Forum sponsored by:

Lathe tool recommendations?
| UncouthJ | 05/07/2022 22:30:37 |
| 143 forum posts 39 photos | Hi folks. I'm in the market for some new tooling. What's the best value sets available and where from? I'm looking for a set of pre-ground HSS and a set of carbides. Preferably including boring and basic thread cutters... Thanks |
| Thor 🇳🇴 | 06/07/2022 05:50:55 |
 1766 forum posts 46 photos | I have a set of HSS tools from ARC that has served me well for many years, they also do carbide insert tools. Thor |
| David George 1 | 06/07/2022 07:15:05 |
 2110 forum posts 565 photos | Another plus for the ARC set for beginners but have you got a grinder to sharpen tools on. As you use the tools they will become blunt and some of the carbide tooling needs grinding before it can be used. You also may have to grind special shapes for some parts and it is most useful to be able to make your own from a solid piece of High Speed Steel. Buy as good a grinder as you can afford as the cheap ones have poor grinding wheel location and tool rests are abysmal to say the least. You would have to have a green grit wheel to sharpen carbide on if you go that way. David |
| Andrew Johnston | 06/07/2022 09:49:45 |
 7061 forum posts 719 photos | Personally I wouldn't buy sets. Buy HSS blanks and grind your own tools. For carbide I use CCMT inserts for 80% of my centre lathe turning. My repetition lathe was designed to use 5/16" square HSS blanks so that is what I use. I suspect the Logan won't allow the best to be got from carbide. For threading I use full form inserts, except for specials where I grind a HSS blank. Andrew |
| SillyOldDuffer | 06/07/2022 11:13:52 |
| 10668 forum posts 2415 photos | Self-taught beginners benefit from sets because, starting out, they don't know what they need yet! Sets are good way of learning the ropes. Although some of the tools will be rarely used, you're paying to learn, not for hardware. Sets aren't so useful when you know what you need. But always compare prices: don't assume buying individual tools is always cheaper: sets can be better value even if some of the contents are never used. I find questions like ' What's the best value sets available and where from' difficult to answer. It assumes too much about a complicated market! Very broadly though:
I mostly use carbide inserts with HSS as backup. Apart from home-ground form tools. my most used HSS tools came from this set, which I got years ago from Arc Euro. All used in anger apart from the 55degree threading tool. I broke the parting tool, and prefer something sturdier.
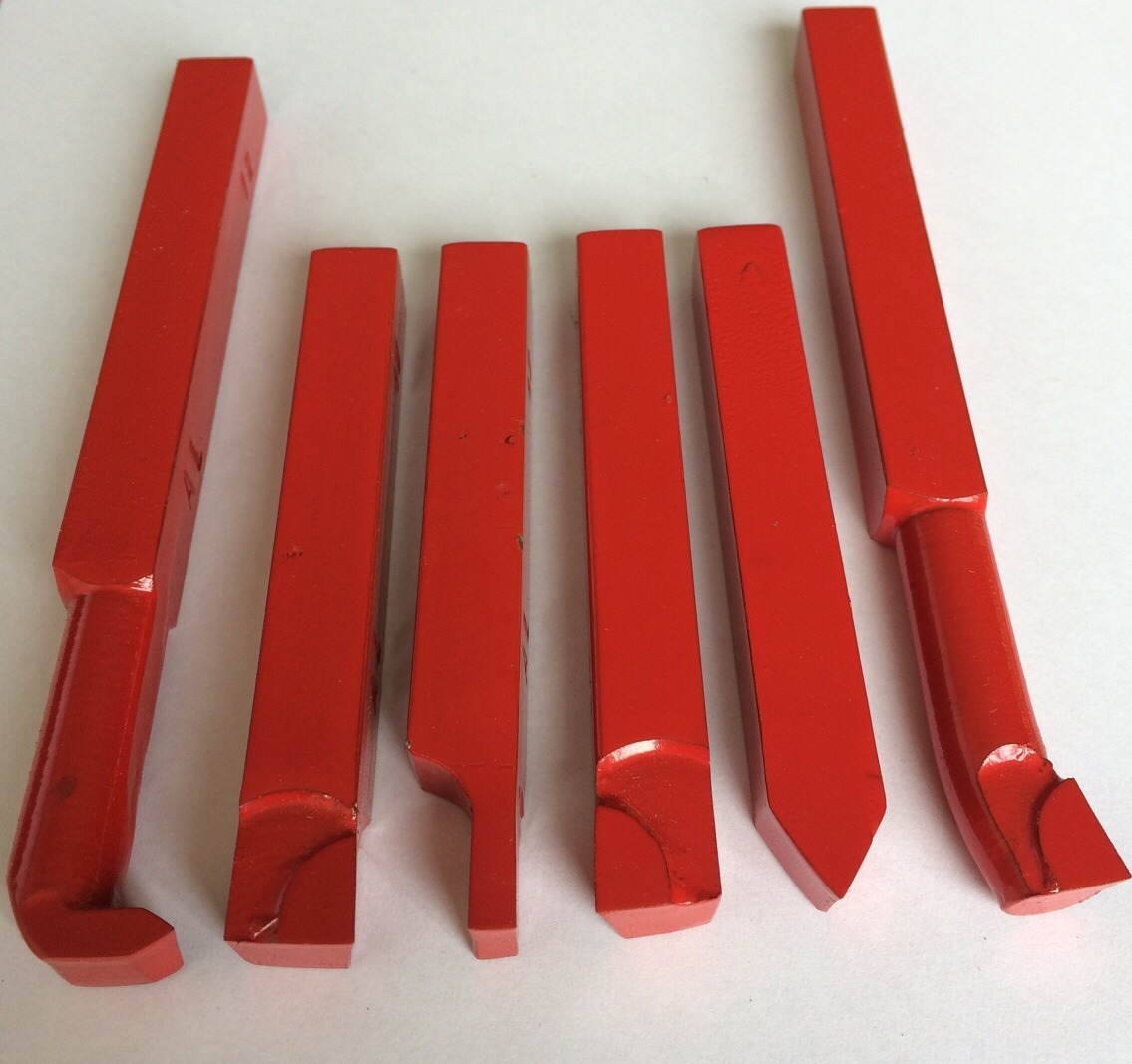
The range of inserts available is bewildering: Arc Euro sell a subset which happen to be a good match to hobby needs. I don't recommend brazed carbide lathe sets resembling these:
They often arrive unsharpened and have to be touched up with the green grinding wheel mentioned by David George before use: bit much for a beginner I reckon. Must be useful for something, but to my mind they fall awkwardly between two stools. In my workshop they lack the massive convenience of carbide inserts and the tolerant virtues of HSS. Dave
|
| John Hinkley | 06/07/2022 11:31:02 |
 1545 forum posts 484 photos | Although I mostly use insert tooling, I also bought a selection box of hss as shown in Dave's post, above. If you go the hss route and get a grinder as well, even if you find you don't use them all, they could be reground into 'specials' not to mention the eight "free" blanks on the back ends. John
Edited By John Hinkley on 06/07/2022 11:31:45 |
| duncan webster | 06/07/2022 14:09:29 |
| 5307 forum posts 83 photos | I'd buy or make a tangential tool holder. It will do 90% of your work and is dead easy to sharpen. |
| UncouthJ | 06/07/2022 15:29:16 |
| 143 forum posts 39 photos | Posted by duncan webster on 06/07/2022 14:09:29:
I'd buy or make a tangential tool holder. It will do 90% of your work and is dead easy to sharpen. Always in the market for a new YouTube rabbit hole, cheers! Edited By UncouthJ on 06/07/2022 15:30:21 |
| UncouthJ | 06/07/2022 15:32:16 |
| 143 forum posts 39 photos | Posted by Andrew Johnston on 06/07/2022 09:49:45:
I suspect the Logan won't allow the best to be got from carbide I actually hadn't considered that, that's a very good shout thanks! Although I will want a new set for my CJ18 at some point. |
| UncouthJ | 06/07/2022 15:38:58 |
| 143 forum posts 39 photos | I didn't know that about the brazed carbides either so that's useful intel, thanks! The main issue here is that I was spoiled in my only machining job, in that we had an old boy who's sole purpose in life was spending his days grinding the absolute most perfect tools for any particular job, often even with subtle differences for each individual machine. The guy was a bloody savant! The flip side being, I simply never learned this most fundamental trade skill. So basically I'm after a half decent set of pre-grounds to check my work against on the decent amount of HSS blanks I inherited. Obviously going to have to get to know the Logan properly and work out any intricacies it prefers. Thanks for all the input folks! |
| Andrew Johnston | 06/07/2022 16:13:42 |
7061 forum posts 719 photos | Posted by SillyOldDuffer on 06/07/2022 11:13:52: ...Must be useful for something, but to my mind they fall awkwardly between two stools. Before the advent of inserts brazed carbide was recommended for iron castings to get under the skin, complete with sand, and to get through chilled area. i've got a few industrial ones from way back but haven't used them for decades. Carbide inserts work well, even for tough and hard materials. Plus the castings for my engines seem to be old school as they have never had any hard spots. Andrew |
| JasonB | 06/07/2022 16:26:24 |
 25215 forum posts 3105 photos 1 articles | I use the brazed carbide knife tools with radius ends to put a nice internal fillet on things so they get used reasonably often. At the time I made my Minnie 90% of that was done with brazed tools from MESAS and they are the same ones I'm using 30+ years later with a few additions. As Andrew says also stand up to crusty castings far better than HSS New ones can be touched up on a diamond lap as the basic shape is there, just need to crispen up the edge so a green wheel is not needed from the off. Edited By JasonB on 06/07/2022 16:29:46 |
| Mick B1 | 06/07/2022 17:11:53 |
| 2444 forum posts 139 photos | Posted by Andrew Johnston on 06/07/2022 09:49:45:
Personally I wouldn't buy sets. Buy HSS blanks and grind your own tools. For carbide I use CCMT inserts for 80% of my centre lathe turning. My repetition lathe was designed to use 5/16" square HSS blanks so that is what I use. I suspect the Logan won't allow the best to be got from carbide. For threading I use full form inserts, except for specials where I grind a HSS blank. Andrew That's what I do, except I use carbide inserts only when there's a lot of metal to shift. I prefer to cut slow and light when I can. There's no need for an expensive bench grinder. I use cheapies, dress the wheel for a smooth run as soon as I get it home, and replace the whole thing when the wheels wear down to about 5". I think I'm on my third cheap grinder in about 40 years. |
| UncouthJ | 06/07/2022 17:26:47 |
| 143 forum posts 39 photos | Tbh, I don't mind throwing a bit of money at a half decent bench grinder. I've had a couple of cheap ones and I found the torque drop incredibly irritating. |
| Chris Mate | 06/07/2022 21:03:08 |
| 325 forum posts 52 photos | Cutters with inserts:Difference I noticed: |
| Howard Lewis | 06/07/2022 21:58:31 |
| 7227 forum posts 21 photos | If you are a newbie, I would avoid carbides until more experience was under your belt. I do use Carbide tips for certain jobs, roughing, boring or hardened steel. To get the best out of Carbide requires a different technique from HSS, and not all machines (elderly designs ) can run at the speeds and feeds required for optimum performance. Carbide will chip much more easily than HSS if knocked (In my experience, particularly brazed carbides, but maybe that just me. ) Chatter seems to chip carbide more easily than HSS. HSS should allow you to learn how to grind tools, always a useful skill (One day you might need a "special". You are unlikely to be ably to grind a carbide to a non standard shape. Might be difficult with even with the necessary diamond wheel., even.won't For most other work, like may others, I use a Tangential Turning Tool (Have made a number, for 1/8 and 5/16 toolbits,and finally bought an Eccentric Engineering one, using 1/4 HSS toolbits ) Easy to sharpen, one face to grind using a jig. Used almost all the time. Will take off anything between 0.0005" to 0.050" a side. It has taken me 4 years to wear out the original toolbit! (Started about 1.5" long ) Compare the cost of a 1/4" toolbit with one carbide tip. Carbide has it uses in a hobby shop, allowing hardened steel to be machined (Did some today ) But a hobby shop is not on piecework where metal must be moved as quickly as possible. 0.050" a side. Others will differ, son the choice is yours HTH Howard |
| Nigel Graham 2 | 06/07/2022 23:17:14 |
| 3293 forum posts 112 photos | Chris: Could you modify the 12mm tool shanks, or establish a set of dedicated packing for each, so you don't need keep re-adjusting the height? . I find I use both HSS and carbide indexable tools more or less equally, and to be honest I rarely find the carbide tips the "better" option. It is only one aspect of gaining good-quality metalwork. Their big advantage perhaps in our workshops is that when the tool blunts part-way through, it can be replaced without needing to re-set the tool itself. (In industrial production work for which these things are intended, tool wear and tip life is part of the planning and costing.) Whilst we advise beginners against the trap of using any old pre-loved steel going, I do use it, but am aware of its limitations and the possibility of having to experiment a bit to obtain decent results. For example, some 18-ish mm diameter, former cable-drum tie-rods proved horrible stuff to machine with a carbide tip, but a steel tool obtained a fair finish certainly adequate for the particular purpose. That was not a fault of the tip per se; but very likely of the wrong tip for that particular (unknown) grade of steel. |
| Howard Lewis | 07/07/2022 16:08:46 |
| 7227 forum posts 21 photos | In my experience, the angles quoted for grinding a HSS tool are not THAT exacting. In a hobby shop the angle can vary by a few degrees without ruining things. Possibly a tool meant to be ground to 10 degrees will function quite well a few degrees either side of the nominal. I would tend be wary of grinding too great a top rake on any tool, for fear of inviting dig ins or chatter. Excessive clearances will weaken the tool cutting edge, and shorten life between regrinds. The clearance angles are there to prevent the tool rubbing and to produce a sharp edge so that pressure between tool and work is maximised. That is why a blunt tool does not cut well, or at all. It MIGHT burnish, though Obviously a blunt tool, or one mounted off centre will not, literally, cut the mustard, let alone steel. But this does not apply to drills Drills are best ground, like milling cutters by the four facet method. With this method, correctly carried out, the drill will cut easily and accurately.. But for this you need, at least a jig, preferably some form of cutter grinder, to maintain alignment. Howard Edited By Howard Lewis on 07/07/2022 16:10:27 |
| Chris Mate | 09/07/2022 12:34:54 |
| 325 forum posts 52 photos | Nigel Graham 2: If I buy another 3x toolholders for my quick change toolpost(Got x at moment), it would be less of a problem, however I have to buy too much stuff for the mill so that must wait. I may consider modifying them seeing I got the mill. I use the 10mm set also with the quick change toolpost when space is not a problem. |
| UncouthJ | 09/07/2022 13:21:34 |
| 143 forum posts 39 photos | Well... I decided to go for the ARC set in 10mm as well as a boring bar set. Nabbed a nice little vice that looks ideal for a little bread and butter money vertical milling project I'm planning. Really want to get the lathe rebuild finished but this heat is just too much... |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Lathe tool recommendations?