Forum sponsored by:

First threads on lathe
| Allan B | 11/03/2017 10:32:28 | ||||
 133 forum posts 23 photos |
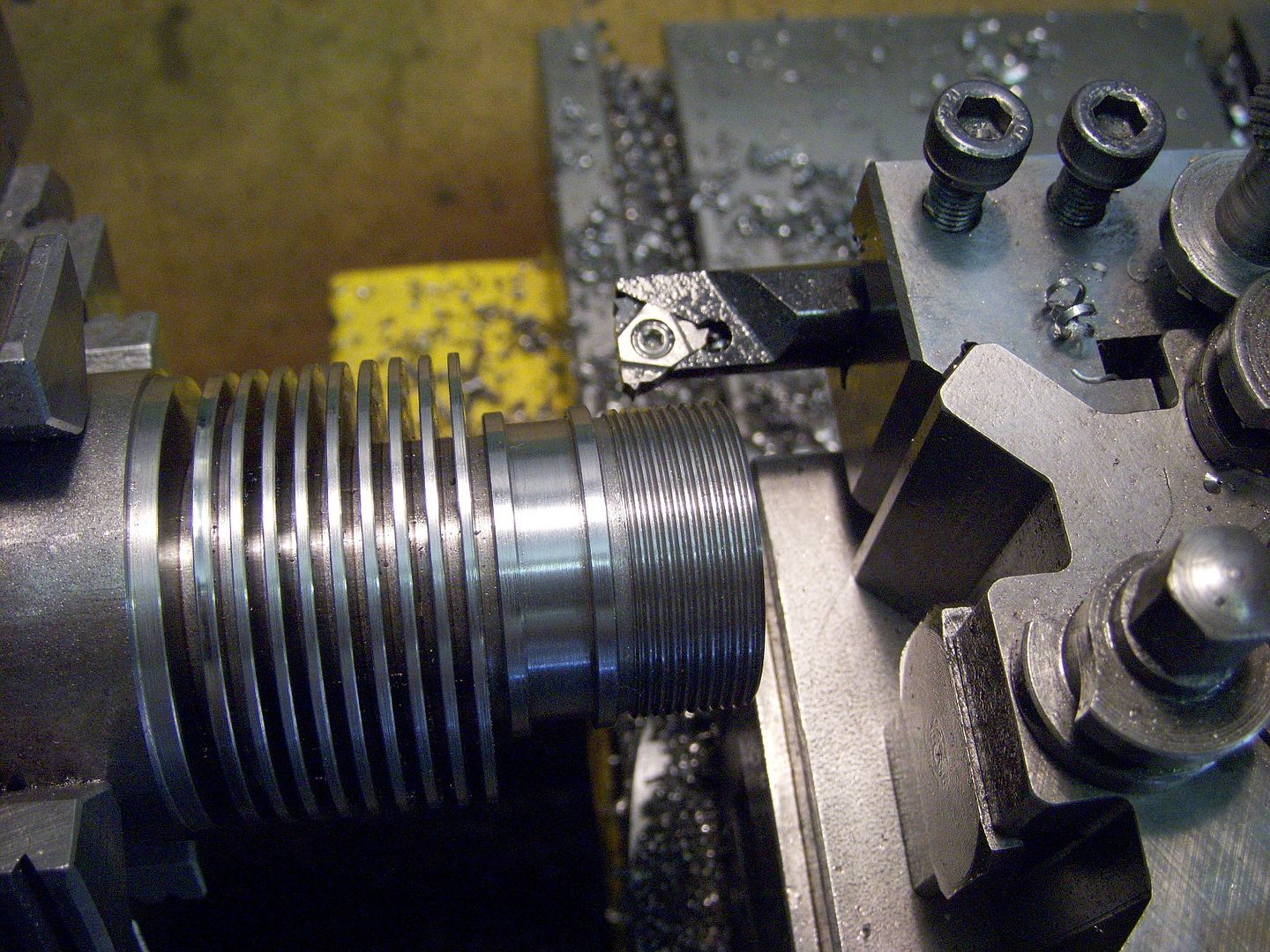
this was my first attempt, the smaller side is 8mm diameter with a thread, the other end is 10mm diameter with almost a 1.5mm pitch, its actually 16TPI which comes out at 1.588mm pitch, so the M10 nut will only go on by a few threads | ||||
| Bazyle | 11/03/2017 11:10:09 | ||||
 6956 forum posts 229 photos | Posted by Allan B on 11/03/2017 09:50:27:
Thanks for that Neil, I have looked at the metric conversation set, but at ?290 for the set, and just finding out I have been made redundant, I can't justify spending that much money at the moment, but it is on my list of future purchases. You don't need the expensive metric conversion set. Didn't check which thread Neil linked but for the Myford there is a thread showing details for metric conversion (approximations) that only uses one small gear change so very much cheaper. JS makes the gear so possibly sells it through ARC. Read the whole thread and follow the later link by JohnF. | ||||
| phil1962 | 11/03/2017 13:46:14 | ||||
| 51 forum posts 4 photos | Posted by Ian S C on 11/03/2017 09:44:06:
With the cutter you are using, and assuming the end of the bar is squarely faced, move the tool in front of the bar(lathe stopped), and square the two against each other, no fishtail or square needed, takes about 10 seconds. My recommendation is use HSS, learn to grind your own. Ian S C cheers will try that out thanks | ||||
| Peter Wood 5 | 23/10/2017 10:26:36 | ||||
| 94 forum posts 11 photos | I have also just made my first attempts at screw cutting with limited success. However when working out how to use the QC gearbox on my S7b I recalled that the lathe came with a loose set of gears. There are eight in total numbered 30, 35, 38, 40, 45, 50, 55, and 60. Can anyone tell me what they are for? | ||||
| not done it yet | 23/10/2017 11:04:27 | ||||
| 7517 forum posts 20 photos | I would think those change wheels mostly became redundant when the QCGB was fitted. | ||||
| larry Phelan | 23/10/2017 12:48:45 | ||||
 544 forum posts 17 photos | My lowest speed is 50rpm and I find even that a bit too fast for course pitches. I,d be much happier with about 25 rpm,that would give me more time to run if everything went ---------------------------------!!! | ||||
| Bazyle | 23/10/2017 12:56:59 | ||||
6956 forum posts 229 photos | Larry, a mandrel handle should be your next job. Provides variable speed and instant reverse. Also overload protection. Peter, some of the gears may be needed for metric or BA threads one day. (I'm not saying you won't need additional gears for that). 38/19tpi is often not covered in QCGBs so a 38 gear is needed, but I'm not sure whether the S7b is one of those. | ||||
| John Reese | 23/10/2017 22:10:00 | ||||
 1071 forum posts | Posted by phil1962 on 11/03/2017 08:55:38:
one problem I had was the cutter the tip was small and had trouble using the fish tail is there another way to set it up so its straight ? On the insert type of threading tool the fishtail is not needed. Just make sure the shank of the tool is perpendicular to the ways. I use the face of the chuck as a reference. | ||||
| John Reese | 23/10/2017 22:17:33 | ||||
1071 forum posts | Bayzle, I would be curious to know what gearing works for BA threads. Except for the largest (1mm pitch) they all appear to be non-standard pitches in both metric and imperial systems. (It was just yesterday I learned how the BA system was derived. It was here on this forum.) | ||||
| Hopper | 24/10/2017 02:26:33 | ||||
 7881 forum posts 397 photos | Posted by John Reese on 23/10/2017 22:17:33:
Bayzle, I would be curious to know what gearing works for BA threads. Except for the largest (1mm pitch) they all appear to be non-standard pitches in both metric and imperial systems. (It was just yesterday I learned how the BA system was derived. It was here on this forum.) There's a number of online change gear calculators you could use to do that. With double-compound gearing there is a good chance you could do it within an acceptable error limit. Good calculator here: **LINK** For example, the BA thread refered to in the other thread on here is .81mm pitch. Which the calculator says can be turned on a standard metric mini lathe using the standard set of gears by using the following combo: 40, 57,50,65 The number of pitches you can turn with a standard set of change gears is finite, but with compound gearing it is up in the tens or hundreds of thousands somewhere, so a surprising number of oddball pitches can be made. This includes turning metric threads on an Imperial machine such as Drummond/Myford without any special gears, just the standard set of 20-70 in steps of 5, plus the standard 38.
Edited By Hopper on 24/10/2017 02:34:52 Edited By Hopper on 24/10/2017 02:36:51 | ||||
| Sam Longley 1 | 24/10/2017 07:57:51 | ||||
| 965 forum posts 34 photos | Posted by larry Phelan on 23/10/2017 12:48:45:
My lowest speed is 50rpm and I find even that a bit too fast for course pitches. I,d be much happier with about 25 rpm,that would give me more time to run if everything went ---------------------------------!!! try this -works for me - https://www.youtube.com/watch?v=ksCd9FfjUFQ & **LINK** Sam L Edited By Sam Longley 1 on 24/10/2017 08:00:23 | ||||
| John Olsen | 24/10/2017 08:15:37 | ||||
| 1294 forum posts 108 photos 1 articles | I would second the idea of a mandrel handle for lathes that won't go slow enough. I made one for my Unimat 3, which is what I did my first screw cutting with. The handle is very useful both for screw cutting and for oversize jobs, anything where you need slow speed and good control. . The Unimat didn't have a quadrant and change gears, so I made a set of 1 to 1 gears from some plastic gears out of an old can opener. That gave me the ability to cut a 1mm pitch, which meant I could make things to fit the mandrel nose, which was all I needed. It also didn't have a set of clasp nuts on the lead screw, so the technique was to take the cut off and wind backwards to the start. For my Myford, I made a geabox! John | ||||
| JasonB | 24/10/2017 08:24:40 | ||||
 25215 forum posts 3105 photos 1 articles | Posted by larry Phelan on 23/10/2017 12:48:45:
My lowest speed is 50rpm and I find even that a bit too fast for course pitches. I,d be much happier with about 25 rpm,that would give me more time to run if everything went ---------------------------------!!! As I mentioned in the other thread if your chuck is not going to unscrew then use a tool at the rear of teh work, run in reverse and you don't need it slow as you have the rest of the lathe bed to stop or disengage the half nuts. Did this one at 3-400rpm.
| ||||
| not done it yet | 24/10/2017 09:30:04 | ||||
| 7517 forum posts 20 photos | have the rest of the lathe bed to stop or disengage the half nuts As long as the workpiece does not need support at the threaded end!
| ||||
| JasonB | 24/10/2017 09:35:12 | ||||
25215 forum posts 3105 photos 1 articles | Rear toolpost and a bit less time before you hit the tailstock! | ||||
| not done it yet | 24/10/2017 09:45:25 | ||||
| 7517 forum posts 20 photos | You only mention time to stop the cut, as a big advantage - but you can also achieve a much superior finish turning at the higher rpm. | ||||
| mark smith 20 | 24/10/2017 10:10:34 | ||||
| 682 forum posts 337 photos | My first ever attempt at threading on the imperial south bend is on the left of the bar at the front of the photo ,the second attempt is on the right and turned out almost perfect. It was a replacement crossfeed screw for the same lathe.
I am at the moment trying to cut s20 x 2 metric buttress thread , ive got the pitch right using a homemade tufnol changegear but the tool shape and feed in for the tool is confusing me. | ||||
| Paul White 3 | 24/10/2017 14:17:03 | ||||
| 109 forum posts 23 photos |
Screwcutting at that time, was a buttock clenching experience with any thread not a multiple of the leadscrew thread count of 8TPI, and no leadscrew thread dial . I became aware of the single tooth mandrel clutch, this promised a great easing of the screwcutting experience, so one was made and fitted. All imperial threadcutting became a breeze. I attach a photo of the ML4 headstock for anyone interested.I will now start anew thread under the heading 100 years on, concerning screwcutting.
paul. | ||||
| Howard Lewis | 24/10/2017 16:03:54 | ||||
| 7227 forum posts 21 photos | If you want really low speeds, why not make a Mandrel Handle? With this you produce the speed that you want, and make cutting up to a shoulder less fraught. It may also enlarge you biceps when producing large diameter coarse threads! Howard | ||||
| sean logie | 27/10/2017 10:15:23 | ||||
 608 forum posts 7 photos | Nothing more satisfying than cutting a thread on a lathe. The more you do it the easier it gets . 😊 Edited By sean logie on 27/10/2017 10:15:46 |
.jpg")



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > First threads on lathe