each side of the V. Put a small flat, again with a little clearance, on the tip. Leave the top unraked for now. Fit in the tool holder, with a bit of packing on top if needed. A tool like that should work pretty well. You may find it cuts a little better with a little top rake, but if you over do it it might try to dig in. That will all depend on how rigid your machine is, and how good the slides etc are. Of course if you need to cut brass or bronze you might want to put some positive rake on. John |
| Martin Walsh 1 | 29/12/2013 07:43:44 |
| 113 forum posts 2 photos | Hello Lee I have also got a Elliot 10m. you wont be disappointed properly set up with the right tool a shaping machine will give you a superb finish I cut a lot of dovetails on mine saving on the expense of fragile expensive dovetail cutters Best Wishes Martin |
| lee hawkins 1 | 29/12/2013 07:50:31 |
| 111 forum posts | Thanks, Nobby, John , everyone The one I have is the same shaped cutting edge as the one in picture, it's quite large at about just under 1 inch square and about 41/2 inch long, I did think it was abit battered and worn, I cleaned it up with some turps, it was just covered in congealed oil, it still has all the paint on it, which is Green, come up like new I am Glad to hear the one I have is the general purpose cutting tool, got lots of work to do with it, I will have to clean up the cutting edge though. lee |




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in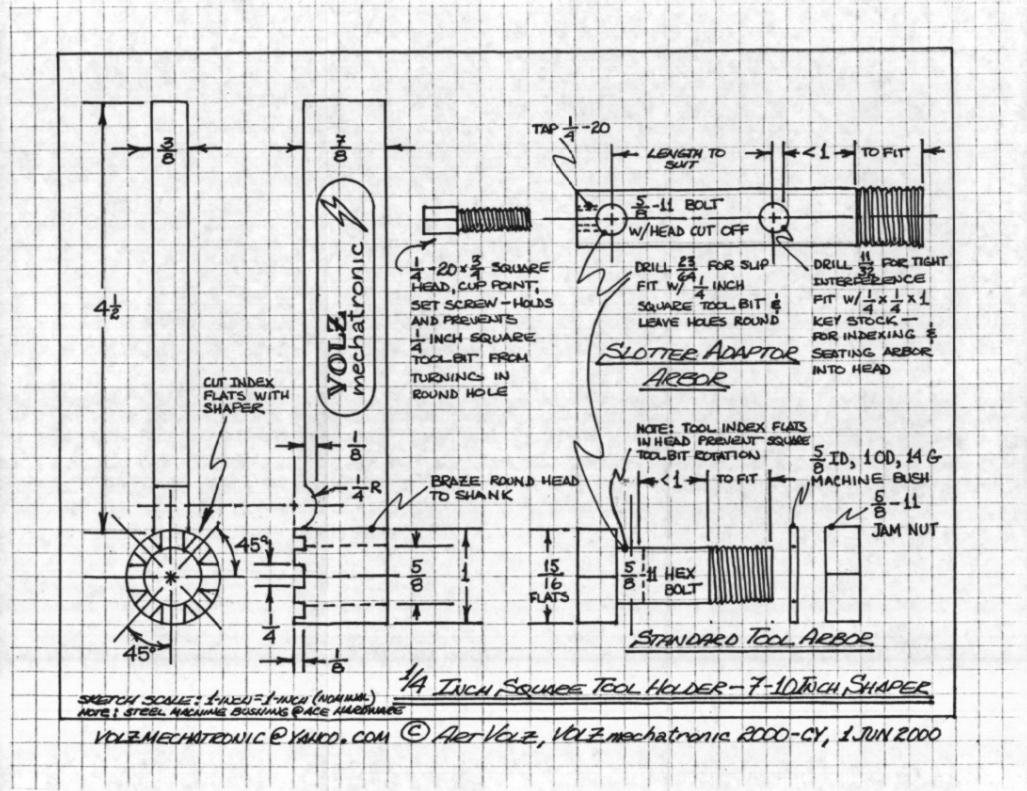{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Shaper cutting tools