Forum sponsored by:

Balancing bench grinding wheels
| Clive Barker | 22/04/2011 15:12:21 |
 55 forum posts 29 photos | I wonder if anyone else has had persistent problems with getting their bench grinder to run without vibration? I admit that my machine is only mediocre, but I am sure it would run smoothly if I could balance the wheels. I am going to try turning up two new washers which better fit the bore of the wheels to ensure concentricity, but wonder if anyone has any other suggestions.
Thanks,
Clive. Edited By Clive Barker on 22/04/2011 15:13:54 |
| Clive Hartland | 22/04/2011 15:43:03 |
 2929 forum posts 41 photos | I bought a small grinder from B & Q and it ran awful! Vibration and wheel wobble.
My first thought was to remove the wheels and I was surprised to find two dished pressed metal washers on iether side of each wheel. Non of them were, how can I put it, true.
I made up four new ones from bar and put them on thinking it will run true now, No, it did not. My next thought was to dress the wheels which I did with my diamond stick.
Result was it vibrated more, so I live with it in that state and it is only used as a roughing grinder anyway.
Balancing grindstone wheels is easy enough, you need a parallel knife rest and a bar to fit the bore and set it on the parallels and see what happens. I am dubious about removing any part of the wheel to balance and what else can you stick on that will sit tight?
Clive |
| David Clark 1 | 22/04/2011 16:09:12 |
 3357 forum posts 112 photos 10 articles | Hi There Try running the grinder with no wheels. Is there any vibration? Put one wheel on and try it. Is there any vibration? Take first wheel off and try second wheel. Is there any vibration? regards David |
| Clive Hartland | 22/04/2011 16:20:36 |
2929 forum posts 41 photos | I think I will try that david, sounds a good idea but I will have to make some bench space first as I am at the moment up to my ears in bee stuff and boxes taking all the space.
Clive |
| Terryd | 22/04/2011 19:03:26 |
 1946 forum posts 179 photos | Posted by David Clark 1 on 22/04/2011 16:09:12: Hi There Try running the grinder with no wheels. Is there any vibration? Put one wheel on and try it. Is there any vibration? Take first wheel off and try second wheel. Is there any vibration? regards David Hi David, it may also be a good idea ro reverse each wheel in turn as there may be a sideways imbalance. If this is tried with both wheels it may be possible to damp out the vibrations by using each wheels imbalances to cancel each other out. Also the wheels could be rotated on the shaft (when setting up and testing) in relation to each other for the same reason, Just an idea, Best regards, Terry |
| Nicholas Farr | 22/04/2011 20:12:56 |
 3988 forum posts 1799 photos | Hi, grinding wheels are porous, and as a result they are normally balanced by the manufacturer by gently vibrating powdered chalk I believe, into the appropriate places. Probably a skilled job that is learnt over many years, but most likely to be automated these days.
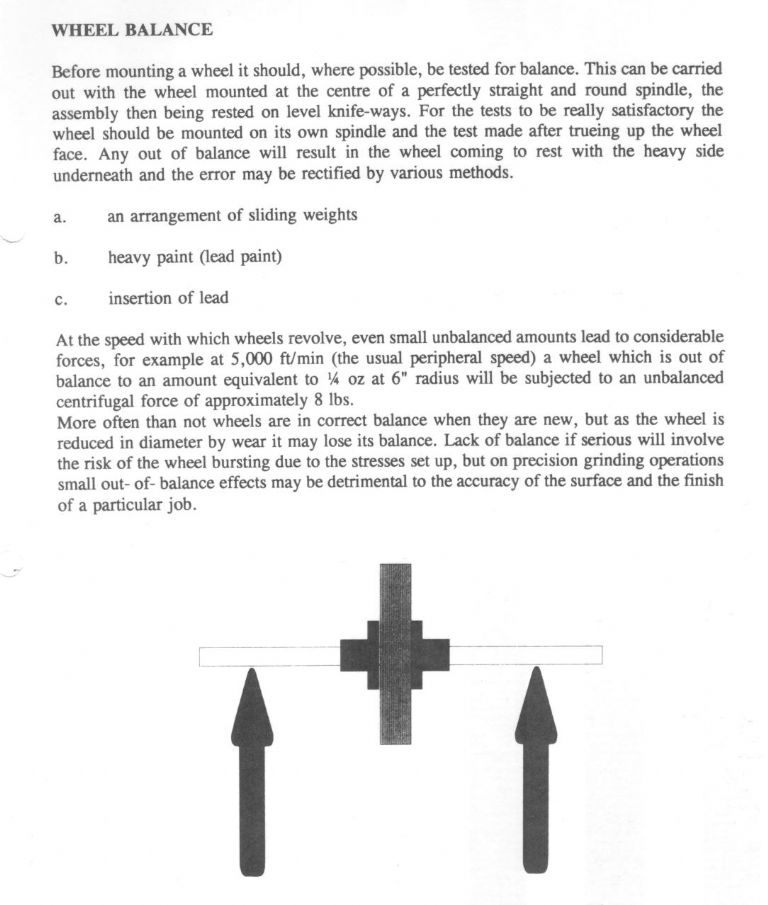
Below is an extract from one of my grinding wheel regulations courses I went on, about wheel balance, but the techniques of the methods are not elaborated upon, but I do believe some more elaborate machines have facilities for attaching weights on the clamping rings.
Clive is correct about checking them on knife edges.
 Regards Nick. Edited By Nicholas Farr on 22/04/2011 20:14:44 |
| Pat | 23/04/2011 05:21:38 |
| 94 forum posts 1 photos | Hi Clive Any grinding wheel that vibrates are depending upon the magnitude and duration of the vibrations at risk of cracking / exploding. For this reason stand to the side to observe the wheels until they have run up to speed and the vibration problems solved. Always ensure other people are also standing out of harms way when running up a new wheel, re-fitting one or running up after a period of non use. The wheels should be a slip fit on the shaft and the side clamping should have thick paper washers to prevent single point contact on the individual grains of abrasive in the wheel. Do not over do over tighten the clamping nut on each wheel finger tight then a nip is all that is required. The threads are cut such that they will self tighten and not spin lose. It is just a thought but are you sure the wheels are uniformly dry. I have had problems in the past with running carborundum wheels with drip feed water for lapidary work when the water was not cut off prior to the wheels being run down. It is just a thought but are you sure the bearings are not shot or the spindle bent - if it is reasonably new take it back and get it exchanged as it is potentially a source of grief. Replacement wheels of reputable make will cost more than a new budget grinder from one of the DIY outlets. I would not go to the trouble of making new flanges until you have the wheels spinning reasonably sweetly at which point you may need to upgrade to more suitable wheels depending upon what you are going to be grinding. The wheels supplied are probably carborundum wheels which are OK for the softer steels and possibly also too coarse. Hope you solve this soon as out of balance wheels are a potential danger. Regards - Pat P.S. The wheels as supplied should run true and be balanced. Prior to serious use the surface should be skimmed with a wheel dresser. A wheel dresser unless very substantial and firmly clamped i.e. not hand held on the rest is unlikely to remove any irregularity and could make the bump worse. Edited By Pat on 23/04/2011 05:33:23 Edited By Pat on 23/04/2011 05:38:58 |
| Clive Barker | 23/04/2011 06:04:15 |
55 forum posts 29 photos | Thanks all for your helpful coments. I would like, firstly, to pick up on Pat's comments regarding safety issues. Yes, I absolutely agree with you about exercising care with potentially dangerous masses possessing a great deal of energy - which is precisely what a grinding wheel is running at normal speed. Out of habit I always stand to one side when starting, I keep the guards in place, and am careful about tightening the washers with adequate soft material to cushion the surface. I just wanted to reiterate your important comments on safety! Thank you.
Clive, my machine is not the the BQ type (mine is made locally made here in Pakistan). In terms of quality it may be one step up from the kind of machine I have seen in BQ, but certainly is superior in terms of weight and proportons. Following on from David's suggestion of trying without any grinding wheels - I can confirm that on its own, the motor runs very sweetly, so no rotor balance problems, nor, I assume bearing problems. I have tried remounting wheels in different angular positions which is the only way I can achieve a tolerable degree of balance, but still not to my liking.
I am intrigued by Nicholas' comments on balancing and the article he attached. The question I have is, if the problem rests with the wheels themselves then what is the best way to balance them! Heavy paint, chalk - but not balance weights as in surface grinders - I think that would be going too far! I can confirm that there is no problem with water - here everything is 'bone dry'!
Thanks to you all for your suggestions. Clive
Edited By Clive Barker on 23/04/2011 06:08:35 Edited By Clive Barker on 23/04/2011 06:12:17 |
| Clive Barker | 23/04/2011 06:05:49 |
55 forum posts 29 photos | PS: Pat, yes I need to invest in a wheel dresser. Not sure where I can locate one here but will look out. C |
| Nicholas Farr | 23/04/2011 08:43:29 |
3988 forum posts 1799 photos | Hi Clive, to be honest I have never had to balance any wheels that I've fitted or serviced, so how to implement lead into a wheel I don't know. The last course I did was 17 years ago and the process was probably described verbally.
On the point of chalk it may have been finely ground sand, all I can remember was a short film about grindstone manufacture on the first course I ever did and that was back in 1978. What I remember seeing is the wheel laying horizontal on a vibrating machine and a small pile of powder piled in one place, the machine was started and the powder just disappeared into the wheel. Maybe lead is made into a powder and put into the wheel the same way. Regads Nick. |
| David Clark 1 | 23/04/2011 11:05:30 |
3357 forum posts 112 photos 10 articles | Hi There
Next stage is to buy a pair of good wheels form someone like J&L industrial.
A60 K5 V
should do fine for tool sharpening.
regards david
|
| chris stephens | 23/04/2011 12:31:26 |
| 1049 forum posts 1 photos | Hi Clive,
Your grinder was made in your country but I bet the wheels are from a near neighbouring one. Regrettably some of the cheap grinders (Chinese) sold over here are fitted with appalling quality wheels. I have seen ones with the centre hole filled with soft ceramic, (partially baked clay?) which was not even centre bored, no amount of truing would be able to make them run smoothly. A good modern wheel will have a cardboard sleeve in its centre which is made to a standard ID which takes a plastic adaptor to allow fitting to various sized shafts on different makes of grinder. In the good old days you poured molten lead into the centre, which then had to be bored to fit the shaft, a valid technique but the modern way is easier, especially on high speed grinders not the hand cranked ones of yore.
You can buy cheap grinders but you must buy quality wheels, a grinder is after all just a motor and work rest, Oh alright a couple of guards, too. but the wheel is the part that does all the work. If as i suspect you want your grinder for model engineering purposes rather than general "DIY bolt shortening" you will want special purpose wheels, such as White Alox ones for HSS or Green grit for TC, not the grey things they usually come with. I might recommend having a finer wheel than DC1suggests perhaps a 100 or 120 for sharpening and a 46 or 60 for rough shaping, but then I am a "recovering" wood-turner.
 Might I add my warnings about grinding wheels, a couple of pounds of sintered grit whizzing around at 3000 RPM has a lot of energy stored in it. Think of it as a domestic hand grenade, both are shrapnel devices one powered by HE the other by KE (kinetic energy). Both though are relatively safe as long as you take reasonable care and give them respect, just don't pull the pin unless you can run very quickly, 'coz you can't throw a grinder very far or quickly enough.
 chriStephens
|
| David Haynes | 23/04/2011 12:56:49 |
| 168 forum posts 26 photos | Good point about the KE in grinding wheels. At what point is it it time to replace them, what are the safety considerations for use, apart from the obvious - goggles and common sense, when are the tell tale signs that replacement is due. I would suspect a given hour usage may play a part in programme replacement, but I don't know what the figure is. Your thoughts please folks.
Dave |
| dcosta | 23/04/2011 13:03:14 |
| 496 forum posts 207 photos | Hello Clive. Once I had a grinder (a Chinese one bought several years ago) who showed the same symptoms as yours. Having experienced two new wheels and after aligning and dressing them the vibration remained. The problem was not the wheels. What was occurring was that the motor rotor had unbalanced mass. In the lathe I cut some of the unbalanced mass and after that I made some holes on the side that had more mass, I got an grinding with, apparently, a little less torque and a little less vibration. But never got as good a grinder as the one I bought from European manufacturing (BOSCH). This one I do not even hear when it works. I do not know the fate of the vibrating grinder. And I do not miss it ... Best regards Dias Costa |
| Clive Barker | 23/04/2011 14:38:19 |
55 forum posts 29 photos | Hi Chris,
Thanks for you comments. I like the handgrenade analogy - but a little too familiar to be comfortable in the current climate! Yes there is a lot of stored energy.
Actually the visible signs indicate that my wheels are not such poor quality. They were purchased in the days before mass imports of cheap poor quality Chinese goods. I am surprised by your descriptions of what is imported to, I assume, the UK. (Really not good eanough). My wheels have both the plastic sleeve in the bore and adequate cardboard pads on the faces. They are unfortunately the carborundum kind - I haven't been able to source the green grit variety for touching up my TC tools. I just about manage to restore the edge when necessary - ie dealing with the skin on CI castings.
Regards, Clive. |
| Clive Barker | 23/04/2011 14:42:29 |
55 forum posts 29 photos | Hi Dias,
I know what you mean about not missing poor quality tools! When I am back in the Uk my lesser workshop there has a decent grinder and a faithful old ML7. Makes such a difference to the simplest and the more involved jobs. I will persevere with my machine here, but think mine not as bad as yours was.
Thanks, Clive. |
| Nicholas Farr | 23/04/2011 21:22:44 |
3988 forum posts 1799 photos | Posted by David Haynes on 23/04/2011 12:56:49:
Good point about the KE in grinding wheels. At what point is it it time to replace them, what are the safety considerations for use, apart from the obvious - goggles and common sense, when are the tell tale signs that replacement is due. I would suspect a given hour usage may play a part in programme replacement, but I don't know what the figure is. Your thoughts please folks.
Dave Hi David, well apart from the obvious that you have mentioned, you should not put undue pressure on to the wheel in an attempt to grind faster, you should not grind on the side of a straight sided wheel with any amount of force, use wheels that are damaged, e.g. any that have chunks broken out of them, or are cracked in any way.
I am not aware of time of usage limit as far replacing them, however they should be replaced when the workrest can no longer be at a maximum of a 3mm gap, or level or near level with the clamping flanges, or if the side of the wheel is excessively worn which cannot be dressed out.
Wheels should be inspected regularly and dressed accordingly and the whole face of the wheel used, not just the middle bit, and the workrest should be adjusted to the minimum practical gap as long as it is no more than the maximum mentioned above.
Regards Nick. |
| Ian S C | 24/04/2011 09:43:12 |
 7468 forum posts 230 photos | If you have no dresser, but have a broken or undersized grinding wheel, use that instead. ian S C |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Hints And Tips for model engineers > Balancing bench grinding wheels