Forum sponsored by:

Myford puzzle?
| Cornish Jack | 27/12/2010 14:36:35 |
| 1228 forum posts 172 photos | Well, it is to me. There must be a great many Myfords in use and the various accessories are pretty numerous also but I have not, so far, come across a reasonably priced source of Myford nose thread dies. Even taps are not much in evidence. The only die I have thus far discovered was priced at an eye-watering £GBP156.00!!!!  and that was just an hexagonal job - not the adjustable sort. I managed to get a tap at a reasonable price but no dies. Anyone know anything different or does one just rely on getting a good finish from thread cutting? and that was just an hexagonal job - not the adjustable sort. I managed to get a tap at a reasonable price but no dies. Anyone know anything different or does one just rely on getting a good finish from thread cutting?Rgds |
| KWIL | 27/12/2010 14:52:01 |
| 3681 forum posts 70 photos | As you say Taps are OK (Tracy Tools). In the case of the thread, a screwcut one is quite adequate, it does not have to be perfect, its job is merely to close the Register faces, the Register radial fit and the rear flat face are the critical surfaces which must be correct. Why would you need a die in this instance? If you are worried about thread form, do not be, merely round the crest of the thread for safety purposes. |
| chris stephens | 27/12/2010 15:03:12 |
| 1049 forum posts 1 photos |
Had you thought about using a hand thread chaser to clean up your machine cut thread? Hand chasers allow you to create a "correct" thread profile and also allow you to shave off whiskers till you get the right fit. I did this recently to salvage a Norton crankshaft that someone had repeatedly hit very hard with a hammer. Worked a treat!
chriStephens
Edited By chris stephens on 27/12/2010 15:03:47 |
| John Stevenson | 27/12/2010 15:33:30 |
 5068 forum posts 3 photos | Jack, The problem with trying to put a thread on with a die at this size and presumably such a short length is you are liable to get a drunken thread of poor quality given the amount of material it has to move and the effort required to use it. One way to get nice threads is to use one piece of a Coventry die set as a multi tooth screwcutting tool. 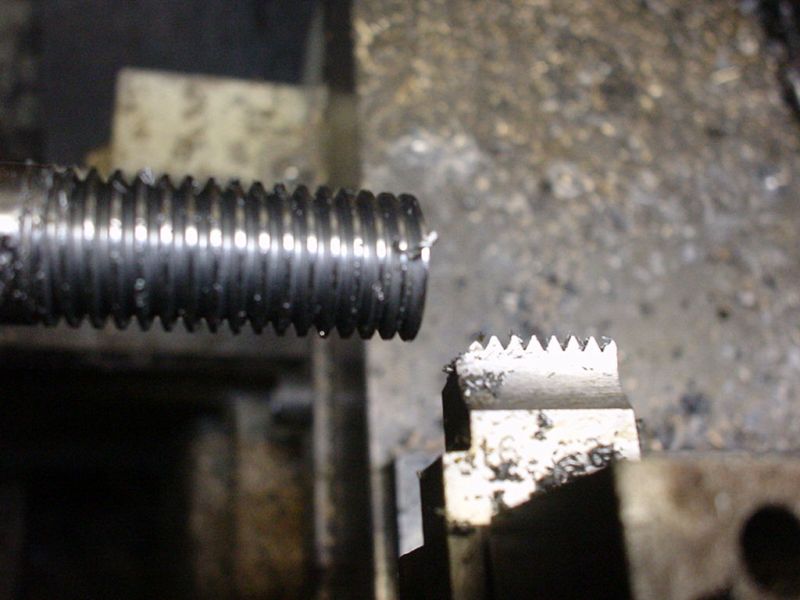 Any 12 pitch Whit form die will do, the diameter doesn't matter, these will put the correct root and crest radii on without any grinding or experience needed. John S. |
| Ray Lyons | 27/12/2010 16:32:48 |
| 200 forum posts 1 photos | Try RDG Tools. I bought both the tap and die about 2 years ago. Not cheap but well under £20. |
| Tony Pratt 1 | 27/12/2010 16:55:22 |
| 2319 forum posts 13 photos | Jack,
You really don't want to be die cutting a thread this size even if one is still obtainable. The torque needed to cut would be quite substantial and quite often tearing can be a problem. A screw cutting tool isn't that hard to make and can be used on other jobs in the future, the root and crest form really doesn't have to be perfect to do the job but of course chasers will give you the correct radii
Tony |
| Cornish Jack | 27/12/2010 17:19:36 |
| 1228 forum posts 172 photos | Thank you one and all. I wouldn't consider using a die to produce a thread of this diameter. The query was just why such a ubiquitous machine would not have a REASONABLY priced tap and die set for thread FINISHING purposes. Thread chasing is obviously the way to go, as JS et al have said. Season's greetings and a warm workshop to all for 2011 Rgds |
| NJH | 27/12/2010 17:32:25 |
 2314 forum posts 139 photos | Hi Jack
The chasers, both conventional and Coventry inserts, are available quite cheaply from Tracy Tools. ( Not too far from Cornwall either - although if you choose to visit I doubt that a chaser is all that you will buy!)
Regards
Norman
|
| Chris Trice | 27/12/2010 18:55:53 |
 1376 forum posts 10 photos | The register does centralise the backplate on the spindle but there is a tiny clearance otherwise you couldn't screw it on. In fact the threads conical form does play a part in centralising the chuck/backplate/accessory too, which is why you want to form the thread well. Obviously it depends what machining tolerances you work to but technically it is possible for the parallel part of the backplate to not touch the parallel part of the register once it's screwed on tight if the thread in both is true. Similarly, a wonky thread can throw the backplate off to the side so that the register contacts it in just one place on one side even if the rear face contacts uniformally. This is why it's good to machine a backplate in situ on your specific lathe to ensure the chuck being mounted to it runs true and why a small error may be seen if the chuck is transferred to another lathe.
None of this applies with a tapered mount obviously as they self centralise assuming again everything is machined true. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Myford puzzle?