Forum sponsored by:

Screw cutting problem
| phillip burbank | 13/03/2022 11:53:32 |
 7 forum posts | Hello everyone, I'm looking for some advice on a screwcutting problem that I have come up against. I'm trying to cut a 3/8" x 24 t.p.i. on my Myford ML7. I have set the cutting tool height exactly using a DTI and a height gauge just as I have for all my other cutting tools. The compound slide is set at 30 degrees and checked using a friends vernier protractor, and the tool set to the correct angle using a Moore & Wright screw cutting gauge. I put a piece of waste mild steel in the 3 jaw chuck with a dead centre in the tail stock lubricated of course. The cutting tool was moved to just a scratch cut using the cross slide (and the reading noted ).and the half nut engaged. The cutting was taken away from the material using the cross slide and the half nut disengaged etc. A new cut put on using the compound slide, cutting tool moved back to the original position and another cut taken. I repeated this perhaps 4 times, only putting on a cut of 0.004" each time and then examined the thread cut so far using a magnifying glass only to find that it seems to only be cutting on the tailstock side of the thread not the headstock end, so doesn't seem to be advancing. I haven't done any screwcutting on a lathe since I was an apprentice, but have looked in my old college work books, some workshop practice series books,L.H. Sparey the amateurs lathe and some videos on utube etc. They all do the same as I am doing, except their threads seem to be advancing, whereas mine don't, can anyone offer up any advice please, as I am at a total loss. Many thanks in anticipation and advance. Phillip. |
| Tim Stevens | 13/03/2022 12:05:53 |
 1779 forum posts 1 photos | It would help (perhaps) to check that the lead screw is turning, and that the half-nut is engaging properly. As soon as you engage the half nuts, the carriage assembly should move slowly towards the headstock. If you have set up the correct gears for the desired pitch, and they are engaged properly with each other, the only other factor is the toggle arrangement at the far left end of the headstock. This is operated by a lever (like the similar one at the other end of the headstock with brings in the back-gear for very slow speeds), This is arranged so that there is a central position which is 'neutral' - giving no drive to the leadscrew, and the two - up and down - give forwards and backwards rotation. And - If gears are turning but no drive results, there may be a key missing in one of the gears. Check that all these bits are working as they should, and if the leadscrew is still not rotating, come back with further details and more advice should be available. Cheers, Tim |
| Hopper | 13/03/2022 12:22:04 |
 7881 forum posts 397 photos | Posted by phillip burbank on 13/03/2022 11:53:32:
Hello everyone, I'm looking for some advice on a screwcutting problem that I have come up against. I'm trying to cut a 3/8" x 24 t.p.i. on my Myford ML7. I have set the cutting tool height exactly using a DTI and a height gauge just as I have for all my other cutting tools. The compound slide is set at 30 degrees and checked using a friends vernier protractor You can't set a standard ML7 topslide to 30 degrees from square to the lathe axis. It won't turn that far. When the graduations on the topslide say 30 degrees, it is 30 degrees from parallel to the lathe axis. Which is not where you want it for screwcutting. With the ML7 you have to use the method common in industry, to save time resetting the topslide. Leave the topslide in the normal 0 degree position, ie parallel to the lathe axis. Then use the topslide to advance the tool by half of the depth of cut every time you put on a cut using the cross slide. So if you feed the cross slide in 10 thou, advance the topslide 5 thou,and so on. This by the miracle of sines and cosines and dumb good luck, moves the tool point in a path that turns out to be a very slight bit under 30 degrees, so perfect for screwcutting. It works for 60 degree and 55 degree threads. For 29 degree Acme threads, you advance the topslide by a quarter of the infeed. So 10 thou on the cross slide and 2.5 thou on the topslide. Super 7s and ancient Drummonds and just about every other lathe can pivot the topslide to the correct 30 degress from square, or 60 degrees from the lathe axis, but they forgot to do it on the ML7 for some reason. Cheapness of manufacture I would suspect. You can modify the ML7 with two strips of steel attached to the sides of the cross slide with holes drilled and tapped to take the topslide anchor bolts, putting them at 90 degrees from the original position. Too much faff. Everyone uses the above described method instead. Or just plunges straight in and hopes for the best. Edited By Hopper on 13/03/2022 12:24:01 Edited By Hopper on 13/03/2022 12:28:21 |
| JA | 13/03/2022 12:34:54 |
 1605 forum posts 83 photos | Nothing really to add to Tim's and Hopper's advice. Before I start machining metal on a lathe or milling machine I try to do a zero cut. That is with the tool a couple of thou away from the surface to be cut. This just confirms (or otherwise) that everything is correct and I am not about to make a mess of things. JA |
| phillip burbank | 13/03/2022 13:05:13 |
7 forum posts | Thanks gents, it makes perfect sense to me now hopper, I have set it to 30 degrees from parallel, not from square to the job. I wasn't a machinist back when I was an apprentice, but an apprentice fitter who had a good apprenticeship covering machining, welding, sheet metal work etc at a training centre for the first year with block release to college. Then back to the main company and put with a skilled man for the rest of my time, still with block release and day release to college. All of this was 50 yrs ago and so a great deal has gone from my memory. I don't think that I used the right word when I said advancing Tim, it's more not moving forward with the pitch of the thread, but seems to be lagging behind as though the cutting tool had been moved away from the headstock direction to the taistock direction all be it at an angle, with the compound slide rather than moved forward. If that makes sense, it 's rather difficult for me to describe it. Please forgive me. JA, I indeed put a scratch cut on to check that all was as it should be, after 1 cut all seemed good, so after 4 cuts and a look at the thread using a magnifying glass showed the problem that I had. Thanks again for the great help that you have given me, I can get in the workshop and get it sorted out now. It's nice to know that there is always someone out there who is willing to give their advice gained from experience and knowledge.
|
| Andrew Johnston | 13/03/2022 13:22:43 |
 7061 forum posts 719 photos | I don't mess about setting the topslide at an angle when screwcutting, but leave it set parallel. The cross slide can then be simply advanced by the required thread depth. Only one number needed, and one handle to twiddle. Andrew |
| JasonB | 13/03/2022 13:31:01 |
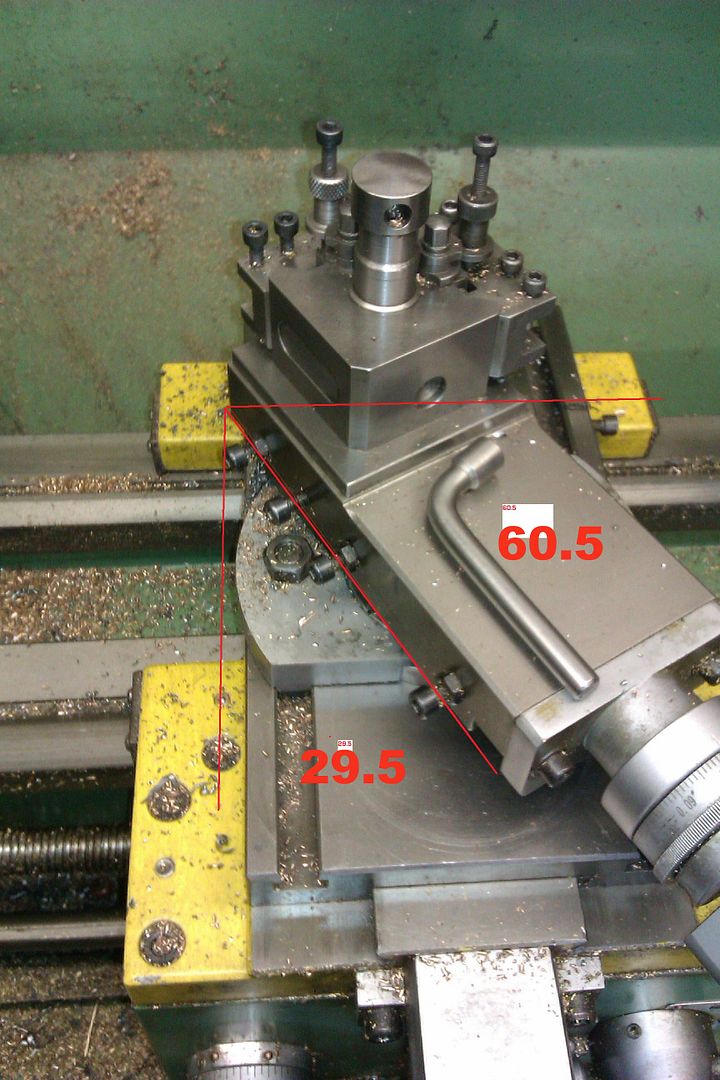
 25215 forum posts 3105 photos 1 articles | I don't offset either but took these photos some time ago which illustrate Hoppers point about the angle as it crops up quite often
You want it like this
But I suspect you have it like this
|
| SillyOldDuffer | 13/03/2022 13:51:10 |
| 10668 forum posts 2415 photos | Though unlikely to be Phillip's problem, I'll mention a foolish mistake I made last week! After shimming the cutter for height in a 4-way tool-post, I forgot to tighten it. Thus the tool slid back in the holder when I thought it was advancing... Like Andrew and Jason I rarely bother with the 30° or 27½° method. I prefer shaped carbide threading inserts and they don't seem to need as much help as HSS. Dave Edited By SillyOldDuffer on 13/03/2022 13:51:36 |
| Nick Wheeler | 13/03/2022 20:28:03 |
| 1227 forum posts 101 photos | I agree with Dave, Andrew and Jason; offsetting the compound slide seems a complete waste of effort to me. And why only 0.004" cuts? You might just as well cut with a toothbrush |
| phillip burbank | 13/03/2022 20:55:52 |
7 forum posts | A 0.004" cut was taken to see if all was good after the initial scratch cut was taken, if your unsure or need to gain confidence taking it steadily is how you gain confidence, and experience. As I said in the first post it's some 50yrs since I did any screw cutting in a lathe, so the toothbrush was my choice to try and get back to it. |
| old mart | 13/03/2022 21:33:57 |
| 4655 forum posts 304 photos | I never offset the compound, and it could complicate matters when learning. A first skim is useful to check if the pitch has been set correctly. I start with large cuts and reduce the depth after each pass, as the cutter is removing more metal as it gets deeper. The last cut may be 0.001" followed by a spring cut at the same setting. It would be a good idea to practice with some aluminium bar, turning off each thread for another go, it is easier on the tooling when learning. Edited By old mart on 13/03/2022 21:36:19 |
| Huub | 13/03/2022 22:36:31 |
| 220 forum posts 20 photos | Basically I don't use a 30° / 27°.5° threading infeed angle even when doing CNC threading. But if the lathe is reaching it's torque limit, I use the 30° / 27.5° angle so that only one side of the threading tool is cutting. This reduces the cutting force a bit. |
| bernard towers | 13/03/2022 22:39:37 |
| 1221 forum posts 161 photos | if you have a retracting topside the set over method is a doddle and still only one knob to twiddle |
| SillyOldDuffer | 14/03/2022 09:35:34 |
| 10668 forum posts 2415 photos | I believe the advantage of setting the top-slide to 30° for 60° metric and Unified Threads (27.5° for 55° Whitworth), is that it reduces load on the cutter by causing it to cut mostly in the forward direction. The angle also allows finer depth control. I suspect the technique dates back over a century to when cutters where made of ordinary tool-steel. These had to be treated gently because they needed frequent resharpening and were easily spoiled by overheating. Angle cutting became less necessary when HSS was invented because it's about 5 times tougher than tool-steel, and carbide is about 5 times better again. Just a guess, but maybe threading with angled HSS improves finish? Carbide has many advantages, but I find it's fussier about depth of cut, feed-rate and RPM than HSS when finish really matters. Dave |
| KWIL | 14/03/2022 09:43:32 |
| 3681 forum posts 70 photos | +1 for a retracting topslide (with carbide) |
| Huub | 14/03/2022 11:39:54 |
| 220 forum posts 20 photos | Posted by SillyOldDuffer on 14/03/2022 09:35:34:
Just a guess, but maybe threading with angled HSS improves finish? Carbide has many advantages, but I find it's fussier about depth of cut, feed-rate and RPM than HSS when finish really matters. The HSS cutting edges are sharper than (unpolished) carbide and give a better finish at the low RPM threading is mostly done. The sharper edges reduce the cutting force and allows a shallower cutting depth. |
| Andrew Johnston | 14/03/2022 16:36:40 |
7061 forum posts 719 photos | This is a 3/4" BSF thread screwcut with a carbide insert plunging straight in:
Can't remember at what spindle speed, but not fast, probably 125rpm. Finish looks ok to me. Finish cuts would have been a couple of thou DOC. Andrew |
| Mark Davies 4 | 14/03/2022 16:43:22 |
 11 forum posts | That finish is perfect. Well done for getting a decent pic of that. |
| Bazyle | 15/03/2022 19:36:20 |
 6956 forum posts 229 photos | Er, i know lots of people like the topslide parallel but that's not what it is for. Lots of early lathes didn't have one so it was added to enable tapers etc, You should be able to set it over and leave it there, except for the infernal nuisance of Whitworth and BA being different from unified and metric. |
| Pete Rimmer | 15/03/2022 21:57:47 |
| 1486 forum posts 105 photos | Top slide set parallel to the bed is handy for doing coarse acme threads on a smaller lathe. Use a narrower tool designed for smaller pitch acme then when you get to your depth use the top slide to feed into one flank until you hit your width. It's also very handy for picking up an existing thread. |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Screw cutting problem