Forum sponsored by:

Tang type Morse Taper cutter
| Oliver Lindley | 13/08/2011 12:35:07 |
| 13 forum posts 3 photos | I recently bought an MT2 25mm end mill from ebay - it is a tang type tool (no drawbar thread). How am i supposed to keep this securely held in my mill? I have had another one of these for a few years and i was able to drill and tap through the tang, however the new one is too hard and blunted a cobalt drill within seconds, so i can't do the same. I was thinking of chopping the tang off and welding on a M10 nut, then fetttling to size. Any other thoughts? It does have a centre hole in the middle of the cutting end - does this imply that it may be for use on a horizontal mill with an end support to stop it falling out? |
| David Clark 1 | 13/08/2011 12:44:27 |
 3357 forum posts 112 photos 10 articles | If the shank is too hard to turn down, put it back on Ebay.
Did you know it had a tang when you bid on it?
regards David
|
| Oliver Lindley | 13/08/2011 12:58:50 |
| 13 forum posts 3 photos | I could probably turn it down with a carbide tool, but holing it securely without damaging the cutting edges would be a problem. Also, the reason why i bought it is because it is a much shorter solution than a conventional cutter in the collet chuck. I did realise that it had a tang, but as i had managed to drill and tap one before, i didn't think that it would be a problem - the markings suggest that it is plain HSS, but it does seem to incredibly hard. Does anyone know how one of these should be used? or are non-chinese morse tapers sufficiently good that it won't get pulled out? |
| Tony Pratt 1 | 13/08/2011 19:54:44 |
| 2319 forum posts 13 photos | I have seen them in museums and god knows how they were used safely, seems a recipe for disaster. I wouldn't rely on a morse taper to hold a milling cutter securely and really a draw bolt is the only way to go!
Tony |
| Michael Cox 1 | 13/08/2011 20:08:08 |
| 555 forum posts 27 photos | Could it be intended to be a drill for producing flat bottomed holes?
Mike |
| JasonB | 13/08/2011 20:25:04 |
 25215 forum posts 3105 photos 1 articles | Sparey shows this type of cutter being used to mill in a lathe and makes no mention about retaining it in the spindle. Less likely to drop out of a lathe than a vertical mill but could get pulled out by a heavy cut though it does have a much shallower helix angle than the usual end mills & slot drills we use today.
J |
| Andrew Johnston | 14/08/2011 09:40:54 |
 7061 forum posts 719 photos | Personally, I'd never use a milling cutter relying just on the Morse taper to hold it in place. However, my newest copy of Machinery's Handbook shows both T-slot cutters and endmills with Brown & Sharpe tapers and tangs. The B&S taper is similar to Morse tapers. Not a word about how they are used though. The mystery deepens. Regards, Andrew |
| Gordon W | 14/08/2011 10:07:50 |
| 2011 forum posts | Might it be a core drill, for boring cored holes in castings? |
| Ian S C | 14/08/2011 13:03:07 |
 7468 forum posts 230 photos | I,d proberbly cut the tang, plus a bit more off, maybe with the angle grinder, square it up, then weld on a cylinrical nut, I don't know if your suposed to weld HSS, but I'v done it and it worked. You can then use a draw bar.
Amoung my colection of old books is a copy of "Millers" by Emanuele Stieri, it dates back to 1943, and is based on information from Brown and Sharpe Co, it shows end mills, T-slot cutters, fly cutters all with (I assume) Brown & Sharpe tanged tapers, I thought that perhaps it might tell about using them, without them falling out, not a word!.
Ian S C |
| David Clark 1 | 14/08/2011 13:14:59 |
3357 forum posts 112 photos 10 articles | Hi There
I think Brown and Sharpe are much shallower tapers so would hold better.
Still not a good idea though.
regards David
|
| Andrew Johnston | 14/08/2011 13:24:15 |
7061 forum posts 719 photos | I had to look it up, but you're right, B&S tapers are shallower, albeit not by much. Morse tapers are about 0.6" per foot, while B&S tapers are about 0.5" per foot. As far as I'm aware B&S tapers are pretty much obsolete now, presumably being largely limited to Brown & Sharpe machine tools. Regards, Andrew |
| Nicholas Farr | 14/08/2011 15:30:45 |
 3988 forum posts 1799 photos | Hi Oliver, I think Michael Cox may be on the right track. Below is an avert from a 1963 George Hatch general catalogue, showing HSS MT counterbores with a tang, and a photo of three tanged 1 MT counterbores by F.B. TOOLS, that I aquired amoung some other cutters some while ago. You will notice the helix more akin to a reamer than an end mill.
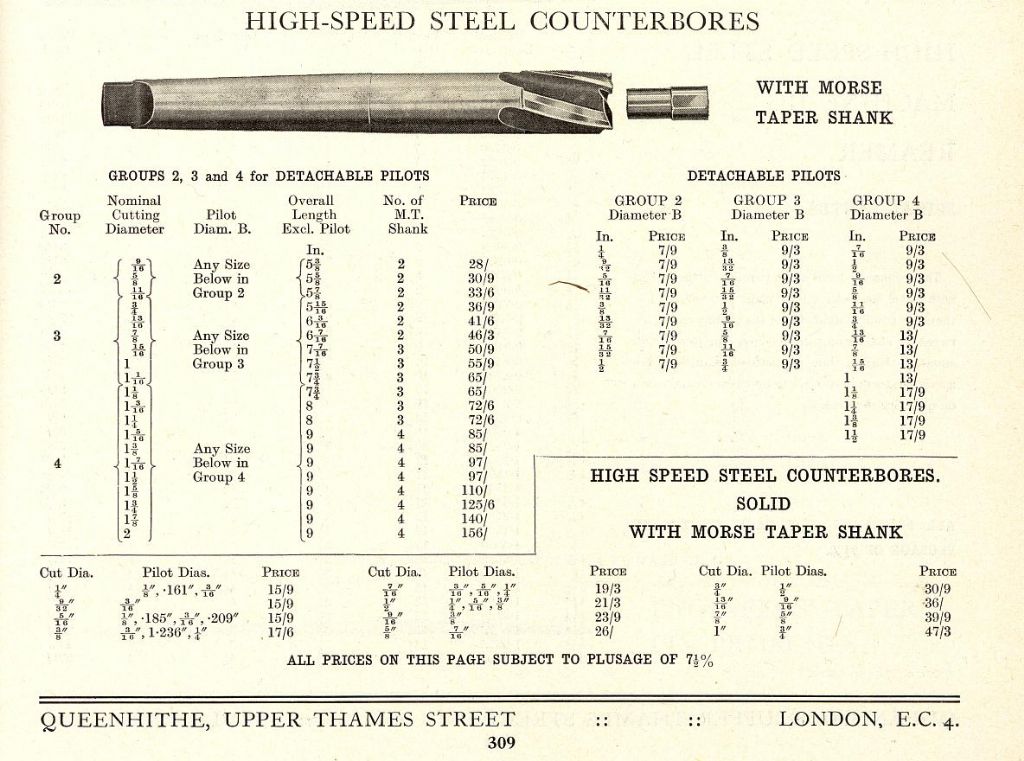  I have never used these myself BTW.
Regards Nick.
Edited By Nicholas Farr on 14/08/2011 15:36:53 |
| JasonB | 14/08/2011 16:48:24 |
25215 forum posts 3105 photos 1 articles | I'd say the ones in your photo are machine reamers as they have a negative helix.unless the picture has been reversed.
The ones in Sparey's book are definately mills as there is a picture of him using the vertical slide to mill a hornblock.
J |
| Oliver Lindley | 14/08/2011 18:50:13 |
| 13 forum posts 3 photos | Hi all
thanks for all the comments. The cutter is definitely an end mill. I decided to chop the end off and weld on a bit of M10 tapped 1/2" bar. Photos below for your enjoyment....
 The new and the old (in that order)  end view of the mill (sorry for my poor photography skills)  The modified mill next to the old one again, and the chopped off tang below |
| Nicholas Farr | 14/08/2011 19:38:49 |
3988 forum posts 1799 photos | Posted by JasonB on 14/08/2011 16:48:24:
I'd say the ones in your photo are machine reamers as they have a negative helix.unless the picture has been reversed.
The ones in Sparey's book are definately mills as there is a picture of him using the vertical slide to mill a hornblock.
J Hi Jason, I think you may be correct about the ones in my photo. I must admit I didn't pay any attention to the negative helix, as I've said I never used them.
The one in the foreground is 7/16" dia' and the cutting edges are 15/16" long and they all have speedicut H S. 18 stamped on them.
Regards Nick. |
| Ian S C | 15/08/2011 02:56:41 |
7468 forum posts 230 photos | If the ones in Nicks photos are ramers there will be no cutting edges on the end . If they are end mills, they may be left hand cutting, or I just had a thought, with a reverse hellix, would that tendto push the cutter into the mandrel, rather than trying to pull it out as in a normal cutter? Ian S C |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Tang type Morse Taper cutter