Forum sponsored by:

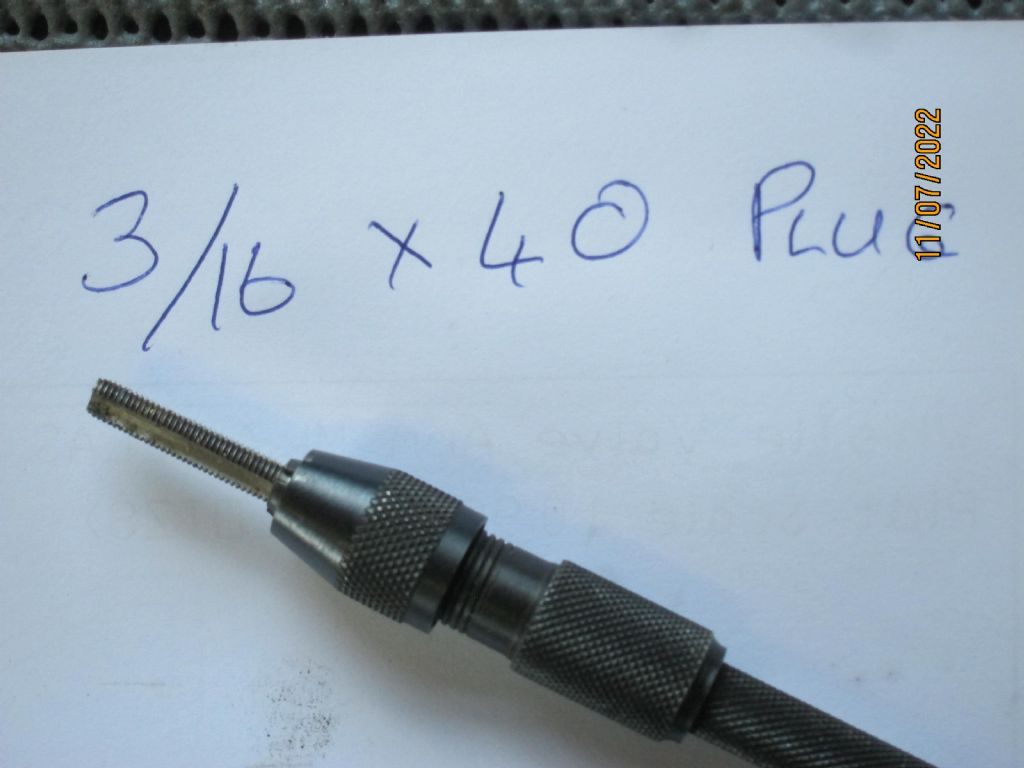
Advice on how best to convert a 3/16x40 Plug Tap into a Taper Tap
| Greensands | 11/07/2022 15:41:26 |
| 449 forum posts 72 photos | I happen to have three 3/16"x40 plug taps which are all very well but perhaps one more than I really need. What I would like is a taper version of the same thread, achieved perhaps by grinding the end of one of the plugs to give a leading taper which would then make life a lot easier. Initial thoughts are to put one of the plug taps into a hand held pin vice and offer it up to the grinding wheel but before doing so I have wondered if anyone may be able to suggest better ways of doing this.
|
| old mart | 11/07/2022 15:47:49 |
| 4655 forum posts 304 photos | You could indeed get a taper using the method you mentioned, but it is not quite as simple as that. The tapered flutes also need some relief behind the cutting edge, that is harder to achieve. If you are tapping something relatively soft, you may get away with just the taper, though. Since the length is good and you have three, it would be worth using one as a guinea pig. Maybe using an electric drill rather than the pin vise would get a better match of the three flutes, though. Edited By old mart on 11/07/2022 15:50:31 Edited By old mart on 11/07/2022 15:52:56 |
| Andrew Johnston | 11/07/2022 16:08:07 |
 7061 forum posts 719 photos | The proper way to grind reliefs on taps:
Andrew |
| Greensands | 11/07/2022 16:54:11 |
| 449 forum posts 72 photos | In the absence of a T&C grinder I could set up a small grinding arrangement on the top slide using a Dremel. If this becomes an option at what angle should the top slide be set over to achieve the taper lead? |
| Baz | 11/07/2022 17:26:13 |
| 1033 forum posts 2 photos | As Old Mart says turning a taper won’t really work, best bet is to buy a couple from somewhere like Tracy Tools. Life is too short to p++s about trying to modify them without the correct equipment. |
| blowlamp | 11/07/2022 18:58:31 |
 1885 forum posts 111 photos | I'd give it a go with a diamond file. You'd have nice control of the taper & clearance that way.
Martin. Edited By blowlamp on 11/07/2022 19:00:38 |
| Emgee | 11/07/2022 19:37:55 |
| 2610 forum posts 312 photos | Posted by Andrew Johnston on 11/07/2022 16:08:07:
The proper way to grind reliefs on taps:
Andrew Would''t it be better to use the face of thicker wheel rather than the side of a wheel as pictured ? Emgee |
| Mick B1 | 11/07/2022 20:12:14 |
| 2444 forum posts 139 photos | The pin vice idea is one that I've used. It's a bit tricky because, as Old Mart says, you gotta put some clearance behind the tapered cutting edge, and without grinding the leading edge off the taper of the following land ! IIRC I was doing cheap M4 taps, using the side of the wheel, and got a failure rate of 1 in 3.
|
| Clive Brown 1 | 11/07/2022 20:21:47 |
| 1050 forum posts 56 photos | Posted by Baz on 11/07/2022 17:26:13:
As Old Mart says turning a taper won’t really work, best bet is to buy a couple from somewhere like Tracy Tools. Life is too short to p++s about trying to modify them without the correct equipment. +1, @ £2 + p&p from Tracy Tools for a properly made item, I wouldn't bother unless I couldn't wait for the next day's post.. |
| Mick B1 | 11/07/2022 21:10:18 |
| 2444 forum posts 139 photos | Posted by Clive Brown 1 on 11/07/2022 20:21:47:
Posted by Baz on 11/07/2022 17:26:13:
As Old Mart says turning a taper won’t really work, best bet is to buy a couple from somewhere like Tracy Tools. Life is too short to p++s about trying to modify them without the correct equipment. +1, @ £2 + p&p from Tracy Tools for a properly made item, I wouldn't bother unless I couldn't wait for the next day's post.. OTOH if you can resolve it with a few minutes' work on an expendable item right now...
|
| Andrew Johnston | 11/07/2022 21:14:42 |
7061 forum posts 719 photos | Posted by Emgee on 11/07/2022 19:37:55:
Would''t it be better to use the face of thicker wheel rather than the side of a wheel... No idea what you're trying to say, but the reliefs on the tap are being ground on the periphery of the wheel, as shown in the Clarkson manual. Andrew |
| noel shelley | 11/07/2022 22:04:44 |
| 2308 forum posts 33 photos | Life is tooo short, even with a Clarkson, or Brierley. Andrew is right in his method ! Noel. |
| Hopper | 12/07/2022 00:16:59 |
 7881 forum posts 397 photos | The first time a bodgey ground tap snaps off and ruins a job you just spent 2 days machining, you will wish you spent the threepence ha'penny to buy the correct tap. |
| not done it yet | 12/07/2022 07:49:39 |
| 7517 forum posts 20 photos | Another solution? Carbon steel only two quid a throw. |
| Baz | 12/07/2022 08:33:41 |
| 1033 forum posts 2 photos | Andrews method is correct, in fact it is very difficult if not impossible to do any other way on a Clarkson. |
| Howi | 12/07/2022 09:48:43 |
 442 forum posts 19 photos | i just cannot believe this is being discussed, just go and buy the right tool for the job, After all, what does a new 'proper' tap cost?. I think gentlemen, that some of us have too much time on their hands. I'm a Yorkshireman, so not used to spending money willy nilly, but even I would just go out and buy one, lifes too short as it is. |
| JasonB | 12/07/2022 09:58:04 |
 25215 forum posts 3105 photos 1 articles | I would not even go as far as buying a taper, I've manages for 35yrs with just a plug tap for 3/16" and 1/4" x 40 for all my steam fittings etc, it's such a fine thread very little effort is needed to turn the tap. |
| Greensands | 12/07/2022 10:27:37 |
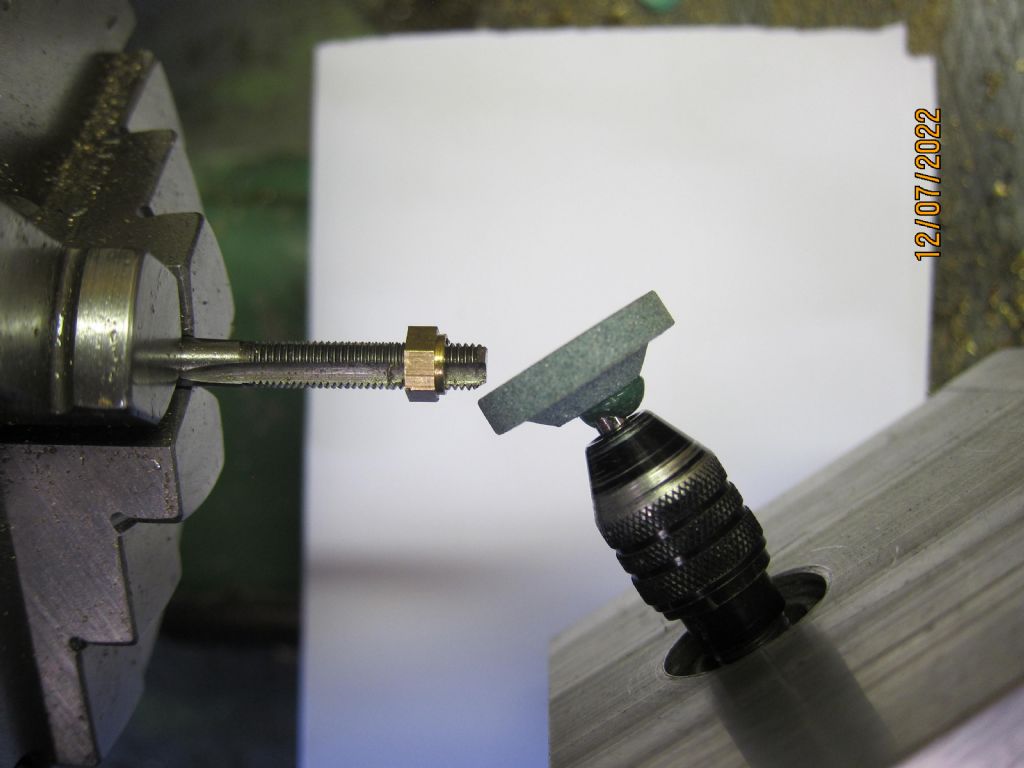
| 449 forum posts 72 photos | Well, despite all the doom and gloom and with absolutely nothing to lose I gave it a go using the Dremel with the tap indexed in the lathe and have achieved a useful compromise, the test nut running quite happily up the modified tap. |
| Hopper | 12/07/2022 10:37:50 |
7881 forum posts 397 photos | That's just a plug tap with a chamfer on the end. Won't start cutting until that first tooth hits the job. Not what I thought you were asking about, ie gradual taper over the first half inch or more like a proper taper tap. But if it works for you, go for it! You could get the same effect as this one by using your unground plug tap and chamfering the edge of your hole instead. Edited By Hopper on 12/07/2022 10:42:17 |
| old mart | 12/07/2022 21:16:09 |
| 4655 forum posts 304 photos | The dremel illustrated could be set at a much shallower angle for more lead in. Starting this way at least makes all the flutes match, a job much harder freehand with a pin vise. Then some relief could be stoned behind the leading edge of each flute leaving only a tiny bit of original taper. The tap would probably work, but test first before committing it to an actual workpiece. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Advice on how best to convert a 3/16x40 Plug Tap into a Taper Tap