Forum sponsored by:

Why dont we have end mill gear cutters ?
| BW | 19/10/2016 13:13:11 |
| 249 forum posts 40 photos | I saw a post a while back on this forum about end mill type gear cutters. A bit like a corner rounding end mill cutter only it cuts the profiles between the teeth. Thought it was a stunning idea and am aware that somebody in USA has a patent on it . I reckon people must have tried diy versions but have found very few references in google - I did find on google a mention of a video by John Stevenson - is that the same chap that posts on this forum ? Am puzzled that I havent seen much about this in forums, blogs and old books - is it something that would impress a newbie like me but more experienced people instantly see various traps ?
Bill
|
| Martin Connelly | 19/10/2016 13:28:14 |
 2549 forum posts 235 photos | Hard to sharpen compared with a basic involute gear cutter so they are likely to be throw away tools that probably cost a lot to make new. I don't think there is likely to be a big saving in set-up between an involute cutter and an involute end mill. Companies making lots of gears will hob them anyway. Martin |
| MW | 19/10/2016 13:30:11 |
 2052 forum posts 56 photos | Posted by Bill Wood 2 on 19/10/2016 13:13:11:
Am puzzled that I havent seen much about this in forums, blogs and old books - is it something that would impress a newbie like me but more experienced people instantly see various traps ?
Bill I'd imagine it's only a matter of time before they start appearing as retail HSS tools like rounding off endmills are now. Certainly not a new idea and like you i've seen a few people use them as one off homemade style tools. Michael W |
| Andrew Johnston | 19/10/2016 13:34:02 |
 7061 forum posts 719 photos | Oddly enough I was reading about these type of form cutters this morning in a book by Brown and Sharpe. Specifically they were mentioned for cutting helical gears, being theoretical more accurate than using a standard involute cutter. I've thought of making one should I ever get around to using the 4-axis CNC mill to make a helical gear. However, there are some disadvantages. The cutters are relatively delicate; feeds and speeds are determined by the small end that is cutting the root of the gear tooth. And would you normally run an endmill at full width and double depth to form the tooth space in one pass? Second, vertical mills tend not to be as rigid as horizontals. The real killer comes down to money though. Once a shaped endmill is worn it is scrap, whereas a standard involute gear cutter can be re-sharpened many times and still retains the original shape. Andrew |
| colin hawes | 19/10/2016 13:39:47 |
| 570 forum posts 18 photos | I have an old gear cutter that is based on a tee slot type of cutter which I bought second hand many years ago but I haven't seen another one. Perhaps they are still made . Colin |
| Muzzer | 19/10/2016 14:07:57 |
 2904 forum posts 448 photos | Haha, the idea that you could patent the notion of an end mill with a profile shape. Only in America... |
| Ian S C | 19/10/2016 14:59:05 |
 7468 forum posts 230 photos | End mill gear cutters are mentioned in one of my old engineering text books (pre WW2 probably nearer WW1), it particularly says that gears of very large pitch can be cut by the end mill process, and the end mill is mounted in a horizontal milling machine. also in the same book are the Sunderland, and Fellows methods, and hobbing, also the Gleason's process for cutting spiral bevel gears. Ian S C |
| Michael Gilligan | 19/10/2016 15:27:56 |
 23121 forum posts 1360 photos | Patent: US6591715 (B2) ― 2003-07-15 **LINK** https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=US&NR=6591715B2&KC=B2&FT=D&ND=&date=20030715&DB=&locale= MichaelG. |
| Muzzer | 19/10/2016 17:00:23 |
2904 forum posts 448 photos | I'm afraid there is no law in the US to stop people throwing money away on worthless patents - and no shortage of them in my experience. Of course, even if he somehow managed to defend his patent and actually restrict peoples use of the idea, it would only apply to the USA. It probably plays well on his CV and possibly even down the pub but beyond that it's another example of how facile the US patent system really is. Just think what he could have bought using the money instead - a half reasonable gear hobbing machine perhaps. |
| John Haine | 19/10/2016 17:05:59 |
| 5563 forum posts 322 photos | If you read claim 1 it is highly specific and describes a method of making a cutter with a series of specific characteristics, not a profile cutter as such. Also the inventor/applicant was so proud of it that it has lapsed from non payment of fees.
|
| Clive Foster | 19/10/2016 17:26:24 |
| 3630 forum posts 128 photos | Seriously confused patent. Zig-zags back and forth between the cutteritself and the process for making it. None of it being remotely patentable due to prior art. Such cutters have been made in the past and the manufacturing process described is common to all end-mill type form cutters. You could make a corner rounding cutter in exactly the manner described. 2003 date! Maybe its been stuck in the system since 1903. From my limited experience of the US patent system its clearly broken and corrupt with no understanding of practicalities or prior art. Any system that lets things like Apples claim on rounded corners for smartphones through is beyond redemption. Theoretically you are not supposed to be able to patent anything that doesn't work, is trivial or merely a development of prior art that could have been made by any competent practitioner. Getting back to the cutter itself they would probably be best used on a pre-slotted blank so the skinny bit in the middle doesn't get over-worked. For ordinary purposes its generally acceptable to make the dedendum a bit too deep and a little too wide which also helps with a stronger cutter. So long as the contacting faces follow the involute form all will be well. Form departures outside the contact area matter not at all unless the gear strength is adversely affected. Maybe cut one side of a tooth at a time to further reduce loads. its not a mass production tool anyway. Its a get out of jail, I need one by tomorrow sort of thing. Might make most sense for large gear teeth. In principle it can be resharpened quite easily. You just push the profile further back up the shank until the worn area has been removed. This sort of think makes me wonder why there appear to have been no attempts to produce a small versatile CNC Tool and Cutter grinder for Home Shop and similar folk. Given suitable lateral thinking I think such could be done quite easily and not silly expensive. Clive |
| Neil Wyatt | 19/10/2016 18:40:17 |
 19226 forum posts 749 photos 86 articles | It's the quality of the drawing I like, especially the drawing of a traditional cutter for use on a keyed spindle - no keyway and it looks more like a (dodgy) gear than a cutter! Neil |
| Tim Stevens | 19/10/2016 18:49:52 |
 1779 forum posts 1 photos | I'm sure that Citroen, in about 1932, used end-mill type cutters to make herringbone helical gears. These were different from the 'normal'* herringbone gears (which have a pattern like a tractor tyre) as the teeth were continuous from one side of the angle to the other. So what value a later patent, I wonder? * as used in Wolseley and MG and Morris gearboxes at the same period. The idea was to have quieter (ie non-deafening) intermediate gears. PS it was their clever gears which were the origin of their chevron trade mark (now being abandoned it seems). Cheers, Tim |
| John Haine | 19/10/2016 21:24:51 |
| 5563 forum posts 322 photos | Regarding the Apple patent on rounded corners, the US patent system has a concept of a "design patent", or what in the UK would be a registered design; as opposed to a utility patent which is more what we think of as a patent. The rounded corners, as well as a lot of other Apple patents, are design patents. The confusion of using the term "patent" for both in the US creates a huge amount of confused comment. Another point, when reading a patent start with the claims, especially claim 1. These are the statements of what the inventor is trying to protect. All the rest of it is just descriptive. Especially with US patents, which often initially have huge numbers of claims, the ones that survive in the final granted document can be very limited, with only a very small scope of protection relative to the prior art. I don't think anyone has commented here on the possibility of cutting gears with normal end mills/slot drills, as done the the "gearotic" software that JS has been involved with. |
| Steve Withnell | 19/10/2016 21:26:18 |
 858 forum posts 215 photos | Posted by Tim Stevens on 19/10/2016 18:49:52:
I'm sure that Citroen, in about 1932, used end-mill type cutters to make herringbone helical gears. These were different from the 'normal'* herringbone gears (which have a pattern like a tractor tyre) as the teeth were continuous from one side of the angle to the other. So what value a later patent, I wonder? * as used in Wolseley and MG and Morris gearboxes at the same period. The idea was to have quieter (ie non-deafening) intermediate gears. PS it was their clever gears which were the origin of their chevron trade mark (now being abandoned it seems). Cheers, Tim The Herringbone used to feature on the bonnet of the older Citroens as a company logo, now it can be seen moulded into the radiator grill etc.
|
| Bill Davies 2 | 19/10/2016 21:58:35 |
| 357 forum posts 13 photos | As Martin states in the second post, the standard cutters (hob and gear shaper) are easier to sharpen without complicated setups, at least for shaper cutters for producing spur gears. They are sharpened on their front faces, and can be ground back until the teeth are quite thin and at risk of breaking, without affecting the tooth shape very much. They are therefore long-lasting, which the teeth on an end mill would not be. Hobs and gear shaper cutters are both produced by essentially straight sided grinding wheels. A screwcutting motion of a form tool or grinding wheel produces hobs (plus a cam action in the cross slide to provide backing off), and by involute generating movements in the case of gear shaper cutters. Furthermore, the specialised machines already exist in the market and are suitable for quantity production. Both types of gear cutting machine can be set up to produce helical gears, albeit with modified tooth form for hobs and also matching helix angle for gear shaper cutters. One-offs can be produced on a horizontal mill with an involute form cutter, using one of the typical set of eight form relieved cutters to cover the range of numbers of teeth, although only spur gears would have the correct tooth form and thickness to mesh with existing gears of matching pitch. Bill
|
| John Stevenson | 20/10/2016 00:52:31 |
 5068 forum posts 3 photos | Posted by John Haine on 19/10/2016 21:24:51:
I don't think anyone has commented here on the possibility of cutting gears with normal end mills/slot drills, as done the the "Gearotic" software that JS has been involved with. Gear hobbing is a generating process where the cutter isn't a form cutter but by the process of rolling the cutter [ or work ] around the work [ or cutter ] an involute is formed. Roughly divisible into three main types. Note I said roughly as I'm trying to keep it simple.
[1] Hobbing with a straight sided helical hob that as the blank passes by the hob the involute is formed. Quick, easy to do on specialised machines but needs expensive cutter.
[2] Gear shaping where a cutter in the shape of a gear is rotated round a blank which making a usually vertical shaping motion and planes the involute form into the blank.
Usually more expensive to do than hobbing but has some advantages like being able to make close coupled gears that a hobber can't due to needed run out of the cutter.
[3] Gear planers where the cutter is a section of rack that planes the blank whilst rotating the blank. After producing a few teeth equal to the length of the cutter it backs off, rotates and does the next set of teeth.
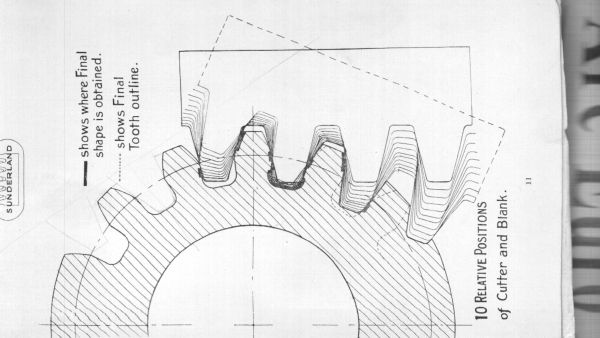
These are ideal for large work and helical's and even herringbone gears with two cutting heads. It's the action of this type I want to discuss. Because the cutter is a rack it's straight sided and the rolling action caused the involute to be generated. This type of machine was invented by Sam Sunderland way back in 1895.
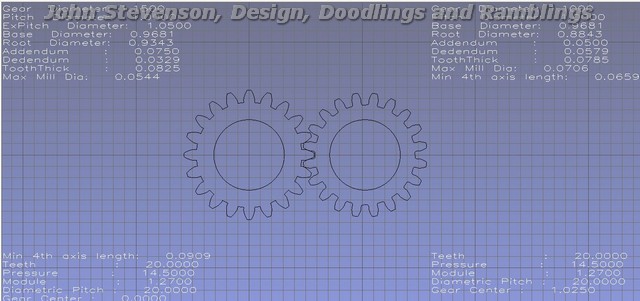
Rather confusing as it shows the rack moving whilst the gear blank is stationary when in fact it's the opposite but has been done this way for clarity. So examining this operation and looking at just one rack flank you can see that if that flank was a normal cutter i.e. and end mill or slot drill then by varying the hight of the cutter, it's placement in the Y axis on a milling machine and the rotation of the blank held in a 4th axis [A] then that simple £2.00 cutter can mimic what a Sunderland can do. In the example about it took 11 passes to generate the teeth. Sounds slow but it's all automatic.
So take away having a large purpose built machine and special cutters and substitute a bench top CNC with a £2.00 cutter and OK we are even slower working but provided that cutter can get into the tooth gullet it will cut any type of tooth shape, spur, helical, bevel and nay specials.
This is where Art Fenerty come into the equation. Art after writing Mach 3 and retiring and selling it on decided to build a clock but wasn't happy with the software out there. Whilst a lot of it looks good, mathematically it's crap.
So Art wrote his own called Gearotic, OK stupid name but so is Apple
By taking multiple shaving cuts after blocking out the tooth space whilst raising and moving the cutter and at the same time rotating the blank it can mimic the Sunderland gear planer.
A selection of 4 gears done in bronze, 2 spur and 2 helical's. The steel helical was an early iteration when Art was still working all the maths out and hadn't got the correct helix angle worked into the formulae.
All done with an off the shelf 3mm cutter.
You can also make specials which you can also do by any of the other generating methods listed above but not by using form cutters unless specially made.
Three gears, 13, 14 and 15 teeth but all cut on the same blank. Only 14 is correct but you can mix and match these in any position.
This tooth shift is often done in industry to give stronger teeth or more contact. It helps when cutting low count gears when the pressure angle is low as it stops undercut.
In fact when I cut our version of the Myford screw cutting gears I cut the very popular 20 tooth on a 21 tooth blank to give a far stronger tooth, the ration believe it of not is unchanged.
Standard 20T on the right, modified gear on the left. |
| Michael Gilligan | 20/10/2016 08:22:25 |
23121 forum posts 1360 photos | John, Thanks for that very useful post ^^^ Might I just add a link to the article by 'Base Circle' on cutting gears in the shaper **LINK** http://neme-s.org/Shaper%20Books/Michael_Moore/shaper%20gear%20cut.pdf This describes a generating mechanism which [whilst described for the shaper] could be easily adapted to the verical mill. MichaelG. |
| Neil Wyatt | 20/10/2016 09:34:30 |
19226 forum posts 749 photos 86 articles | Posted by John Stevenson on 20/10/2016 00:52:31:
Essentially the same process, gears cut with a rack form hob. There are two pairs of 53:33 (total 86) and two of 50:40 (90 teeth) in there, using the spacing for 88 teeth by being cut on under/oversize blanks and they work just fine without fettling. Also other pairs cut using a PCD +/- up to 2 teeth. |
| Andrew Johnston | 20/10/2016 11:43:18 |
7061 forum posts 719 photos | Posted by John Stevenson on 20/10/2016 00:52:31:
It's the action of this type I want to discuss. Because the cutter is a rack it's straight sided and the rolling action caused the involute to be generated. This type of machine was invented by Sam Sunderland way back in 1895.
Rather confusing as it shows the rack moving whilst the gear blank is stationary when in fact it's the opposite but has been done this way for clarity. I don't follow that; surely both the blank and the rack cutter need to move as if they're in mesh, as well as the cutter reciprocating along the axis of the gear blank? If the rack just reciprocated and the blank rotated, you'd end up making a plain cylinder. Towards the end of this video you can plainly see the cutter being retracted and moved down what looks like one tooth space: I must have another go with Gearotic; on my old computer it crashed and burned when I tried a helical gear. Now I have a new sooper dooper computer it might be better. There is one thing that looks slightly odd about the helical gears generated by Gearotic. It may just be the way the picture was taken, but the chordal arc of the tooth and space look to be different; I would have expected them to be the same? Having disagreed with JohnS twice in one day I now await my excommunication message. Andrew |



.jpg")
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Why dont we have end mill gear cutters ?