Forum sponsored by:

Small Milling problem
| Wolfie | 30/01/2012 18:49:05 |
 502 forum posts | Elsewhere I bemoaned the fact that I was struggling to mill a small slot accurately. I've been having another go at it today and lo and behold got it wrong again. TWICE   Anyway I think its down to the fact that the smallest slot mill I have isn't small enough so whichever line I line it up on, or whichever side I measure from its wrong cos my mill is wider than expected. Now the required slot width is 3/32" but the smallest slot and end mills I have are 3mm. I just had a look at a tool site and the smallest they sell are 3mm or 1/8. Not small enough. So any suggestions as to how I go on cutting this slot?? The stock from which I am starting is 3/16 square bar and getting rapidly shorter  Its quite difficult to hold too as the finished item is only 3/8" long. Its quite difficult to hold too as the finished item is only 3/8" long. Edited By Wolfie on 30/01/2012 18:49:59 |
| wotsit | 30/01/2012 19:01:47 |
| 188 forum posts 1 photos | Wolfie, 3/32 inch is ~2.38mm, so your slot mill is too big. Is it possible for you to (carefully) chain drill along the required slot (say 1/8 inch), then use a fine needle file to clean it out? The slot cannot be too long, if the finished job is only 3/8 inch long. Machine tools are all very well, but sometimes hand work can be just as quick and good. I think I saw someone elsewhere on one of your queries suggest starting with a wider piece of metal. I would say that is definitely a good idea when you are making such a small part. Mark it out (the slot) on a larger piece of metal the correct thickness, file to shape, then mark out the required 'outside size' and cut it away. The larger piece of metal will be much easier to hold than a tiny piece 3/16 inch square and 3/8 inch long. (I don't even think I could see that properly these days  ). ). |
| jason udall | 30/01/2012 19:02:03 |
| 2032 forum posts 41 photos | Wolfie...Ever heard the joke..if I were going there I wouldn't start from here....? What you are looking for at 3/32" sounds more like a slitting saw...bought in at the notional thickness. Diameter and hole size to suit job and or mandrel. Or make mandrel to suit ...but if in effect putting a screwdriver slot in the end of some thing slitting saws the thing Though 1mm slot drills are made but spindle speeds are horrendous |
| wotsit | 30/01/2012 19:09:11 |
| 188 forum posts 1 photos | Hi again , Wolfie, I just saw Jasons post, and I think we need a bit more explanation - I assumed it was a 'closed' slot you were making, hence my description. I think Jason is describing cutting an open-ended slot (like a sawcut in the metal), which as he says is much easier with a slitting saw. So can you elucidate a little? |
| JasonB | 30/01/2012 19:12:18 |
 25215 forum posts 3105 photos 1 articles | Wolfie I use the 3 flute disposable cutters, they go a lot smaller than 3/32" have a look at this or you could go down to a 2mm one and then take a whisker off each side of the slot.
J Edited By JasonB on 30/01/2012 19:13:02 |
| mgnbuk | 30/01/2012 19:15:15 |
| 1394 forum posts 103 photos | I just had a look at a tool site and the smallest they sell are 3mm Try another tool site - endmills & slot drills are readily available down to 1mm. We use these (the coated variety, mostly) at work : http://www.cutweltools.co.uk/files/ww/3%20flute%20slot%20drills.pdf Very good service - most ex-stock & delivered next day. Imperial sizes are available too. The 1mm ones do have a tendency to break just for the fun of it, though ! Regards, Nigel B. |
| dcosta | 30/01/2012 19:29:15 |
| 496 forum posts 207 photos | Hello Wolfie. You can find here a place in UK where You can find a 2mm 2 flutes slot drill HSSE 8% Co from a brand I like (IZAR) made in Spain. Their quality is the best I ever used (I'm not a professional). I think You can download the complete IZAR catalog from www.Izartool.com Regards Dias Costa |
| Paul Barrett | 30/01/2012 19:55:02 |
| 59 forum posts 16 photos | FC3 cutters are what you want. |
| Ady1 | 30/01/2012 20:49:02 |
 6137 forum posts 893 photos | You'll just have to buy a shaper and a filing machine Wolfie. |
| Terryd | 30/01/2012 21:47:56 |
 1946 forum posts 179 photos | hi Wolfie, Do You have a sketch of the part to show us? A simpler solution may be to fabricate the part. two pieces of 3/32 thick material sandwiched between larger stuff and silver soldered. Make it oversize and mill or file down to required final size. - No expensive (or broken) cutter or potentially problematic machining processes (for a beginner) in sight. There is always more than one way to skin that cat.  Regards Terry Edited By Terryd on 30/01/2012 21:50:50 |
| JohnF | 30/01/2012 21:58:53 |
 1243 forum posts 202 photos | Wolfie, Someone suggested FC3 cutters -- I use these quite a lot and you can mill small slots easily with these.
I have cut slots down to 1.5 mm and my spindle speed is 2800 max. Assuming a closed slot what you do is drill a hole first then the depth of cut is 0.001 or 0.002 inch per pass--yes it takes a little time but you can cut to the depth of the cutter and I have done this in steel.
If it was / is a long slot I would go for a slitting saw.
Good luck. John. |
| David Littlewood | 30/01/2012 23:06:52 |
| 533 forum posts | 1 mm! Not really trying, these people sell them down to 6 thou. Not the cheapest, but they do sizes hard to get elsewhere and do super fast delivery.
Seriously, there shouldn't be too much problem using a slot drill of say 2 or 2.4 mm, you just have to treat it gently. High spindle speed - I would use 2000 rpm as it's the fastest on my machine. Maximum depth per cut say 1 mm on brass, probably better 0.5 mm if it is hard material*, and use neat cutting oil for steel. Use power feed if you have it, this will reduce the risk of uneven feeding overloading the teeth.
Yes, you could bodge it some other way, but you won't learn much about using your new milling machine. A decent milling vice (with a parallel to bring it up to height) should have no problem at all holding a piece of 3/16" metal, even if it is only 3/8" long.
Is your slot open-ended or closed?
David
*I personally think cuts of 0.001" are more likely to wear out your cutter prematurely; it is certain to wear out your patience! Edited By David Littlewood on 30/01/2012 23:08:24 |
| Ady1 | 31/01/2012 02:11:14 |
6137 forum posts 893 photos | When things get this small I would think that "zero backlash" techniques and strategies would become increasingly important |
| John Olsen | 31/01/2012 05:42:36 |
| 1294 forum posts 108 photos 1 articles | I would remove as much material as possible by drilling along the line first. In any case it is really good to have a hole at each end of the slot even in larger work. (I'm assuming a closed slot here.) As Ady says, controlling backlash and also keeping the feed rate really slow is very important. I am lucky enough to have one of those overpriced fine feed attachments, which gives better control at really low feed rates than I can do by hand. But before I had that I did the odd job like this by hand. I have some 1/16 slot drills...always buy more than one! I would put on more than a thou of downfeed, the usual guideline of about a quarter of the diameter should still be OK, but you want to be turning these tiny cutters as fast as you can. If you work out what the rotational speed should be, it is probably higher than the machine can do. This means keeping the feed rate down to avoid biting off too much. When you are doing the feed by hand, this means taking a lot of care and not being impatient. There are attachments made to give a higher spindle speed for this sort of work, but they tend to be a bit too expensive. regards John |
| JasonB | 31/01/2012 07:33:03 |
25215 forum posts 3105 photos 1 articles | Its teh forked end to go onto a valve rod if that helps people visualise what Wolfie is trying to make, off a Stuart S50 I think.
Just one thought Wolfie how much metal are you taking off per pass, I know on your mill clamps you took a full 8mm depth of cut with a 8mm dia cutter. If you are doing similar with your smallest cutter it will flex sideways.
J |
| Wolfie | 31/01/2012 08:56:53 |
502 forum posts | Ha! No not taking 8mm cuts any more, learned that one quickly. Aye its the forked end piece for the S50 like Jason says (thus open ended) and I've made the bloody thing 4 times now grrr The slitting saw sounds like a good idea, why did I not think of that. |
| Terryd | 31/01/2012 09:13:53 |
1946 forum posts 179 photos | Hi Jason, If it's an open ended slot as In a clevis, surely a slitting saw is the way to go? Hi Wolfie, is this the type of thing you are making? Clevis  I made this one below this morning for fun and to test skills I haven't used in a long time. I had to mill down a piece of rusted 8mm bar to 3/16 (5mm actually). I then filed a groove across0 the middle of the end, to locate a hacksaw blade using the corner of a square file. I cut the slot down with a hacksaw with two blades in the frame which gave me a slot just short of 3/32" wide and then filed it to width with a flat needle file. The whole thing (not including milling) took about 10 to 12 minutes, but then again I didn't bother with marking out, I just did it by eye and guessed the depth, so that would add some time. I just need to turn down the shoulder now. It is steel, the straw colour is not heat treatment but the cast thrown by the lighting in the kitchen. My Clevis  Best Regards Terry Edited By Terryd on 31/01/2012 09:17:39 |
| Tel | 31/01/2012 09:26:38 |
 157 forum posts 28 photos | Yes, a slitting saw is what you want for those - I have a photo series on making them on this page - be well worth you having a look.  |
| Tel | 31/01/2012 09:32:37 |
157 forum posts 28 photos | 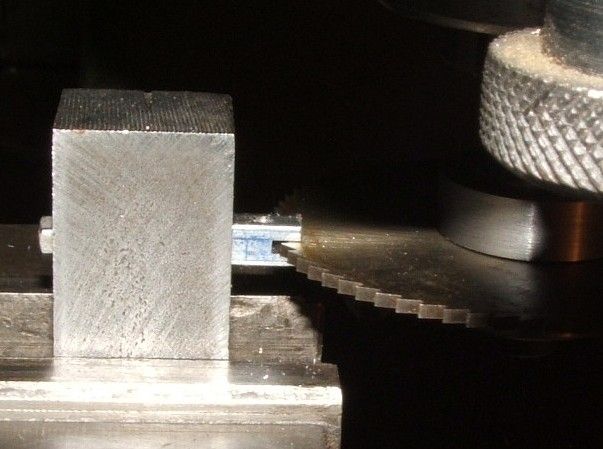 |
| JasonB | 31/01/2012 10:10:06 |
25215 forum posts 3105 photos 1 articles | Yes as I said in the first post about positioning the cut a slitting saw is best but you will need to have a decent amount of metal to hold in the vice.
"Another way to avoid an overwidth slot is rather than mill it do it sideways with a slitting saw, again touch the saw down onto the work and calculate how far down to lower the blade."
But they could be done with teh clevis stood vertically and light say 0.020" cuts taken, as the slot is only 3/16" deep your cutter will reach. Will save you having to buy a saw arbor and blade for now
 J Edited By JasonB on 31/01/2012 10:11:27 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Small Milling problem