Forum sponsored by:

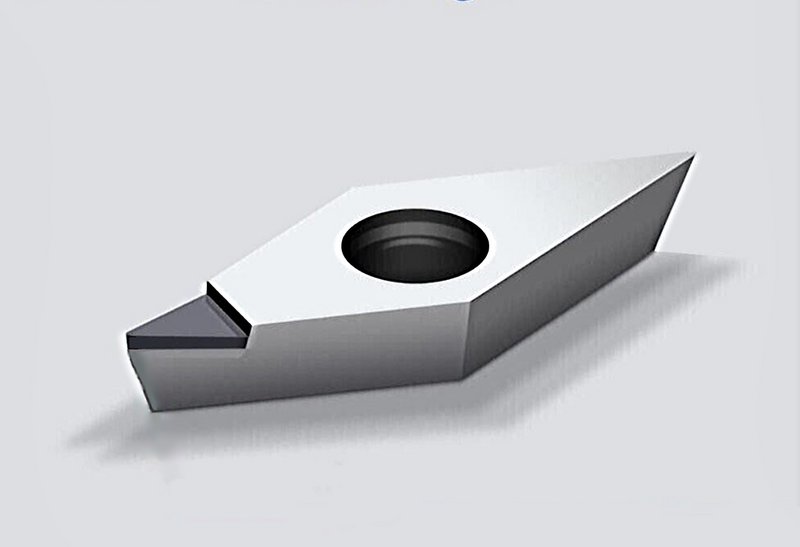
Diamond Inserts
| Vic | 03/09/2023 19:03:14 |
| 3453 forum posts 23 photos | I noticed these a couple of years ago, anyone tried them? The ones I’ve seen are for Aluminium alloy etc. |
| bernard towers | 03/09/2023 19:21:48 |
| 1221 forum posts 161 photos | I use ccmt 0602 size on ally/brass and bronze, the finish on ally has to be seen. They work on materials without a ferric content. |
| Vic | 03/09/2023 19:38:34 |
| 3453 forum posts 23 photos | To be clear I’m talking about Polycrystalline Diamond Coated, Not the insert shape.
|
| Baz | 03/09/2023 20:04:32 |
| 1033 forum posts 2 photos | Company I used to work for 40+ years ago used to make diamond tooling, we used to machine eight inch diameter ally on a lathe, cannot remember the make, with an air bearing spindle and the finish was a true mirror finish, for about one minute until the ally started oxidising. Vic be careful if you use them on a hobby lathe, you will not have the speed or rigidity and the slightest bit of chatter will most probably chip the insert. If you do mess one up all is not lost, you can still use it to dress your grinding wheels ! |
| JasonB | 03/09/2023 20:11:40 |
 25215 forum posts 3105 photos 1 articles | I seen several of the model aero engine builders mention them as being able to take off extremely fine cuts which make them ideal for sizing Pistons. Another well respected one says they have transformed the accuracy of his small hobby lathe and he can turn parts for international competition engines with it. I keep meaning to put one on an APT order to try out but I've not had a project that reallyneeds them yet. |
| bernard towers | 03/09/2023 20:24:33 |
| 1221 forum posts 161 photos | FPerhaps you had better read my post again,just saying what size pcd I use Edited By bernard towers on 03/09/2023 20:25:24 Edited By bernard towers on 03/09/2023 20:25:51 |
| Emgee | 03/09/2023 23:02:20 |
| 2610 forum posts 312 photos | I use PCD in 070202/4 insert size but not the APT version, those I have are from an AliExpress dealer who I have been using for about 2 years, I have the ccmt 0602 size for a boring tool but have not used it yet. The finish is superb and tool life is way beyond that of the GT type inserts on 6082 and 7075 aluminiums, yes very fine cuts can be made such as needed when sizing ringless pistons. Emgee |
| Chris Mate | 04/09/2023 05:39:25 |
| 325 forum posts 52 photos | I got 4 of them, given by another machinist, but have no toolholde for it. He told me I can dress my grinder wheel with it, so I milled and glued one of them into an Aliminium handle I made, and sure as hell I can dress the grinder wheel no problem. In the mean time I got a kennametal book with info on toolholders, but had not got to it to make a toolholder for them with correct geometry. Would be interesting to see how they cut metal. |
| JasonB | 04/09/2023 07:31:54 |
25215 forum posts 3105 photos 1 articles | Quick question for those using the PCD, do you use them dry on Aluminium or with some form of lubrication such as paraffin as you might with **GT inserts? |
| Mark Rand | 04/09/2023 08:10:14 |
| 1505 forum posts 56 photos | Definitely use them dry. I use CBN inserts for turning hardened steel. Lovely surface finish with pretty streamers of red hot swarf flying off the tool. The negative rake on CBN and PCD inserts makes for the good finish, but speed and rigidity are neccessary to get the best out of them. They won't do a lot of good on a white metal bearinged ML7. |
| JasonB | 04/09/2023 08:16:07 |
25215 forum posts 3105 photos 1 articles | I was thinking about tip build up when working with aluminium which does not tend to be a problem when working steel. |
| Emgee | 04/09/2023 09:49:05 |
| 2610 forum posts 312 photos | Posted by JasonB on 04/09/2023 08:16:07:
I was thinking about tip build up when working with aluminium which does not tend to be a problem when working steel. I haven't experienced the same build up problems associated with aluminium when using PCD insert, so far have only used dry, next time i'm using a PCD I will try some fluid on the cut. Still get the bird's nest but it seems to fall away when the tool clears the work, if forming a ball it can be pushed clear with a stick. Emgee |
| bernard towers | 04/09/2023 10:22:04 |
| 1221 forum posts 161 photos | Jason, I have been using mine dry for about 4years and there is no build up on the tip at all. for hobby use it seems that it has a very long life. |
| Neil Lickfold | 04/09/2023 10:58:19 |
| 1025 forum posts 204 photos | I mainly use the DCMT11 size and I really like the Sumitomo ones with all the positive geometry formed into the top of the PCD insert. The smallest radius is 0.2mm and they do 0.4mm as well. Either of the 0.2 or 0.4 mm radius will work. I only use them for finishing. The simple geometry ones, like in the link, are ok, but are not in the same league as the Sumitomo ones especially when taking very light cuts. They can be used either dry or with oil or with coolants. When used with IPA or IPA gel, like hand sanitizer, they will also give a great finish. I always hear that alot of high surface speed or high rpm is needed, and I have found that is not the case at all. Ona 14.6mm diameter, you can get a really good finish at around 600 rpm or so. Cuts can be as small as parts of a micron with patience and a sharp insert. There are now quite a few different grades of PCD these days, including coated ones. Some work well on the lower silicon Aluminum alloys, and the ones I use are for the high silicon Aluminum alloys . They also work on regular Aluminium as well. I have used then on brass and BeCu at work. This is what I like here showing the positive geometry. Not cheap, but for certain things it does give a competitive edge.
Neil |
| old mart | 04/09/2023 19:13:17 |
| 4655 forum posts 304 photos | I came by about 10 polycrystaline diamond inserts which fit APHT11shell mills in a job lot of inserts. They only have one edge and are intended for machining high silicone aluminium. The got tried out and then stored away and forgotton. Not much use for them in the type of machining we do. |
| Vic | 10/09/2023 09:26:18 |
| 3453 forum posts 23 photos | I’m actually quite happy with the polished double sided triangular inserts as you get six cutting tips for your money. I was just intrigued by PCD’s. Looking at the description on eBay though and one of the suitable materials listed for them was Oak! As I do some wood turning as well this got me wondering. As some of you may know, carbide inserts have become quite popular with wood turners for some jobs. I’ve therefore bought a couple of the type below for £14 on eBay. The actual cutting tip is a bit short for wood turning but they are very sharp. I just need to make a tool holder for them now to try them out.
They were actually listed as VCGT but these say VCMT on the box, anyone know the difference, they look the same? Also the substrate seems to be carbide, is this correct? |
| SillyOldDuffer | 10/09/2023 09:46:07 |
| 10668 forum posts 2415 photos | Posted by Vic on 10/09/2023 09:26:18: ... They were actually listed as VCGT but these say VCMT on the box, anyone know the difference, they look the same? The two are identical except the GT has a plain top whilst MT has a chip-breaking edge.
Chips are easier to clear than ribbons by ny experience suggests inserts have to cut fast and deep before the chip-breaker works properly. Dave |
| JasonB | 10/09/2023 10:06:13 |
25215 forum posts 3105 photos 1 articles | Sorry Dave but the M and the G relate to the tolerance that the insert is made to. Your typical **M* insert will be the moulded gold coloured ones with chipbreaker and "blunt" to the touch Your Typical **G* insert will have been ground and or polished to get the Tolerance which also results in a sharper cutting edge As for the T at teh end then that is what indicates if there is a chipbreaker and also how the insert is held. Typical ***T insert has a has a 40-60deg csk hole and is single sided WITH CHIPBREAKER Typical triangular Insert you may find on an indexable mill TPUN is neutral or flat topped with no chipbreaker Edited By JasonB on 10/09/2023 10:11:41 |
| Vic | 10/09/2023 10:20:14 |
| 3453 forum posts 23 photos | The ones I bought have a slight angle to the tip and being 160402 are quite sharp.
|
| Neil Lickfold | 10/09/2023 12:26:00 |
| 1025 forum posts 204 photos | They are awesome on wood, especially woods that is in the harder range, not meaning hardwoods. They also work well on finishing brass, and most non ferrous materials. I have not used them on copper. But do work really well on Oak, Maple etc. If you get the feedrate right, you won't need to sand what you have turned. They do last alot longer than carbide, assuming you don't chip the insert. Holders are fairly cheap and can be modified to suit your tool holding system. Neil
|


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Diamond Inserts