Forum sponsored by:

Slitting saw thickness
| Skarven | 27/11/2011 08:09:27 |
 93 forum posts 11 photos | Hi, I have a slitting saw 125x27x2 72T and I feel that for cutting purposes, it could be thinner. At 600 rpm and lots of oil it cuts 25mm aluminum beautifully, with an almost polished surface. The sound though is frightening, with hearing protection, even in the next room a must. Is there an optimum thickness for slitting saws? At CTC Tools they sell the 125mm with thickness from 0.8mm to 6mm. |
| JasonB | 27/11/2011 08:25:59 |
 25215 forum posts 3105 photos 1 articles | I think its more the optimum speed thats your problem, sounds too fast to me, I usually use 3" to 4" ones at about 200rpm.
J |
| Skarven | 27/11/2011 08:44:41 |
93 forum posts 11 photos | I tried 75, 180 and 280, but they all gave a lot of vibration. This might be a resonance problem. I have ordered two VFD's, one for my lathe, and one for the mill, mostly because I want to make lower speeds possible, but maybe they can be used to tune away some vibrations? Is there a problem with a thickness of only 0.8mm? Will it break easily? |
| Hugh Gilhespie | 27/11/2011 09:45:12 |
| 130 forum posts 45 photos | Hi Skarven
This link has some useful information on slitting saws on page 13.
Regards, Hugh |
| Andrew Johnston | 27/11/2011 13:06:47 |
 7061 forum posts 719 photos | The problem is unlikely to be resonance, as it occurs at a series of unrelated frequencies. Running at 600rpm is prehaps a little fast for aluminium; 400rpm may be better. There is no way the slitting saw should be making the kind of noise you describe. I suspect the problem may be too low a feedrate. What feedrate are you using? Best Regards, Andrew |
| JasonB | 27/11/2011 13:20:31 |
25215 forum posts 3105 photos 1 articles | The VFD will help, I find that if I'm doing something that starts to resonate then slightly modulating (fancy name for turning up and down) the speed knob you can stop it before it gets too bad.
Nothing wrong with using a thinner cutter but there is a slight risk of them going astray.
I have heard of people using TCT saw blades made for cordless circular saws to cut alloy on the mill, the advantage of the tips is there is more clearance behind and they had quite a narrow kerf about 1.4mm.
J |
| Skarven | 27/11/2011 14:50:52 |
93 forum posts 11 photos | Hi, Thanks for the link Hugh, There was a lot of info there. Martindale gives a rpm of 950 for a 4" saw in aluminum, this should be app. 760 for a 5" saw. Andrew, I think You are right. The feed was very slow. In fact it was as slow as I could get it, about 0.5mm/s or 30mm/minute. This is 30mm / (72x600) = 0.0007 mm/tooth. Martindale recommends 0.0002" - 0.002 per tooth or 0.005 - 0.05mm / tooth. I will try a few more cuts with a higher feed rate and report back the result.. I hope my saw has survived the 400mm cut 25mm thickness at snail pace  JasonB, I have also noticed that sometimes both decreasing and increasing the speed will avoid chatter, so I look forward to test the VFD's on both the mill and the lathe. |
| Steve Withnell | 27/11/2011 16:51:18 |
 858 forum posts 215 photos | I'm not an expert on using slitting saws but...I've not used a saw above 100m x 1.5mm and would run below 400rpm. Also I only take light cuts, on a 3 inch saw with 60ish teeth I've been doing 0.5mm per pass in aluminium and just keeping up the feed rate so the saw is always cutting. I use parafin as a cutting fluid to stop the ally sticking to the teeth. It all starts getting unhappy when I get beyond a 1mm deep cut and I'm 10mm or more into the workpiece. I also cut by pushing the work into the oncoming tooth, rather than pushing into the going away tooth, if that makes sense. (a la climb milling)
I use slitting saws only where I need a precision slot (say making collets, or a new butterfly bar for a carburettor), or maybe to part a component cleanly into two (eccentric straps for steam engines). Everything else is a hacksaw (or angle grinder with a thin cutting disc) as I don't have a bandsaw.
I also don't think you need loads of tech to get a slitting saw to work well. I only have a limited number of speed choices on my round column chinese mill, but it's perfectly adequate.
|
| Steve Withnell | 27/11/2011 16:51:20 |
858 forum posts 215 photos | I'm not an expert on using slitting saws but...I've not used a saw above 100m x 1.5mm and would run below 400rpm. Also I only take light cuts, on a 3 inch saw with 60ish teeth I've been doing 0.5mm per pass in aluminium and just keeping up the feed rate so the saw is always cutting. I use parafin as a cutting fluid to stop the ally sticking to the teeth. It all starts getting unhappy when I get beyond a 1mm deep cut and I'm 10mm or more into the workpiece. I also cut by pushing the work into the oncoming tooth, rather than pushing into the going away tooth, if that makes sense. (a la climb milling)
I use slitting saws only where I need a precision slot (say making collets, or a new butterfly bar for a carburettor), or maybe to part a component cleanly into two (eccentric straps for steam engines). Everything else is a hacksaw (or angle grinder with a thin cutting disc) as I don't have a bandsaw.
I also don't think you need loads of tech to get a slitting saw to work well. I only have a limited number of speed choices on my round column chinese mill, but it's perfectly adequate.
|
| Skarven | 27/11/2011 17:15:31 |
93 forum posts 11 photos | Higher feed rate did the trick. 125x2x27 72T, 600 rpm and a feed-rate of 4mm/s or 240mm / minute. No vibration, almost no sound, just a healthy sawing one. I had my fingers on all three stop buttons while cutting  , so I took a picture after the cut and after resetting the X-axis for a new cut. I'm making 5 holders for a BXA QCTP so there are 3 more cuts to do. This really worked! , so I took a picture after the cut and after resetting the X-axis for a new cut. I'm making 5 holders for a BXA QCTP so there are 3 more cuts to do. This really worked! Thank you for all help!  |
| Skarven | 27/11/2011 19:04:15 |
93 forum posts 11 photos | Finnished cutting of dove-tailed blocks for BXA QCTP. Each cut was about 10 seconds, although the setting up took much longer! 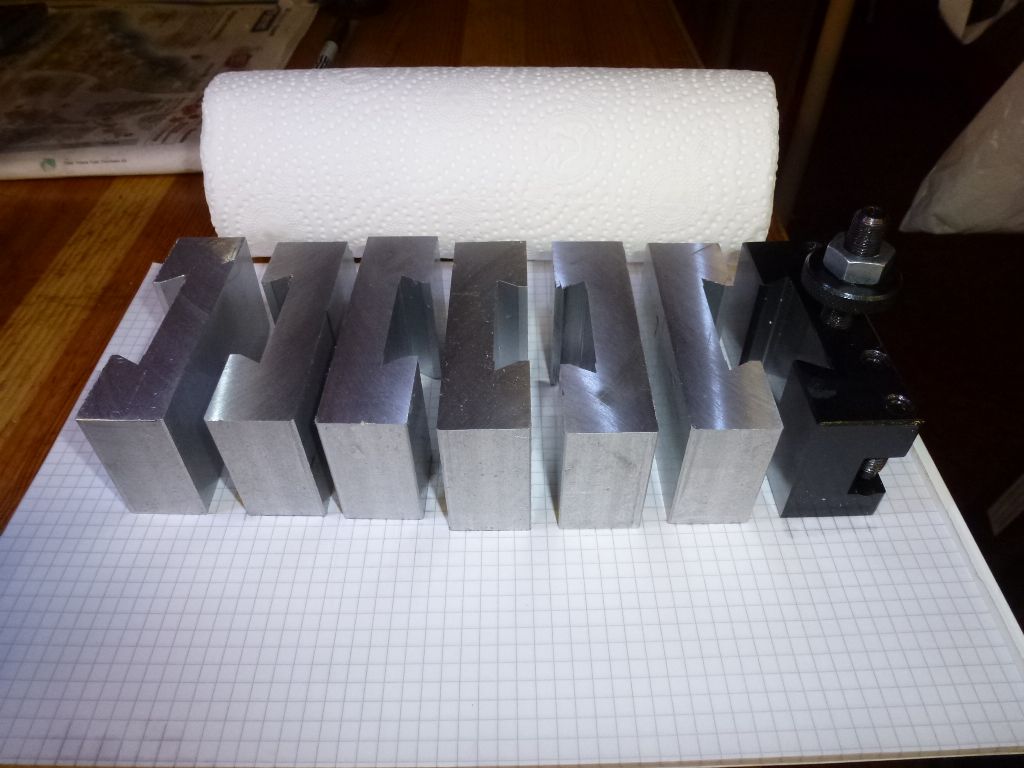 |
| Stub Mandrel | 27/11/2011 20:40:56 |
 4318 forum posts 291 photos 1 articles | What grade of alloy are you using Skarven? I want to make a QCTP one day and chopping up alloy seems much more appealing than working through a few feet of mild steel. Neil |
| Skarven | 28/11/2011 06:21:56 |
93 forum posts 11 photos | Hi Neil, I have 3 plates 370mm square and 25.4mm (1") thick. They are marked "ALLA PLUS PLATE" and "P1115". From what I can find out, the 1115 means that it is essentially pure aluminum. This is what I had from the scrapyard, so that's why I'm using it. If you make holders for AXA or BXA, the dimension for the dovetail is very critical. Even a cut of 0.02mm makes a real difference to the fit. |
| ady | 28/11/2011 07:14:16 |
| 612 forum posts 50 photos | I've found that cutting discs are far less scary than slitting saws. Stiffness for the disc and the work, a decent speed and a careful feed rate seem to be pretty essential to a decent job. Heat can be a major issue, especially aluminium, because the slitting saw gap can close as the aluminium heats up. There are various sources for cutting discs. Edited By ady on 28/11/2011 07:17:31 |
| Ian S C | 28/11/2011 09:34:57 |
 7468 forum posts 230 photos | I find the best aluminium alloy to work with in places where strength is required, and ease of working is 7075 T651 tooling plate, the place I get it from say in their ads that its "strong as steel", also the sell scrap bit at a reasonable price, its definitly harder, and srtonger than ordenary extruded bar. Ian S C |
| John Stevenson | 28/11/2011 09:40:03 |
 5068 forum posts 3 photos | Posted by ady on 28/11/2011 07:14:16: I've found that cutting discs are far less scary than slitting saws. Stiffness for the disc and the work, a decent speed and a careful feed rate seem to be pretty essential to a decent job. Heat can be a major issue, especially aluminium, because the slitting saw gap can close as the aluminium heats up. There are various sources for cutting discs. Edited By ady on 28/11/2011 07:17:31 Care to link to what cutting disks are suitable for aluminium ? John S. |
| Gordon W | 28/11/2011 10:17:32 |
| 2011 forum posts | I've found that stone cutting discs work better on ally, and on copper. Found out by accident when cutting up scrap. Please note I am not recommending this! just mentioned it. |
| ady | 28/11/2011 13:00:50 |
| 612 forum posts 50 photos | Care to link to what cutting disks are suitable for aluminium ? Sorry. I just use what I've got. No names to name. Fleabay specials, extra thin, can be used on stainless. You've GOT to mount stuff properly, both the cutting disc and the workpiece. Those hand held things are a dangerous joke. Edited By ady on 28/11/2011 13:05:48 |
| Billy Mills | 28/11/2011 13:20:41 |
| 377 forum posts | Ady , you might like to read this:-Grinding Aluminium. As far as I know most workshops go the same way as MIT and ban aluminium grinding- too many accidents.
With a very thin cutting disk you can still get the melt-stick-shatter process which does not help at all.
Billy.
|
| John Stevenson | 28/11/2011 13:48:53 |
5068 forum posts 3 photos | From the bit of experience I have had with grinding aluminium you might as well use a hatchet, the finish and accuracy is far better. John S. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Slitting saw thickness