Forum sponsored by:

Gear cutters
| Michael Cox 1 | 01/07/2010 15:03:25 |
| 555 forum posts 27 photos | I am interested in making some gear cutter using the button method.
I have two reference to this method. The first is Ivan Laws book "Gears and Gear cutting" and the second in John Stevensons article in Metal Web News (http://www.metalwebnews.com/howto/gear/gear1.html) . Both of these highly respected authors give tables for the button diameter, button spacing and infeed for various gears with a 20 degree pressure angle. However the numbers given in both tables are very different . For example for a gear cutter for 55-134 teeth Ivan Law quotes a button diameter of 32.15, a button spacing of 31.6and an infeed of 11.47. the corresponding numbers from John Stevensons table are 18.81, 19.07 and 3.415.
How can they both be correct? Is it that they assume a different tooth count to be the centre of the range for a particular cutter. Can someone please explain.
Mike |
| John Stevenson | 01/07/2010 15:28:03 |
 5068 forum posts 3 photos | I wish I had a pound for every time I answered this  First off both tables are correct but you either have to use mine or Ivan's, they can't be mixed up. Where the difference is is how the buttons are infed. On Ivan's he touches the front of the button onto the blank, moves sideways and feeds in. the first part of the infeed is in fresh air until the two edges touch the blank. On mine the two edges are centralised onto a blank of calculated width, then infed. It's where the infeed starts that gives the different sizes. I did draw Ivan's and mine out in CAD and place them on top of a correct gear and the differences were so slight it was hard to say which one fitted better. John S. |
| Terryd | 01/07/2010 21:01:59 |
 1946 forum posts 179 photos | I would like to try gear making and would make 18 DP gears. If I wished to make a number 5 cutter, according to your table John, I need pins (buttons) of 46.17mm dia for the form tool. Is that correct? Could these be made from gauge plate (hardened and tempered ) rather than silver steel? That sort of diameter ss is very expensive for experimenting, but I have some 1/4" ground stock that I could make the discs from. Terry |
| John Stevenson | 01/07/2010 21:29:57 |
5068 forum posts 3 photos | Terry, You take the size of the buttons for the cutter needed which are in the table at 1DP scale and divide by the DP so in your case it's 7.18 / 18 = 0.399" or 10.13mm Not sure where you got 46.17 mm from ? You can use gauge plate if needed, it's only the flat version of silver steel. John S. |
| Terryd | 01/07/2010 21:57:29 |
1946 forum posts 179 photos | Thanks John, You've cleared up my misunderstanding, a light has just switched on in my head!!  I was looking at the no 1 cutter in table 2 on your site which gave me the 46.17 figure, so am I right in saying that if I wished to make a No 1 cutter for an 18 dp gear, greater than 135 teeth my buttons would have to be 46.17 / 18 = 2.565" or 65.15mm dia for example? That would be a large piece of silver steel! Terry Edited By Terryd on 01/07/2010 22:05:18 Edited By Terryd on 01/07/2010 22:07:51 Edited By Terryd on 01/07/2010 22:09:48 |
| John Stevenson | 01/07/2010 22:30:36 |
5068 forum posts 3 photos | Yup you have got it. The table is in inches that's why you divide by DP . 2.565" is quite large but you don't need a full circle, you could mark out in gauge plate and cut and file a 1/4 quadrant. the rest of the circle does nothing. Sometimes when the two radii are greater than the centre to centre distance you have to flat the buttons off where they touch anyway to get them in. John S. |
| Terryd | 02/07/2010 05:15:42 |
1946 forum posts 179 photos | Excuse My ignorance John, this area of engineering is new to me, but does the DP affect the 'pin centres' and 'feed in' in the same way? Terry |
| Michael Cox 1 | 02/07/2010 07:55:11 |
| 555 forum posts 27 photos | Thanks for your reply John. I sat down last night with pencil and paper and confirmed your numbers from the geometry. I still cannot understand where Ivan laws numbers come from.
Mike |
| Michael Cox 1 | 16/07/2010 22:47:51 |
| 555 forum posts 27 photos | I have added a page to my website on making gear cutters. You can find it at
Mike |
| Stub Mandrel | 18/07/2010 22:17:06 |
 4318 forum posts 291 photos 1 articles | Sorry if it seems partisan John, but I prefer the Ivan Law method. Why? I just use the discs to take a tiny skim off the blank, then I KNOW I have an accurate zero to feed in from, also I'm not too confident I can part off discs of silver steel to an exact thickness - fine if you make disks from gauge plate. Neil |
| wheeltapper | 16/08/2010 21:06:01 |
 424 forum posts 98 photos | I wonder if someone could help with the trouble I'm having with this gear cutting caper.
I've got Ivan Laws book and I followed the instructions for making a button tool for making a cutter.
I made the cutter exactly to plan ( and boy, did it give my little lathe a pounding)
I hardened and tempered the cutter, made an aluminium blank to try it out and would it cut,.......would it heck as like.
I tried everything I could think of, different speeds, very light feeds,all sorts, made no difference, the tool just hammered away at the ali and tore chunks out.
the cutter just didn't seem to want to take an edge.
It looked like the one in the book, I made sure I had the spacer in the tool holder in the right place for forming and cutting.
the cutter is now at the bottom of the garden and I am totally confused.
I was hoping to attempt a clock but if I can't even make a cutter what Chance have I got.
incidentally, why are the prices of cutters so stupidly variable, RDG sell them for £20-00
Chronos for £12-00 and I found one place on the net selling them for ....£136-00, no its not a misprint, £136-00.
Roy. |
| Michael Cox 1 | 17/08/2010 00:03:50 |
| 555 forum posts 27 photos | Hi Wheeltapper,
I too have been through the frustration of making gear cutters by the Ivan Law method. The John Stevensons method is much simpler and I have had good results. See my web pages:
Mike
|
| Pierre EHLY | 17/08/2010 08:47:19 |
| 5 forum posts | john,
Have you an version for 14°1/2 PA ?
pierre
|
| wheeltapper | 17/08/2010 11:59:31 |
424 forum posts 98 photos | Sorry Mike but neither of those links work for me.
Roy |
| Keith Long | 17/08/2010 12:26:24 |
| 883 forum posts 11 photos | Hi wheeltapper Same problem for me - try putting " .com" after the "weebly" - should work then I think. (note there is a "dot" before the com) Keith Edited By Keith Long on 17/08/2010 12:27:33 |
| wheeltapper | 17/08/2010 12:32:09 |
424 forum posts 98 photos | works for me too, cheers.
looks like a good idea too.
Roy |
| David Clark 1 | 17/08/2010 15:56:25 |
 3357 forum posts 112 photos 10 articles | Hi Wheeltapper,
I too have been through the frustration of making gear cutters by the Ivan Law method. The John Stevensons method is much simpler and I have had good results. See my web pages:
Mike
Edited By David Clark 1 on 17/08/2010 16:02:35 Edited By David Clark 1 on 17/08/2010 16:03:07 |
| Stub Mandrel | 17/08/2010 22:21:33 |
4318 forum posts 291 photos 1 articles | Hi wheeltapper, I have cut gears in EN24T (tough steel) using Ivan Law cutters. I guess something is going wrong with the geometry of your cutters OR you are running them far too fast. This is a cutter from gauge plate, but the geometry is the same:  Look how the cutting edge passes well to the right of the centre of the arbor. This ensures postive rake on the cutting edge BUT the cutter must be mounted to allow relief - move the cutter (not rotating) until its tip can just touch the work - the 'back' must not touch the work when the tip just touches. I run the single point cutters at between 60 and 100 rpm feeding manually about 5 thou per cut in brass or EN1a (free cutting steel), slower feed for hard steels. I brush the cutter with cutting fluid before each cut. In aluminium the cutter should work freely and easily. Good luck Neil |
| wheeltapper | 22/08/2010 12:56:02 |
424 forum posts 98 photos | Hi all
I tried making a cutter using a cone drill but the angle of the cutter seemed far too steep and it wasn't leaving enough material at the tip so I thought, why not turn the problem on it's head.
if I can't tilt the milling cutter tilt the blank.
so this is what I did,
first I fixed my dividing head to the mill with packing under the l/h side to give 5 degrees of tilt to the spindle.
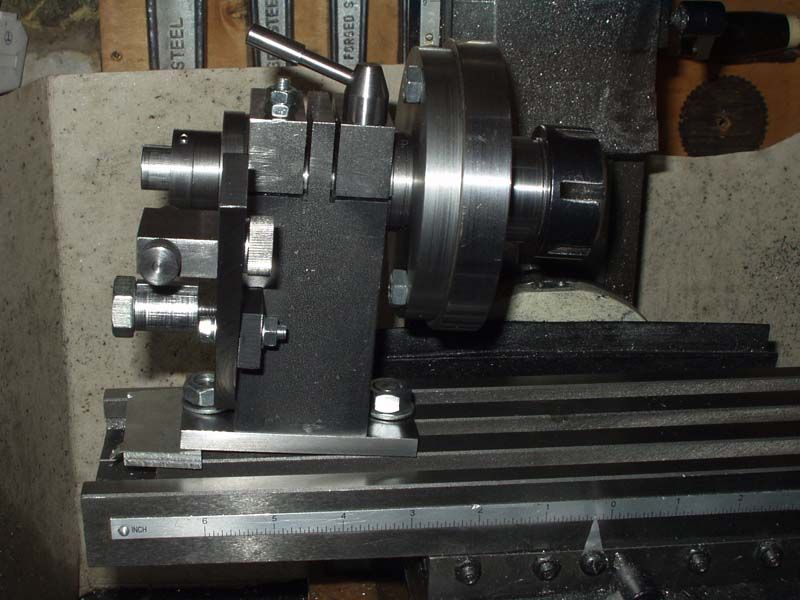 then I held the blank in a collet then I fixed a 120 tooth gear to the div head and indexed the spindle so the blank was square to the bed and took a skim across the end
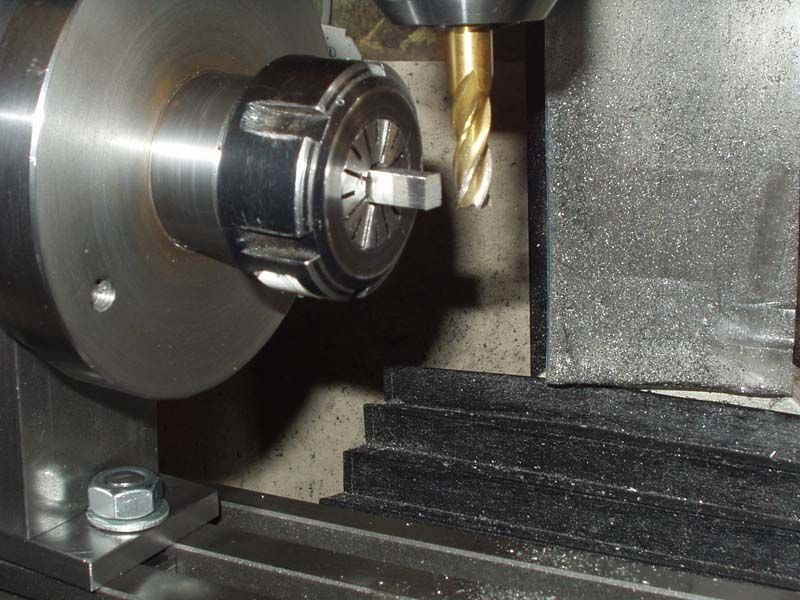 then I fitted a normal milling cutter of a diameter equal to the dia of the button you would use doing it the other way, indexed the spindle 1 tooth which is 3 degrees,fed the cutter up to the blank and fed in the recommended cutting distance. I placed the cutter on the side of the blank which would put the leading (widest) edge of the tip at the bottom and took a cut.
 when it's across far enough, raise the cutter, index 2 teeth the other way and take the other cut. finally index back to zero then go round 180 degrees which puts the cutting edge on top and take a skim across the top with the end of the milling cutter to relieve the tip.
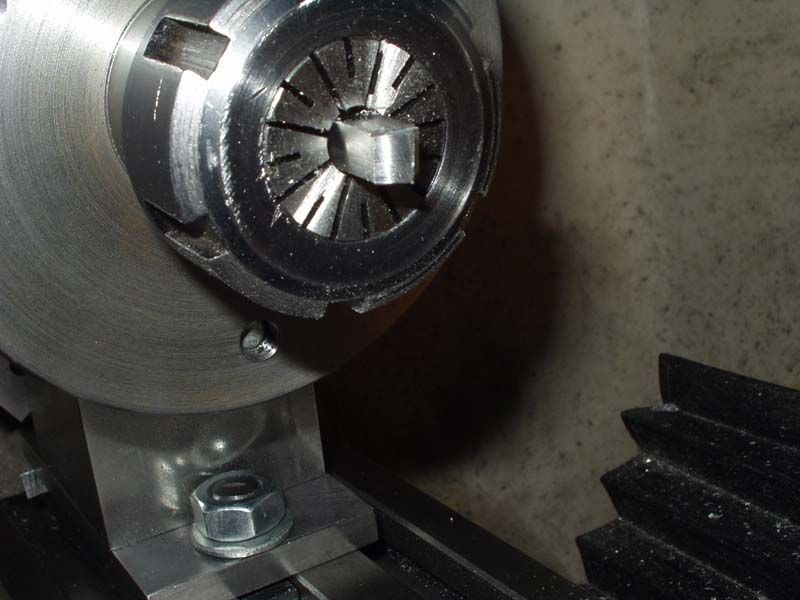
here's the finished cutter
 here's an aluminium gear done as a test meshed with a change wheel.  the advantage of this is you can use any ordinary cutter. there is a sad ending to this tho, I was so pleased that it worked I tried it on a steel gear blank , unfortunately I was in such a hurry to try it out I hardened the cutter but forgot to temper it and 5 teeth into the steel blank I chipped the end off
 but I can make another one. Edited By wheeltapper on 22/08/2010 13:09:57 |
| Stub Mandrel | 22/08/2010 19:56:40 |
4318 forum posts 291 photos 1 articles | An interesting new technique!- It does depend on having the right diameter of cutter, but I get the feeling that the diameter isn't too critical, as long as you get the spacing and infeed correct for whatever diameter you are using. Neil |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Gear cutters