Forum sponsored by:

Flywheel recess
| ROBERT BLACKSHAW | 15/10/2016 10:36:03 |
| 46 forum posts 13 photos | I have made a few flywheels so far out of aluminum with not much problem, but to get my flame eater engine going I am making the flywheel out of steel. The problem I am having is cutting the recess, I am using a parting off tool in stages to 3mm deep, but its giving me some concerns. With aluminum its not a problem, how do you make recesses like this on a lathe. I have a rotary table so is the mill the best option. |
| Andrew Johnston | 15/10/2016 10:55:05 |
 7061 forum posts 719 photos | I've cut a deep and narrow (1" deep by ½" wide) slot in a pulley using the rotary table with a ballnose end mill. However, if you only need to go 3mm then I'd use the lathe. I'd either use left and right handed boring tools, or grind up a round nose HSS tool. The advantages of the ground HSS tool are that you don't have to try and match depth of cut when swapping the hand on the boring tools, and you get a nice radius in the corner. Andrew |
| Journeyman | 15/10/2016 10:55:12 |
 1257 forum posts 264 photos | A parting tool doesn't have enough side clearance for this. I ground a special shape tool from HSS with loads of side clearance that is the side nearest to you. It needs to clear the recess. The shape is like a parting tool but twisted anti-clockwise as you look towards the chuck from the tailstaock. You can buy trepanning tools (which I believe is what the operation is called) but they are pricey. Pictures of similar flywheel cutting and tool shape *** HERE *** Cheers John |
| Neil Wyatt | 15/10/2016 10:58:40 |
 19226 forum posts 749 photos 86 articles | A tool shaped like D-bit but with more top-rake works well. Neil |
| Ian S C | 15/10/2016 12:35:10 |
 7468 forum posts 230 photos | I dig out as much as I can with an ordinary lathe tool, then take the rest out with a boring bar, to save having a boring bar with the tool on the opposite side for getting at the hub, I move the tool past the hub and reverse the lathe rotation. As I have screw on chucks, I take very small cuts on the reverse cutting, OK so far. Most of my fly wheels are made in 3 pieces, so no recesses. Ian S C Edited By Ian S C on 15/10/2016 13:06:14 |
| JasonB | 15/10/2016 13:24:02 |
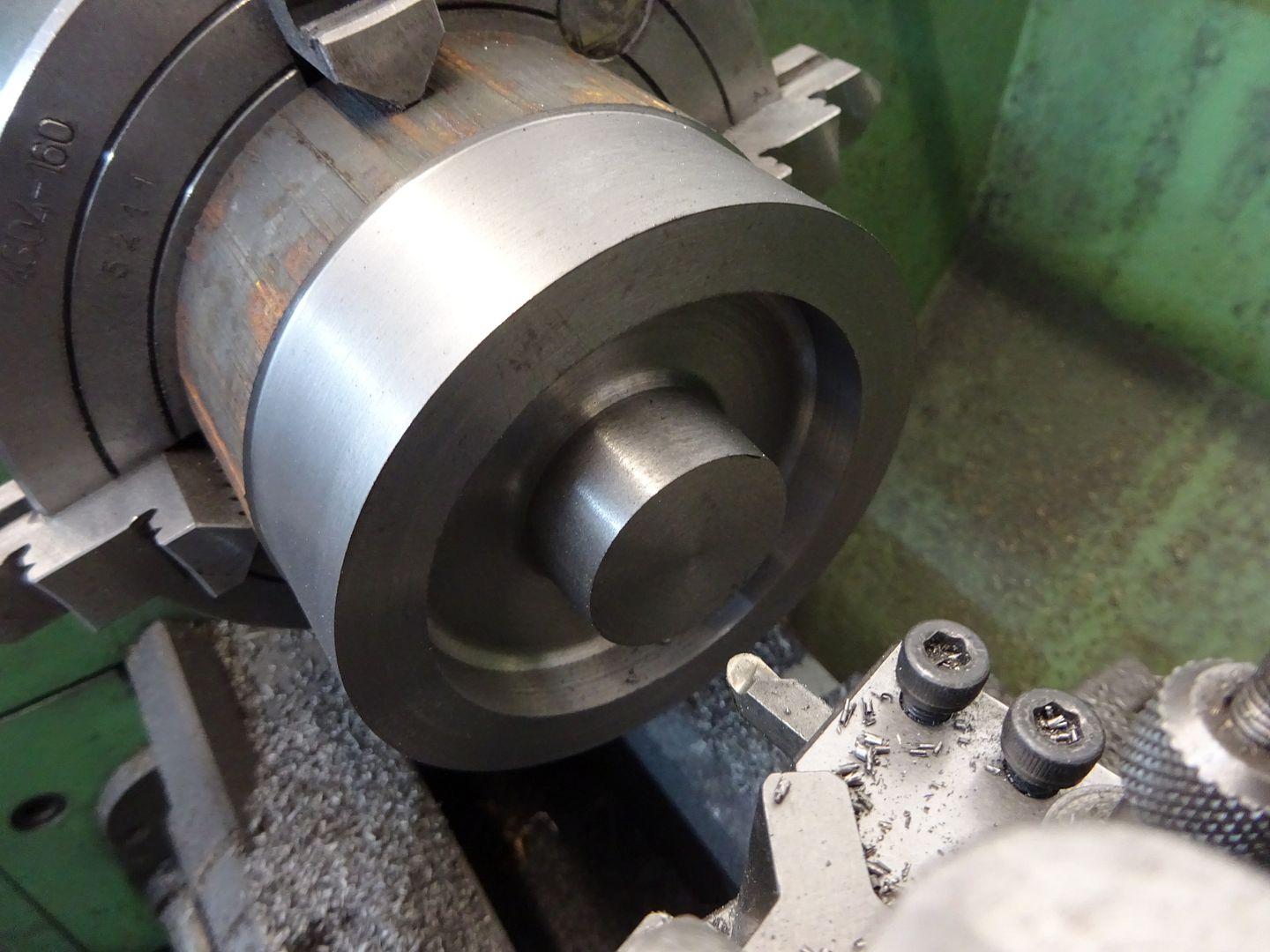
 25215 forum posts 3105 photos 1 articles | Something like this, the curve on the outer edge needs to be a smaller dia than the recess so it does not rub. You can also round the corners so it leaves a nice internal fillet if you want it to look like a cast flywheel
and one in action on a 4" bit of cast iron
|
| ROBERT BLACKSHAW | 17/10/2016 09:25:48 |
| 46 forum posts 13 photos | I found a tool as shown in the diagram and ground a D shape on the end, I also ground a top rake for it, but it did not cut that well. The tool seemed to rub and became quite noise with powder type swarf coming off, so I ground a slight top side rake and found this a little better but could only cut in at a thou, sought of taking my time. When I cut about 15 thou and cut across it was a fine cut and nice and smooth and no problem. I have tried slow speed 100 and found 500 about the best, I have made a recess 3.5mm which is not enough but this one side has taken me over two hours to do. Looking at the photo thats what I would like to achieve, I have made sure that no play on the top slide so every thing is correct, sorry for this basic question, but I am doing this incorrectly. |
| JasonB | 17/10/2016 13:10:42 |
25215 forum posts 3105 photos 1 articles | You probably still don't have the side clearance on teh edge nearest to you. |
| mark costello 1 | 17/10/2016 15:32:53 |
 800 forum posts 16 photos | If anyone is having problems with a cutting tool's clearance, the easiest solution is to mark up the faces of the tools and try to take a cut. The marking fluid will be rubbed off where there is not enough clearance. If it can't be seen make it so it can be. |
| Vic | 17/10/2016 16:43:22 |
| 3453 forum posts 23 photos | I ground a "v" shaped tool similar to Jason's but relived both sides. I managed to cut the hub, rim and the back of the recess with it. I chose to use brass though for my vacuum engine flywheel. |
| Ian P | 17/10/2016 18:52:39 |
 2747 forum posts 123 photos | Posted by JasonB on 17/10/2016 13:10:42:
You probably still don't have the side clearance on teh edge nearest to you. I have used a similar tool and technique and yes there a potential clearance issue on the outermost cut. I usually get round this by disturbing nothing but just lifting the cutter well above centreline in the Dickson toolholder. The cutting geometry might be all wrong but as long as nobody knows, the end result is fine. Ian P |
.jpg")

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Flywheel recess