Forum sponsored by:

How to choose a high quality end mill cutter?
| David Hogg | 28/03/2022 23:50:07 |
| 21 forum posts | Hi all 🙂 I’m slowly starting to use my Axminster SX1 / Sieg X1 micro mill and currently i have a set of Proxxon end mills … but I understand, like with all things, you get what you pay for, and more expensive cutters will cut cleaner, can take heavier cuts and will last longer … my current ones were about £50 for 4 different sizes … so pretty cheap! I’m happy to invest in a higher quality end mill, especially as I find I’ve only ever used one size so far (10mm) … but there are SO many to choose from! I’ll mainly be working in aluminium, but want to have the ability to work in other metals too in the future … Cutwel seem to have an amazing range but I’ve got no idea where to start! Quinn of the YouTube channel Blondihacks (who has basically taught me everything I know so far about milling and is a great tutor) advises against Carbide tools which most small hobbyist machines aren’t able to push hard enough for them to work properly (?), so I guess that rules those types out, but there are still hundreds more to choose from! Any pointers or advice you can give would be much appreciated. Many thanks, David 🙂
|
| Peter Cook 6 | 29/03/2022 00:07:42 |
| 462 forum posts 113 photos | My cutters of choice for my SX1LP are the HSS 8% Cobalt cutters from shop-apt.co.uk. I use their 2 flute uncoated on Aluminium and 3 flute coated on steel. Very sharp, and cut just fine if you keep the speeds up - just don't think about the speeds APT quote ( 7000rpm for a 6mm cutter in aluminium!) |
| Martin Connelly | 29/03/2022 01:09:12 |
 2549 forum posts 235 photos | Peter said he uses uncoated cutters, I would go further and say do not use coated cutters, you need cutters with a nice polished finish for aluminium to avoid the metal sticking to the cutter. Martin C |
| Paul Lousick | 29/03/2022 01:46:39 |
| 2276 forum posts 801 photos | Yes, It's good to invest in good quality cutters and drills but twist drills can be sharpened on a simple grinding wheel. End mills need a special grinder to re-sharpen, which I don't have and use the less expensive ones. I have a couple of preferred sellers who I buy from and therefore have an idea of the quality supplied. |
| JasonB | 29/03/2022 07:18:15 |
 25215 forum posts 3105 photos 1 articles | There is no real reason not to use carbide on the lighter hobby machines if treated with care, my go to cutter for aluminium and non ferrous on the manual mill is a 10mm 2-flute aluminium specific one from ARC, keeps it sharp edge a lot longer than HSS. Carbide can also be run faster and or take a heavier cut than HSS so you get the job done a bit faster. I also use quite a few HSS FC-3 cutters by Hertel, you can get these from MSC but flute length can be a bit limiting. So for longer the HSS or Carbide from APT work out quite reasonable price wise. For Aluminium I'd go with their 3-flute uncoated carbide and steel the coated 3-flute carbide or HSS which is what I mostly use on the CNC but they do find their way onto the manual mills more lately. I also get a fair amount of use from the NC (New Century) ones that Cutwel do in the 3-flute coated carbide for steel and CI. New Century is YH-1's factory in China but like the other ones mentioned above they are all a cut above the basic cheap cutters but not as pricy as the very high performance ones. Good video that shows how much more a carbide cutter can remove compared to an HSS one run at the same speeds. |
| JasonB | 29/03/2022 08:00:54 |
25215 forum posts 3105 photos 1 articles | On the question of coated or uncoated on aluminium in most cases I would say uncoated but there are a couple of exceptions. Firstly you can get coatings specifically on tools with aluminium cutting geometry such as DLC but on a manual machine it may not be worth the couple of quid more per cutter. Secondly you may want a specific cutter and find it is not available in uncoated or simply not want to buy an uncoated for a single use. In these cases just take care and use plenty of lubrication such as paraffin or WD40 and a reduced feed rate and/or depth of cut to help stop material build up on the cutting edges. |
| Ron Laden | 29/03/2022 08:01:50 |
 2320 forum posts 452 photos | I tend to use mostly carbide cutters on my SX2P most of which I get from ARC, 2 flute uncoated for aluminium and coated types for steel. As Jason says they are Chinese but of better quality than the cheapies you see advertised, I know some swear by the cheap cutters and inserts that you can find but that has not been my experience. Also there is no need to go for the really expensive ones for use on a small mill, all the mid priced ones I have used have given good results and decent tool life.
|
| Thor 🇳🇴 | 29/03/2022 08:20:58 |
 1766 forum posts 46 photos | Hi David, I too use HSS Cobalt cutters on my milling machine. If you want good cutters and don't mind the price I would say Dormer or other brand name cutters. I have also used the cutters from ARC that Jason mentioned and they work well. After I made a toolgrinder to grind the cutting teeth on my endmills and slotdrills I have used cheaper unbranded cutters made in Asia. Carbide cutters are used to remove the hard skin on castings or when working on hot rolled stell. Thor |
| David Hogg | 29/03/2022 09:02:28 |
| 21 forum posts | Wow thank you so much for your replies everyone 🙂 I suppose it’s like asking what is the best type of shoe to buy — everyone will probably say something different and there’s no wrong or right answer 😄 My machine has a maximum speed of 2000rpm, and with my very rough understanding of speeds and feeds, I think I need at least a 4 flute 10mm cutter to be able to cut at a reasonable feed speed, which I guess helps eliminate some of the lower flute count options? Also because of my mill’s small size, it probably doesn’t have the power to take off the large amounts of material that carbide tools excel at, and hence perhaps carbide tools are unnecessary for my setup? Although on the flip side, as they’ll never be pushed hard, their increased hardness will probably mean they’ll still outlast HSS cutters with no real disadvantages? The only reason I’m thinking of getting a better end mill, is that even at a very slow cutting speed and shallow cutting depth when using the side of the end mill, the surface finish when conventional milling is poor, and Quinn has suggested this might be because of a poor quality end mill — I currently have a set of these: https://www.axminstertools.com/proxxon-4-piece-milling-cutter-set-6-10mm-474927?glCountry=GB&glCurrency=GBP Apparently these are HSS-Co5 according to Proxxon’s website. Finishing passes when climb milling gives a lovely shiny surface finish. Quinn’s advice was that it’s not worth buying cheap cutters and to spend as much as I can afford on good quality cutters … but it sounds like this isn’t necessarily the case? I’m really not doing much work on my machine, but it would be nice to know I’ve got a good quality set of cutters to start with. It’s sounding like uncoated 4 flute HSS-Co8 or carbide tools would be just fine? I’ve seen some of these for as low as £10 which just feels too cheap! Thanks again for your help! David |
| Andrew Johnston | 29/03/2022 09:29:54 |
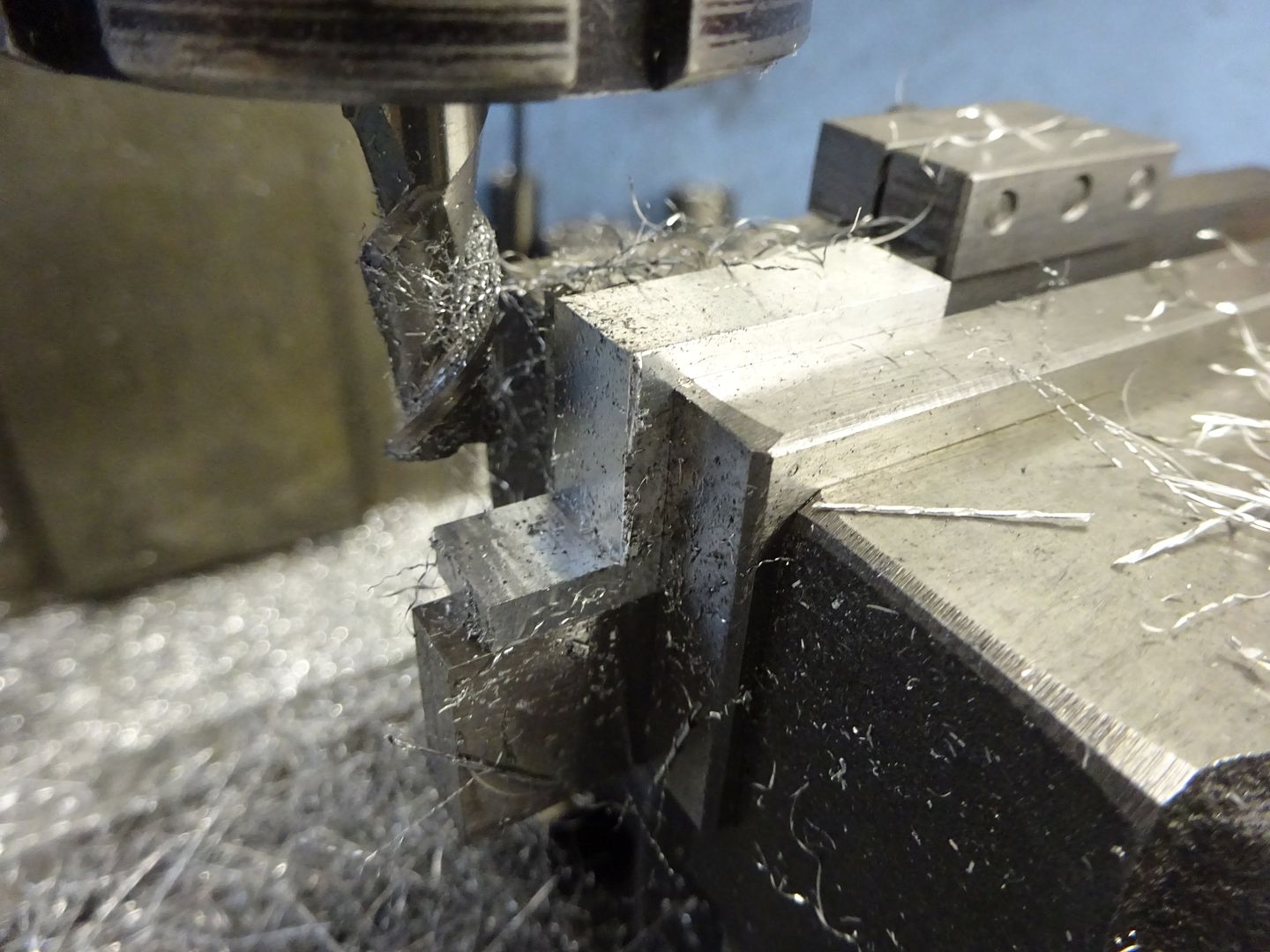
 7061 forum posts 719 photos | I disagree with Blondihacks on a lot of things, including not using carbide cutters on hobby mills. Carbide cutters work just fine on smaller mills. There is one caveat though; there is no point in paying for fancy coatings as they often require high temperatures, meaning high speeds and feedrates, to provide any benefit. I would agree with Blondihacks on not buying cheap cutters. There are two rules for buying cutters: 1. Don't waste money on cheap cutters 2. See rule 1 Cheap cutters are often poorly ground and it is difficult, or impossible, to get a good finish. Also note that carbide is not a homogeneous material; it consists of carbide particles in a binder material, often cobalt. Cheaper cutters tend to have less carbide. I use K2 cutters from Cutwel for most machining, and their Alu-Power HPC cutters for aluminium. I also use the premium range from Arc and have found them to be excellent. Using a 4-flute cutter for aluminium is not a good idea. Since aluminium is soft one can use a high feedrate with a large chip load. The problem then becomes one of getting rid of the swarf. With 4 flutes the gullet is small and the swarf can 'weld' to the cutter, like this:
Traditionally 2-flute cutters were used for aluminium, but 3-flute are more common now. Aluminium specific cutters are highly polished as this helps prevent the swarf from clogging the cutter. Flood coolant also helps, but I assume this is not available. Alternatively a squirt of WD40 can help. Andrew |
| Y C Lui | 29/03/2022 09:35:45 |
| 84 forum posts 35 photos | Posted by David Hogg on 29/03/2022 09:02:28:
It’s sounding like uncoated 4 flute HSS-Co8 or carbide tools would be just fine? I’ve seen some of these for as low as £10 which just feels too cheap! I bought all my tools from China and £10 is way too expensive. Just ordered a 10 mm Co8 HSS end mill and it cost just 20 Chinese Yuan or about £2.4. All my other tools are carbide. A 10 mm carbide 3 fluter cost about £5. Globalization is one of the reason why there has not been much inflation over the last decade ( pre COVID 19 ) although governments have been printing money like crazy. Edited By Y C Lui on 29/03/2022 09:36:17 |
| Vic | 29/03/2022 09:41:45 |
| 3453 forum posts 23 photos | Have a look at Rennie Tools offerings David. I’ve been well pleased with the price, quality and service. You can buy from them direct or through Amazon. |
| Clive Foster | 29/03/2022 10:09:06 |
| 3630 forum posts 128 photos | As has been said step one is to get a reliable brand. I tend to buy mid range industrial ones as my machine is a Bridgeport. Step two is to make best use of what you have bought within the limitations of the machine. My Bridgeport is a monster compared to your X1 but its still only specced for endmills up to 1" diameter! There is much more to be gained by setting into a proper technique to get longest life than by stumping up the extra ££ for a super duper extra quality cutter costs over decent mid range. Coatings are generally thermally sensitive and usually need to get hot to work properly. No point in paying the extra if you aren't going to see any real benefit because your machine cannot work them hard enough to heat up. However even if the coating doesn't get into working range the cutter may still last a little longer but this is usually more due to the base cutter being of higher quality than a simple mid range one. If a good maker is going to go to the trouble of coating it makes sense to start with a high quality cutter. If buying off brand a certain care and feel for prices is needed to avoid the low end cutters dressed up with a pretty coating for showroom appeal. Rather like the pretty TiN coated drill sets in the bargain bin. Normally too messy for us but decently arranged coolant, either mist or flood, is probably the best way of extending cutter life. On my Bridgeport decent but inexpensive with mist is about the equal of good (mid range industrial) dry for lifetime. The big neophyte error is babying the cutter with tiny cuts rather than letting it cut. For best results and life you need to get close to book values. Oh and use the sides, book says depth same as diameter at 1/4 diameter width for endmilling and 1/2 diameter depth for slots so get as close as you can given the job and machine specifications. I can just follow the book, you will need to be more circumspect with larger cutters. Fundamentally the cutter lifetime is defined in number of turns and number of passes. Crudely twice as many passes at half the feed means 1/4 as many jobs per cutter. Keep the chips clear, recutting chips still counts and conditions are unfavourable. Don't go mad as you are machine stiffness limited but it's well worth sacrificing a cutter or three just to get a good handle on what works for you. When you have found out the best settings, whether by experiment or inadvertently mid job write them down. The advice against carbide cutters is primarily against the insert kind. Generally the holder diameters are too large and the inserts designed for heavier cuts at higher speeds than your X1 likes. But, as with lathe tooling, there are a fair number of inserts that work fine in lighter machines at well below book speeds and cuts. There are also some that will leave a ploughed field finish if used off book. Experimentation is expensive! Normal endmills in carbide will be fine. Handle with care as they are very sharp. They don't like vibration which can lead to edge chipping. Given the much greater durability of the sharp edge relative to HSS this is the one time where going light on cuts may be an advantage with a small machine which doesn't have the mass to tamp down vibration. Carbide shanks are "more slippery" than steel ones so they don't hold as well in collets. Collet needs to be pulled up well. ER are better than Morse or 5C but you should use book torques. Don't even think about bodging one into a drill chuck to save changing the chuck out. It will walk straight out under cut! Learned that the hard way many years ago when I "only wanted a quick counterbore" on a drilled hole. My carbides are weldon flat types. Clive PS Sorry for repeating some previous advice. Slow typing. + 1 Andrews recommendation for Cutwel, a very good supplier. Edited By Clive Foster on 29/03/2022 10:13:58 |
| JasonB | 29/03/2022 10:13:18 |
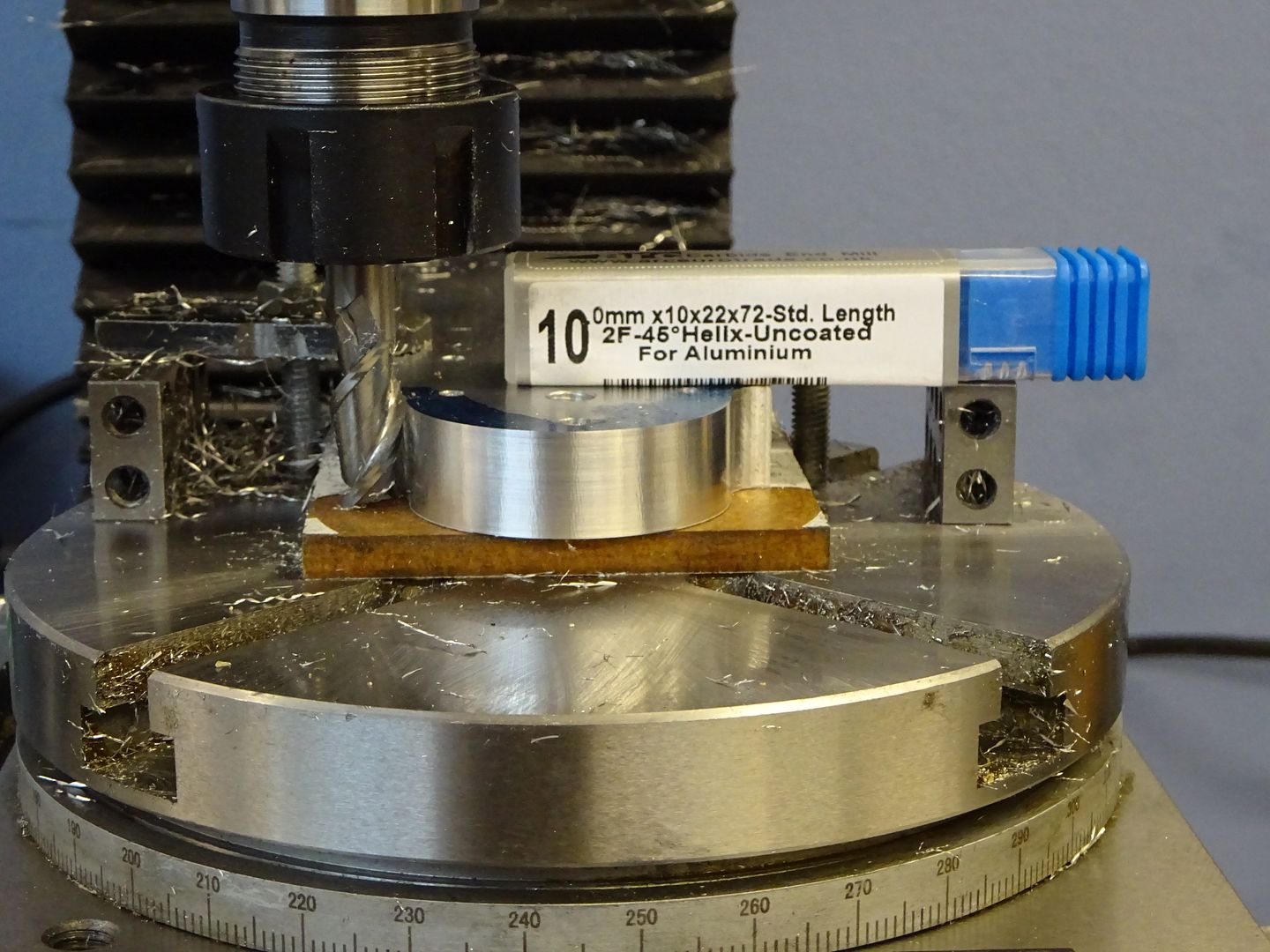
25215 forum posts 3105 photos 1 articles | One thing with the aluminium specific cutters which do work better than standard geometry is that they tend to have less flutes so that the cutter can clear the larger volume of swarf, 3-flute would be the most you could get so feed rate would be a little less than a 4-flute but the sharper edge and geometry allows a deeper cut so all in all not much difference. In a similar vein it is harder to find uncoated 4-flute cutters as they tend to be used on steels and iron so not ideal for your mostly aluminium use. It would probably be best if funds allow to buy separate cutters for the two metal groups as the aluminium and non ferrous ones will stay sharper for longer if restricted to those metals and have some coated ones to keep for when you want to work steel and iron I was just looking and that 2-flute cutter I mentioned came as part of the tooling sent to go with my beginners milling articles in MEW, here it is on the SX2.7 in 2017 giving a good finish with conventional direction cutting, full passes 16mm high and probably 1mm stepover.
Same cutter after a lot of use just on ali and non ferrious a couple of weeks ago still peeling off long ribbons of swarf, similar 16mm high x 1mm stepover on a mill with 2000max spindle. So not bad for 5 years and 20 odd engines, I did buy another but have not had the need to start using it yet.
ARC don't do a 3-flute ali one so something like this would allow you to feed a bit faster, or the slightly more expensive one like this Edited By JasonB on 29/03/2022 10:21:52 |
| John P | 29/03/2022 10:47:29 |
| 451 forum posts 268 photos | I buy end mills now from Ali******s as seen here in the photo, At least one of the suppliers mentioned on this thread These Ali******s mills are carbide TiAIN coated and most John |
| Henry Brown | 29/03/2022 10:53:11 |
 618 forum posts 122 photos | One thing worth noting is that an unknown grade aluminium may not give a particularly good finish whatever the cutter. My mill only runs to 1600 rpm, I find I get very acceptable finishes using any reasonable quality cutters, I do tend to look for industrial types on clearance - metric or imperial, I'm not fussy! I've found that climb milling is the best way to get a good finish when using the side of the cutter. As I don't use flood cooling I don't always lubricate the cutter for aluminium, if I do I use WD40 because that is handy, I don't have any other use for paraffin. |
| Ron Laden | 29/03/2022 11:07:24 |
2320 forum posts 452 photos | Dont be put off and think that carbide cutters are not suited to your SX1 as I mentioned most of the cutters I use on the SX2 are carbide and that is also a small hobby mill. I also use the ARC 10mm Carbide 2 flute uncoated cutter (as Jason shows) and mine is still good after 3 years. The thing to remember is your mill is a small hobby machine so dont ask it to bite off more than it can chew take it easy to start with and put in some practice. Also I would suggest not getting hung up on what the books tell you re feeds and depths of cut etc. You will soon find that the machine and the cutter and the finish will tell you what its happy with . |
| Andrew Johnston | 29/03/2022 11:47:44 |
7061 forum posts 719 photos | Posted by Clive Foster on 29/03/2022 10:09:06: The big neophyte error is babying the cutter with tiny cuts rather than letting it cut. For best results and life you need to get close to book values. Agreed; pussyfooting around just means that the cutter tends to rub rather than cut, especially with conventional milling. Consider the following: *** Cutters are consumable items, they wear out and need to be replaced *** Andrew |
| Tony Pratt 1 | 29/03/2022 12:42:42 |
| 2319 forum posts 13 photos | I find Drill Services is another good UK supplier. Tony |
| Dave S | 29/03/2022 12:55:55 |
| 433 forum posts 95 photos | MSC often have reasonable endmills in their monthly Advantage flyers. Carbide is an oft abused term… In days of yore carbides had relatively large grain sizes and negative geometry was the order of the day. These cutters are indeed not ideal for lighter weight/lower rigidity machines. They’re also not usual in 10mm or less diameter. Compare with today’s solid carbide micro grain mills - super sharp, stiffer than HSS and not unreasonable in price. I would have no qualms about using solid micro grain carbide on a light mill - that’s pretty much all I run on the proxxon. I tend to use a mix of HSS, insert and solid carbide, mostly depending on what size I need on the other mill. My mill is big and heavy, but apart from the insert stuff ( which tends to be larger) the mills are generally held in ER16 collets, so of the size a SX2 would use.
|



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > How to choose a high quality end mill cutter?