Forum sponsored by:

A Challenge - How Would You Machine This Part?
| Andrew Johnston | 02/06/2011 15:58:25 |
 7061 forum posts 719 photos | Here's a tongue in cheek challenge!  How would you machine the part shown below? It's a true bevel gear pinion, 10 teeth, 6DP, 3/4" face width. The largest OD is just under 2".  As illustrated, the bevel gears are machined in aluminium; the final parts will be in cast iron. Note that. after deburring, the gears mesh together perfectly. So, what machines would you use, what accessories might be needed, and what tools would you use or need? Regards, Andrew |
| WALLACE | 02/06/2011 16:32:41 |
| 304 forum posts 17 photos | Definetly one for CNC, no argument about it !!
 W. Edited By WALLACE on 02/06/2011 16:33:18 |
| JasonB | 02/06/2011 16:36:39 |
 25215 forum posts 3105 photos 1 articles | If they are bevel gears for a traction engine diff then just cast them in iron and use as is, plenty about like that including mine.
Jason |
| Donald Mitchell | 02/06/2011 16:52:53 |
 90 forum posts 3 photos | I'd use my grandpa's old hacksaw and finish the teeth off with a nice rat tailed file I bought in Woolworths about 30 years ago; I can work to about 2/10 of a thou with that file, who needs CNC Donald In Bonnie Scotland |
| WALLACE | 02/06/2011 17:04:47 |
| 304 forum posts 17 photos | Easey-peasey.
I'd machine them in the same way as the aluminium version !!
W.
Edited By WALLACE on 02/06/2011 17:27:37 |
| Tony Jeffree | 02/06/2011 17:12:31 |
 569 forum posts 20 photos | I'd send the drawings to John Stevenson attached to a suitable number of beer vouchers Regards, Tony Edited By Tony Jeffree on 02/06/2011 17:12:58 |
| Stephen Benson | 02/06/2011 17:14:03 |
 203 forum posts 69 photos | Horizontal milling machine with a dividing head on an angle Edited By Stephen Benson on 02/06/2011 17:16:31 |
| dcosta | 02/06/2011 17:16:11 |
| 496 forum posts 207 photos | Hello Donald.
"I can work to about 2/10 of a thou with that file, who needs CNC" ? I do. I have tendinitis in both shoulders so can't be more than 1 or two minutes with a file swinging back and forth... But I must say that by now I haven't CNC at home. I would like to have, but will not abandon manual control of the machines. I like it very much. Except when it contends with my shoulders or patience... In fact I'm expecting the announced Tony Jeffree article about lathe screw control to start a new project.
Best regards Dias Costa
|
| mgj | 02/06/2011 17:55:11 |
| 1017 forum posts 14 photos | Depends on what it is for - but I have a couple of bevel pinions for the TE to do - a 4" Little Samson in 6DP. I'll do them in cast iron as a parallel depth bevel - see Ivan laws book. I will also do the bevel ring gear like that too. He does do a cast version which I used on the 3" LS, but I fancy a change With a GHT VDH the blank roll is easily achieved using the plate wheel. No CNC at all - fully manual devised during WW1. Aint exactly difficult with a dividing head and mill. Edited By mgj on 02/06/2011 17:56:33 |
| ady | 02/06/2011 20:24:28 |
| 612 forum posts 50 photos | I'd email the picture to Taiwan and ask them to knock some up. |
| ady | 02/06/2011 20:31:46 |
| 612 forum posts 50 photos | On a more serious note. Read up "gear wheels and gearcutting" by a.w. marshall |
| David Clark 1 | 02/06/2011 21:25:04 |
 3357 forum posts 112 photos 10 articles | Hi Tony
And John would put it on a CNC mill I expect.
regards david
|
| John Stevenson | 02/06/2011 23:13:22 |
 5068 forum posts 3 photos | A few options. Probably the most accurate is to sent it to the local gear cutters to be cut on a Gleason Bevel gear cutter. that might be classed as cheating though. Next is to mill it on a milling machine with universal dividing head that can tilt, like the BS0 and BS1 and take 3 cuts, one on centre, one above and one below centre. This does entail some hand filing of the addendum from half way down the face width to get to run correctly. Followed by what MGJ says and cut to constant depth, again three cuts but no hand finishing. Only problem with this method is you have to do the pair, a constant depth bevel will not run with a normal bevel. Then we get the CNC option, again needs tilting dividing head driven by stepper, now I have had to do a bit of guesswork here as Andrew hasn't given any detail on the mating gear and this controls some of the parameters so I have taken a guess at a 10 tooth driving a 45 to get a pitch angle matching the photo. Literally 10 minutes work filling boxes in gets me this. 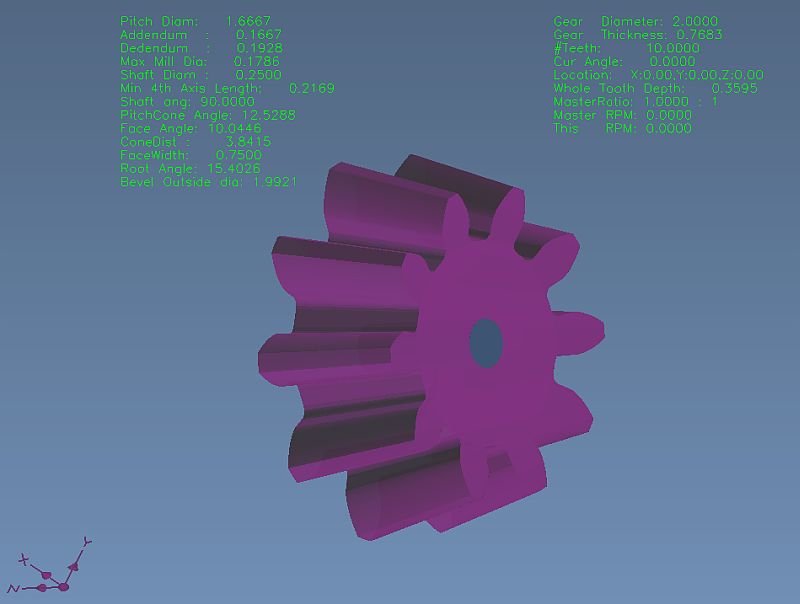 This drawing now gives me all the information I need and 5 minutes later i have the code for this [ which i don't need to look at, just load it and Mach3 tells me it will take 1 hour 58 minutes and 53 seconds to cut this. 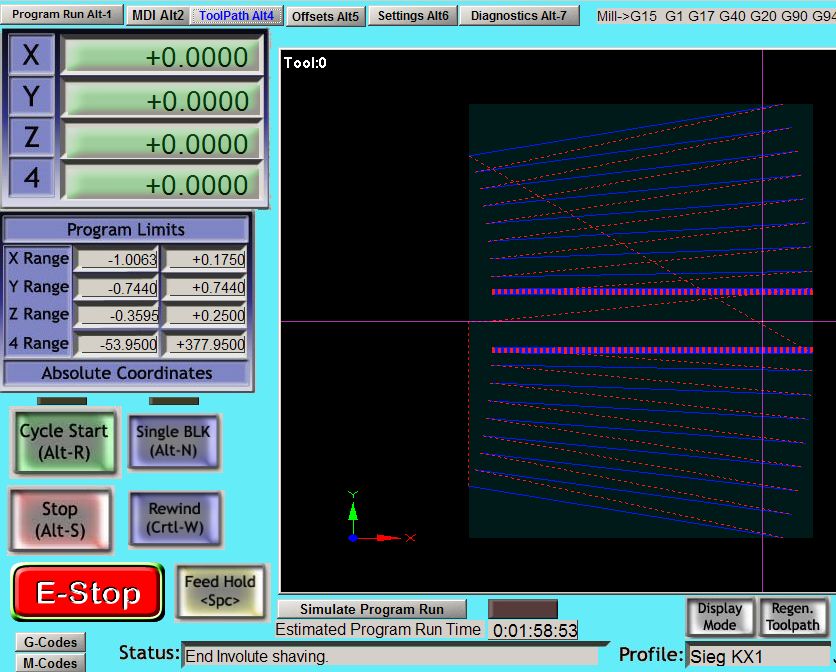 And this on the little KX1 mill, run time just below the screen. John S. |
| Tony Jeffree | 02/06/2011 23:26:08 |
569 forum posts 20 photos | Posted by David Clark 1 on 02/06/2011 21:25:04: Hi Tony And John would put it on a CNC mill I expect. regards david Hi David - Is there another way?  Regards, Tony |
| John Stevenson | 02/06/2011 23:39:33 |
5068 forum posts 3 photos | Forgot to add in the previous post that the program is expecting a cutter of max diameter of 0.1786 so i programmed a 5/32 as being the nearest stock size but could have used a 4mm or a 4.5mm cutter so no expensive tooling needed. John S. |
| Steve Withnell | 03/06/2011 00:01:46 |
 858 forum posts 215 photos | I'd approximate and use parallel depth method to cut manually on my mill drill...but only because I haven't bought a KX1 yet and the lust grows daily... |
| Nicholas Farr | 03/06/2011 00:14:34 |
 3988 forum posts 1799 photos | |
| ady | 03/06/2011 01:02:02 |
| 612 forum posts 50 photos | So, what machines would you use, what accessories might be needed, and what tools would you use or need? A shaping machine and some hss tools, with the blank mounted on a dividing head which could be set over at one end for the bevelly tapery bit. Do the narrow cut. Set over left. Do the left hand cut Set over right. Do the right hand cut |
| Stewart Hart | 03/06/2011 09:57:28 |
 674 forum posts 357 photos | All methods suggested are feasable as long as they end up fit for purpose, so the most important thing you have to consider,
WHATS IT FOR
Stew
|
| Richard Parsons | 03/06/2011 11:02:44 |
 645 forum posts 33 photos | In chapter 5 “Line Shaft”, 6 "Machining the gear cutters", 7 “Machining the gear teeth” and Appendix A “You can machine Skew Bevel gears” of his book The Climax Logging Engine (ISBN 0-914104-09-8) the author Kozo Hiraoka details everything you need to make bevel gears in your lathe. He details the jigs, gauges, the cutters and the formula etc. He also tells you how to make the stuff and then to cut the wheels, Hope it helps. Ok he is working with ‘skew gears’ but you just omit the ‘off set’. You may have trouble getting the correct ‘wire size’ for your 6 DP 10 tooth cutter. I do not know where to find them. 'Hiraoka samma' tells you how to calculate it. I have used gauge plate to machine cast iron valve seats. Take it slow and gentle and you can do it. Edited By Richard Parsons on 03/06/2011 11:03:47 Edited By Richard Parsons on 03/06/2011 11:08:52 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > A Challenge - How Would You Machine This Part?