Forum sponsored by:

Am I being too gentle milling?
| Rod Neep | 05/05/2016 22:18:41 |
 59 forum posts | A *raw* beginner milling question (so be gentle).... I used my new milling machine (SIEG X2P) for the first time this evening, basically to cut a 6mm slot 6mm deep in a piece of 4mm thick mild steel. Being cautious, I feel that I "nibbled" at it with the 6mm end mill, and took too many passes to reach the depth of the slot. How deep a pass would be "sensible"? (i.e. how many passes?) Thanks
|
| daveb | 05/05/2016 22:41:46 |
| 631 forum posts 14 photos | Depends on your milling machine, you don't want to take too heavy a cut with the smaller ones, motors and controllers can go pop! I would probably do this in 3 cuts but my machine is fairly heavy with no fragile electronics. If the cutter is cutting without making horrible noises then it should be OK. A squirt of oil helps. Harold Halls book on milling is worth getting if you don't already have it. Don't worry too much about weather you are doing it 'properly', time isn't too important for hobby work, it's the result that counts. Dave |
| mechman48 | 05/05/2016 22:42:57 |
 2947 forum posts 468 photos | Not having knowledge of this machine I would of thought that 2 x 3 mm or 3 x2 mm cuts would have been feasible in that piece. To much ' nibbling' will end up with your cutting edges rubbing rather than cutting & becoming dull very quickly. As you get to know your machine you will be able to 'feel & hear' what your machine is capable of. Cheers George. |
| Frances IoM | 05/05/2016 23:05:24 |
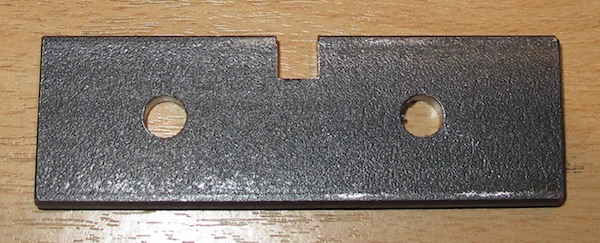
| 1395 forum posts 30 photos | ?how do you cut 6mm deep in a 4mm bar ? It's usually easier to cut slots with slot drills rather than endmills unless you want a slot open at one end. Endmills as you have probably found will not bore a hole as the cutting face does not include the middle third of the end. Edited By Frances IoM on 05/05/2016 23:05:49 |
| Rod Neep | 05/05/2016 23:11:29 |
59 forum posts | Posted by Frances IoM on 05/05/2016 23:05:24:
?how do you cut 6mm deep in a 4mm bar ? Well, I managed to. See the photo above.
|
| Michael Gilligan | 05/05/2016 23:11:43 |
 23121 forum posts 1360 photos | Posted by Frances IoM on 05/05/2016 23:05:24:
?how do you cut 6mm deep in a 4mm bar ? . Frances, I think the picture that Rod posted answers that ^^^ MichaelG. . Edit: You beat me to it, Rod. Edited By Michael Gilligan on 05/05/2016 23:12:42 |
| Rod Neep | 06/05/2016 01:07:17 |
59 forum posts | Well..... I compromised, still being cautious, and took 1mm cuts on the second one I needed to make. The machine and the cutter didn't complain, and the revs stayed consistent on the display. One thing which I noticed, is that on the "exit" side, there was a pretty large noticeable burr on the edge of the steel. Thanks for your help folks. Much appreciated. Maybe I will be a little more brave next time I need to do a similar task, and take 2mm cuts. Rod
Edited By Rod Neep on 06/05/2016 01:13:17 |
| Ed Duffner | 06/05/2016 06:13:44 |
| 863 forum posts 104 photos | Hi Rod, I'm relatively new to machining and have a Warco WM-16 milling machine which I think is the same size or maybe just a little larger than the X2P. It has a 2MT spindle and 750W motor. For a long time I've been using end mills and the occasional 2-flute slot drill from kit inherited from my Dad and have always taken very cautious milling cuts. I noticed Jason.B mention the other day about trying out a roughing endmill from ARC and I've always wondered what these were like so I bought a 10mm HSS-AL 4flute and I have to say I am amazed at how much more metal I felt comfortable removing in a single pass, this was tried on EN3B mild steel to make some T-nuts. It also feels different when winding the axes, seems to have more feedback through the winding handles. I would highly recommend anyone new to hobby machining to invest in at least one roughing endmill as it turns what can be a tedious exercise into an enjoyable step in making something on smaller milling machines. Wish I'd done this sooner. Ed. Edited By Ed Duffner on 06/05/2016 06:20:22 |
| JasonB | 06/05/2016 07:38:10 |
 25215 forum posts 3105 photos 1 articles | A simple rule of thumb when using the full width of the cutter is 1/4 of the diameter so 4 passes of 1.5mm, use that as a starting point and go up or down depending on the machine. One other thing to watch if you were using a 4-flute end mill is that the more it has to remove in one pass the more the cutting action will pull it to one side so you could end up with a slot wider than 6mm. Feed rate wise again don't tickle it, about one turn of teh handwheel per second would be a reasonable starting point One other thing, that black coating on the hot rolled bar is not kind to cutting edges J Edited By JasonB on 06/05/2016 08:17:33 |
| Frances IoM | 06/05/2016 08:13:16 |
| 1395 forum posts 30 photos | Ah! I see - I generally browse with images turned off and have to explicitly allow any redirects (avoid many problems including blocking the all too many trackers) thus I hadn't realised you had published a photo hosted from your own site |
| Rod Neep | 06/05/2016 09:43:22 |
59 forum posts | Posted by JasonB on 06/05/2016 07:38:10:
A simple rule of thumb when using the full width of the cutter is 1/4 of the diameter so 4 passes of 1.5mm, use that as a starting point and go up or down depending on the machine. One other thing to watch if you were using a 4-flute end mill is that the more it has to remove in one pass the more the cutting action will pull it to one side so you could end up with a slot wider than 6mm. Feed rate wise again don't tickle it, about one turn of teh handwheel per second would be a reasonable starting point One other thing, that black coating on the hot rolled bar is not kind to cutting edges J Edited By JasonB on 06/05/2016 08:17:33 Great information for me. On all points. Thanks!! I really appreciate that information. Rod |
| Andrew Johnston | 06/05/2016 10:11:47 |
 7061 forum posts 719 photos | On the vertical mill I'd cut the slot in two or three passes with a 6mm cutter. On the horizontal mill straight through in one pass. With these small cuts you are unlikely to be power limited, even on a small mill. I'd concur with JasonB; the biggest mistake is pussyfooting around with feedrates. Slower isn't better, it just rubs the cutter and squeals or chatters. Andrew |
| John Rudd | 06/05/2016 10:24:34 |
| 1479 forum posts 1 photos | To be even kinder to your machine/cutter, you could have removed the bulk of waste by hand......in this instance.. Hacksaw springs to mind..... |
| Rod Neep | 06/05/2016 13:18:47 |
59 forum posts | Posted by John Rudd on 06/05/2016 10:24:34:
To be even kinder to your machine/cutter, you could have removed the bulk of waste by hand......in this instance.. Hacksaw springs to mind..... Indeed And I am quite capable of cutting and filing a 6 x 6mm slot in the edge of that metal, especially as there was no need for fine tolerances in this case, as it is a clearance slot. (A pair of clamping plates). But I have a new toy! And I wanted to use it. Cheers |
| Muzzer | 06/05/2016 14:23:29 |
 2904 forum posts 448 photos | Looking at Ketan's recent post about mini mills, it seems the SX2 has a brushless motor rated at around 500W mechanical (shaft) power. That's pretty respectable and should be capable of shifting some metal. You should get yourself a decent block of mild steel and do some experimentation to get a feel of what are the limitations. You shouldn't be able to blow up the drive and the worst you can do is break a few cutters. You might be surprised what can be achieved. There are plenty of free machining calculators out there - and a few paid for ones if you insist. They will tell you what maximum feed rate, depth of cut etc the cutters can tolerate, so you can use them to put a ceiling on what you try but within those it's the machine that will limit performance. What have you got to lose? Get half a dozen cutters in and be prepared to sacrifice some of them in the name of learning - and try a roughing cutter, as suggested above. Go on!! Murray |
| Dan Carter | 07/05/2016 20:16:27 |
| 81 forum posts 8 photos | Rod, I just tried the cut you made with a 6mm 4 flute ripper cutter on my old style x2 (the one with the tilting column). Went through in one pass, 6mm deep without any significant complaining. Regards, Dan |
| Mick Henshall | 07/05/2016 22:22:55 |
 562 forum posts 34 photos | Seeing Ed seems pleased with Arc's roughing end mill I have just ordered one and looking forward to trying it on my wm14 Mick |
| Rod Neep | 07/05/2016 22:31:20 |
59 forum posts | Thanks folks. This machine is obviously capable of more than I thought. Rod |
| Roy M | 07/05/2016 23:26:27 |
| 104 forum posts 7 photos | This may sound counter intuitive, but depending upon how much value you attach to your cutters, another approach would be to lay the plate flat,(as for drilling), and then use the very top of your cutter to cut the slot leaving a full rad on the bottom to be removed on a second setup. The reasons for this approach are that you get to use the part of the cutter seldom used(the top bit), thus minimising cutter flexing and preserving the bottom portion for creating square accurate corners. The life of cutters or lathe tools is measured by the time the tool is actually in cutting, so if you take three cuts, then, in theory, it will wear out three times quicker. Once the edge has gone, cutter flexing and poor size and finish will result. Roy K. |
| JasonB | 08/05/2016 07:41:33 |
25215 forum posts 3105 photos 1 articles | Although the rougher/ripper may go through in one pass if the work needs a good finish you will have to go through with a normal cutter to clean up the edge so choose your cutter diameters accordingly to allow for a finishing cut. Have a look about 2/3rds down this page where I'm milling the cylinder as you can see the rougher in action and the finish it leaves compared to a 3 flute "normal" cutter |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Am I being too gentle milling?