Forum sponsored by:

So, now i have removed the Clarkson chuck should i stick with it?
Or any other recommendations?
| nic | 25/08/2011 09:02:24 |
| 42 forum posts 1 photos | Hi there,
So now i have removed the chuck and the taper looks in nice condition, should i continue to use it?
Or as the title says, could i upgrade to something much better and easier to use?
My mill has a 2MT spindle,
Again any advice greatly appreciated.
Cheers
Nic
|
| John Stevenson | 25/08/2011 09:26:12 |
 5068 forum posts 3 photos | Nic, An ER series chuck will give you far more latitude in what you can hold. 4 collets 7-6mm, 11-10mm, 13-12mm, and 16-15mm [ for the ER 32 series ] will hold all 8 common sized metric and imperial cutters. Remember with an ER collet there are no steps in size, each collet over 3mm has a 1mm holding range. John S. |
| nic | 25/08/2011 09:36:17 |
| 42 forum posts 1 photos | Hi,
Or
Thanks
|
| David Clark 1 | 25/08/2011 09:49:26 |
 3357 forum posts 112 photos 10 articles | Hi There
Sell the old chuck on Ebay and put it towards an ER chuck.
regards David
|
| NJH | 25/08/2011 10:06:09 |
 2314 forum posts 139 photos | Nic The other advantage is that you can also use the collets in your lathe. You will just need to buy the appropriate holder if your lathe spindle is other than No 2MT . Regards Norman Edited By NJH on 25/08/2011 10:09:00 |
| nic | 25/08/2011 10:17:26 |
| 42 forum posts 1 photos | Ahh yes of course, i have an ML7 so yes, perfect! |
| Richard Parsons | 25/08/2011 10:26:10 |
 645 forum posts 33 photos | Nic
If your old chuck is a ‘Poziloc’ type it is designed to hold ‘End Mills’ and ‘Slot Drills’. The collets come in two ranges Inch and Metric. From memory there are 4 sizes in each range for your chuck. These hold the end mill/slot drills in such a way that it will not unscrew into the work-piece or screw back into the chuck. To use it successfully you need ‘Poziloc type’ cutters. These have threaded ends. So long as it runs true I would keep it as it is the tool for the job. Rgds Dick |
| Phil P | 25/08/2011 13:04:59 |
| 851 forum posts 206 photos | I would be getting a set of plain 2MT collets for your standard end mills and slot drills. You probably only need three ie 1/4" 3/8" and 1/2" (Or 6, 10 & 12mm if you have gone metric) That would give you maximum daylight under the cutter for bigger jobs. I agree that an ER chuck is also useful and can hold not just milling cutters but drills as well. For rigidity and working space go for the cutters being up as near to the head bearings as possible though. Phil Edited By Phil P on 25/08/2011 13:06:58 |
| John McNamara | 25/08/2011 13:44:21 |
 1377 forum posts 133 photos | Hi Nic
I have a different mill with a NT40 taper However My favorite is a Clarkson chuck. I also have an ER40 collet set and chuck, also NT40 taper. Out of the two I prefer the Clarkson and only use the ER chuck if the cutter has an unthreaded shank. To set a cutter in the Clarkson is so simple. First insert the correct collet to match the cutter shank, Then Screw in tightening collar on the chuck by hand until it is fully screwed in without the cutter. Then screw the cutter in until it hits the centering pin. Now the important bit; unscrew the tightening collar about a third of a turn and screw the cutter in a little more while keeping the tightening collar from moving. Finally tighten the tightening collar it should almost but not quite stop against the main chuck. It only needs to be moderately tight, there is no need to apply great force. The objective here is to set the cutter firmly against the centering pin in the centre of the chuck. Be careful while screwing in the cutter they are sharp. Sometimes they are a little tight. Wrap the cutter in several layers of cloth to protect your fingers from the sharp edges. Even if you do not tighten the collar the cutter will only move up into the chuck and self tighten when you start work (Not recommended) however it will never move down. The Clarkson design guarantees that the cutter will not move under cutting loads, something that an ER collet cannot do. There is nothing worse than a cutter changing length with the cutter spiraling into the work ruining it. The ER type works OK provided it is tightened correctly. If the cutter slips you are likely to score and ruin the accuracy of the collet. That does not happen with the Clarkson. You have not mentioned if the Clarkson collets are one piece or two (You have to look closely the two part ones have a thin tapered outer sleeve). Do you have a set or only one? The so called "damping" collar 2 Morse taper a great idea. Something the ER chucks I have seen do not ahave. It must greatly assist rigidity.
In fact here is an Idea! An expanding collar made from 2 screwed collars, one inside the other could be placed between the bottom of the the spindle and the top of any chuck to reduce the bending load on the morse taper shank. It would need to be made to measure but not that difficult.
Cheers John McNamara Edited By John McNamara on 25/08/2011 14:06:26 |
| Ian S C | 25/08/2011 14:51:57 |
 7468 forum posts 230 photos | On the Rexon, I fit a large flycutter direct on the thread, It's ridgid, needs no draw bar, and gives maximum room under the spindle, I suppose that other tools could be fitted that way (no hand book to tell me not to) Ian S C |
| Andrew Johnston | 25/08/2011 15:22:39 |
 7061 forum posts 719 photos | Posted by John McNamara on 25/08/2011 13:44:21: To set a cutter in the Clarkson is so simple. First insert the correct collet to match the cutter shank, Then Screw in tightening collar on the chuck by hand until it is fully screwed in without the cutter. Then screw the cutter in until it hits the centering pin. Now the important bit; unscrew the tightening collar about a third of a turn and screw the cutter in a little more while keeping the tightening collar from moving. Finally tighten the tightening collar it should almost but not quite stop against the main chuck. It only needs to be moderately tight, there is no need to apply great force. Interesting, but not what my Clarkson instructions say: 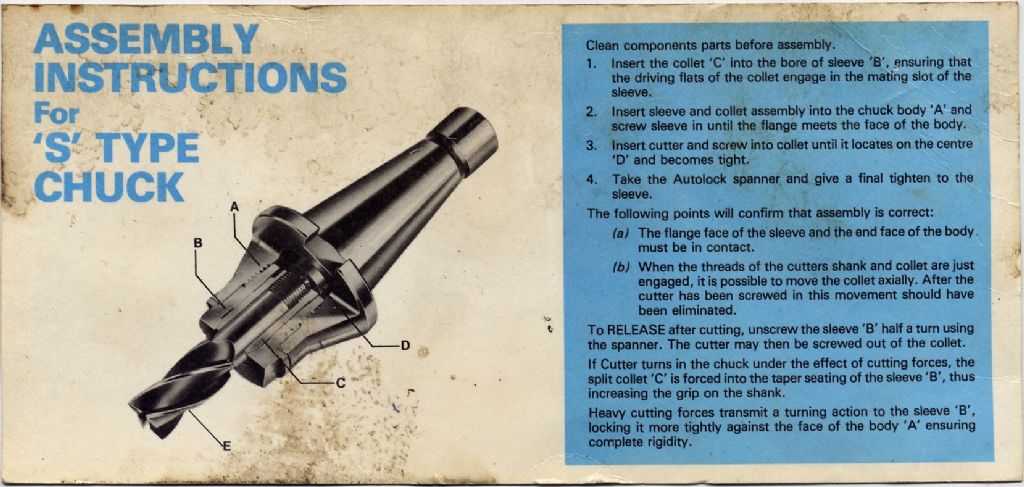 Does the chuck use C or S collets? Regards, Andrew |
| John McNamara | 25/08/2011 15:42:21 |
1377 forum posts 133 photos | Hi Andrew Yes my method differs slightly. I like to feel the proper tension on the cutter as I take up the slack, The method in the instructions says Screw in sleeve B until it touches, then Insert the cutter until it locates on the centre and then tighten sleeve B. With a condition that sleeve B is tightened against the face. And the cutter touches the base. By “almost” screwing the sleeve B home (almost) being a very small amount I know that I am feeling the take up on the cutter, and know it is snug. Not the sleeve bottoming. I recently got a couple of chucks in an auction job lot one had badly deformed threads no doubt from unnecessary over tightening. Cheers John |
| DMB | 25/08/2011 16:10:15 |
| 1585 forum posts 1 photos | nic,
If you keep the Clarkson chuck, cut a `washer` of thin flat plastic to fit inside the damping ring. I used a cut out of the red plastic lid on Nescafe tins. Should you get that damping ring jammed up tight, it will be much easier to undo with the plastic interposed.
John |
| NJH | 25/08/2011 16:12:05 |
2314 forum posts 139 photos | Hi again Nic If you have an ML7 you can get a holder for ER25 collets which screws directly onto the Myford nose piece. I have one of these and it works very well. I have to say though that I have a Posilock chuck for the mill. - I bought it before the ER collets arrived! Which is better in the mill? I don't know but John S has a lot of experience and John McN makes a fair point about security of the cutter. You didn't expect a definitive answer did you? I would, however, recommend the ER25 chuck & collets for the Myford when funds permit! Cheers Norman |
| John Stevenson | 25/08/2011 16:18:28 |
5068 forum posts 3 photos | There are two schools of though on how to tighten a Clarkson collet chuck up. The seat of the pants method that has been used and passed on for years in which you leave a tiny gap, tighten the cutter into the collet and rely on the nut to seat the lot, ideally still leaving a tiny gap to prove it's tight. The other method, approved by Clarkson is to screw in the nut until it touches, insert the cutter until it locates on centre then tighten the sleeve. This brings up some doubts though, how can you tighten the sleeve if it's already touching ? End of the day though once in use the cutter will self tighten by the thread action. However fast forward to nowadays and the use of CNC's and experienced users of CNC will use the former method, the reason being if you use the correct factory method you will tighten the cutter, set the tool off set and once in use it self tightens and your offsets go all to pot. Now you don't have to have a CNC to see this problem. One guy at Clarksons wrote this instruction booklet - who's to say he had any practical experience. If his views are the same as his views on Top Gear then it's a load of tosh.  BTW you won't see Clarkson holders on the shop floor in modern shops as they limit the type of tooling that is available. John S. Edited By John Stevenson on 25/08/2011 16:19:29 |
| Cabeng | 27/08/2011 02:00:40 |
| 86 forum posts 59 photos | Once upon a time I had Myford 2MT collets for the S7, a 30INT Clarkson for the mill horizontal spindle and a 3MT Clarkson for the vertical spindle - but different designs, collets weren't interchangeable. Many moons ago I changed over to ER32 collets with appropriate chucks for the various spindles. A very good move, I've never regretted it, so I would definitely suggest moving over to ER collets. I've never had a problem with end mills coming out of an ER collet, or slipping in any way. I do, however, use what I believe is called a milling nut if I'm doing relatively heavy cutting - this has some sort of roller bearing arrangement between the nut body and the bit that bears on the nose of the collet, so that less of the tightening torque goes into friction and more is left to close the collet harder. I also use them extensively for workholding in the S7 - someone is bound to chip in that they're not designed for this purpose, but worry ye not, they work very well in this mode! A couple of points you should be aware of:- 1) The full bore length of the collet should be used for gripping work or cutter - never use less than 2/3rds of the length as accuracy will fall of dramatically. 2) Accuracy also tends to fall off slightly as a collet is closed down towards its minimum diameter, so they're at their best when used close to their maximum diameter. 3) And it's well worth changing over to metric cutters, because they fit the collets better - closing a 7-6mm collet onto a 1/4" end mill takes a fair bit of spannering. For a combination of 2) and 3), I don't find them very useful for holding drills, and wouldn't normally use them for drills in the range say x.1 - x.5 mm, where x = 2mm - 19mm for ER32 collets. Oh, the size of the ER32 nut sometimes gets in the way when using short, small diameter cutters - Murphy inevitably decides that the nut will tend to clout the bolts holding the work down! Murphy gets put in his place by having an ER20 parallel shank chuck and collets, which can be held in the the ER32 chuck. |
| Chris Trice | 27/08/2011 08:02:28 |
 1376 forum posts 10 photos | I have both types and I confess I like and use the ER chuck 95% of the time. The only advantage to the Clarkson is that when replacing a cutter, it goes back at the same height each time but I can count the number of times this has been essential on one hand. It's OK saying the Clarkson is easy but the ER is easier still. You just tighten it and its versatility is a huge plus. You don't even need to take the chuck out to put in a drill chuck because the ER collets happily take drill bits of all sizes and much closer to the quill bearings. |
| nic | 27/08/2011 08:37:52 |
| 42 forum posts 1 photos | Hi everyone,
Sorry i was unable to get to the computer since posting this thread,
Anyway thank you so much for all the replies, I now have a lot to think about!
Cheers Nic
|
| Andrew Johnston | 27/08/2011 10:41:29 |
7061 forum posts 719 photos | Posted by John Stevenson on 25/08/2011 16:18:28: However fast forward to nowadays and the use of CNC's and experienced users of CNC will use the former method, the reason being if you use the correct factory method you will tighten the cutter, set the tool off set and once in use it self tightens and your offsets go all to pot. I don't understand this; surely if the cutter rotates slightly under cutting forces it doesn't move axially, as it is constrained by the centre. Instead the collet moves down slightly against the taper on the sleeve, thus tightening the grip. The only time I tried the method of leaving a small gap between sleeve and body the centre broke the end of the cutter.  Regards, Andrew |
| NJH | 27/08/2011 12:19:51 |
2314 forum posts 139 photos | Hi Cabeng You say :- " I do, however, use what I believe is called a milling nut if I'm doing
relatively heavy cutting - this has some sort of roller bearing
arrangement between the nut body and the bit that bears on the nose of
the collet, so that less of the tightening torque goes into friction and
more is left to close the collet harder." I don't think I've come across this - any chance that you might post a picture please? Regards Norman Can anyone tell me how to get that verticle line to the left of previous posters input when I am quoting? |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > So, now i have removed the Clarkson chuck should i stick with it?