Forum sponsored by:

My very own Quick Change toolpost
Expert advice sought...
| Iain Downs | 24/09/2017 13:49:37 |
| 976 forum posts 805 photos | As expressed in another thread, I'm fed up with the aluminium QCTP I got for my SPG0618A. (Real Bull 7x14). It's a piston type and deforms easily. So I'm planning to build my own. I've had an idea for how it should work, but there could be any number of reasons why it's a poor idea. I'm hoping that the collective can expose them to me before I start making swarf! The toolpost base on the topslide is 50mm square with an M10 thread. Standard stuff,. The basic idea is to have the dovetails pull in to the toolpost not push out. In the image below the tool would be pointing downwards. The rod at the top, would be threaded with a nut on it pulling the moving dovetail up. I'd put a pin through the moving dovetail and bar. I'd make the bar and the bore a tight fit to restrict the movement of the dovetail to lateral only. Toolholders would be the same shape as the current piston based ones albeit steel and perhaps slightly different dimensions.
My concern is the rigidity given that there is quite a small volume of metal between the central bore and the trough for the moving dovetail. An option would be to bolt plates top and bottom. I'd clearly need two dovetails so that both turning and boring tools can be supported Any views would be welcome!
Iain |
| Jeff Dayman | 24/09/2017 14:42:49 |
| 2356 forum posts 47 photos |
Edited By Jeff Dayman on 24/09/2017 15:19:09 |
| Robin | 24/09/2017 14:45:25 |
 678 forum posts | I would be hugely inclined to bend it rather than slide it to get the grip. That looks a bit wobbly. OTOH, what do I know |
| Rainbows | 24/09/2017 14:57:32 |
| 658 forum posts 236 photos | I would drill and ream holes for 2 dowel pins and make them what locates the dovetail. I wouldn't massively worry about the material between the hole and the dovetail, I don't think too much force would transfer through it. Not sure if the general concept is better or worse than the usual methods of toolpost design. I guess if you can't make cams too easily it makes sense though. |
| Thor 🇳🇴 | 24/09/2017 16:46:54 |
 1766 forum posts 46 photos | Hi Ian, Jeff (on the Madmodder site) has a QCTP with a clamping that is somewhat different to yours, see here. Thor |
| Jeff Dayman | 24/09/2017 17:02:34 |
| 2356 forum posts 47 photos | Hi Thor, thanks for link. The HH design is an improvement on other dovetail toolholders I've seen. I don't recommend dovetails in general because they are fundamentally flawed for tool holding - they do not fully restrict all 6 degrees of freedom of the tool, they are bulky, and are more work to make than simpler designs for no real benefit. However, they are traditional and conventional, which a lot of people seem to gravitate to. I suggest a few minutes study with google on jig and fixture design theory, regarding restriction of the degrees of freedom of items for good workholding and good tool design. It may change your way of thinking about many everyday shop operations. Also a google of "principles of kinematic location" is useful. A link to a good article on the subject is below. https://practicalprecision.com/kinematic-constraint/ Just food for thought before cutting metal. (A lot of metal, if making dovetails) |
| Thor 🇳🇴 | 24/09/2017 17:11:09 |
1766 forum posts 46 photos | Yes Jeff, I would prefer something like the Dickson or the Multifix, but the OP asked about a QCTP with dovetails, I just tried to suggest an alternative way of clamping the toolholders. Thanks for the link about kinematic constraint, interesting reading. Thor |
| Clive Foster | 24/09/2017 17:22:54 |
| 3630 forum posts 128 photos | With these small machines you are inevitably on the wrong side of the size - strength curve so its hard to get enough material into the tool post and holders to make them strong enough. The overhang and round the corner load path inevitable with any form of QC system doesn't help. As regular forumites will know I've always maintained that quickly interchangeable block style tool posts are a better approach for a home made QC system. Especially as they give a direct load path from tool to slide, inevitably stiffer than a conventional QC and these small machines need all the stiffness you can get. Shimming the tools to the correct tip height is pretty much unavoidable with any block system but arranging to set-up off the machine with a suitable jig makes it a fairly simple task. Indicators are inexpensive these days so working by direct measurement becomes easy. Especially if you have a nicely sorted set of shims. Probably generally more accurate than setting tool height on the lathe with a QC system which needs a certain extra care to get just so. Close enuf, usually, being easy of course. The major issue with interchangeable block systems is how to arrange quick release and how to index the base so they always go back in the same place. For these small machines a simple pin in hole indexing system should be fine. Put the holes in a suitable intermediate plate rather than direct on the topside to avoid irredeemably altering the lathe. Pin should be double diameter with a screw thread at the top end so it can easily be retracted when you need funny angle on the post. My concept of the quick release system involves a hollow castellated nut in the top of each block fitting over a rotating tool post stud that is cross drilled near the top for a tommy bar. The tommy bar engages in the castellations so a third of a turn or so covers the range between locked down tight and loose enough to pull the tommy bar out. Stud needs to be around 20 or 25 mm diameter at the tommy bar end which may be too big for these small lathes. Rotating bearing part can be much smaller of course. Similar effects can be achieved with bayonet and spline set-ups but maintaining the appropriate timing between the components could be tricky as there is only a limited angle of rotation when engaged. Interrupted threads have similar issues. The uber neat ideal would be a locking lever which could be engaged with the stud and turned or pulled down to lock things. Serious engineering time. Actually I'd be unsurprised to discover that a simple thick washer with a slot cut through one side so it can be slid out when loose would suffice to hold the tool block down on such a small machine. Hole in the tool post needs to be large enough to slide over the nut so you need a new stud with larger main section and a smaller thread at the end. Loosen the nut by 1/3 or 1/2 turn, pull out the washer, swop blocks, slide washer in and tighten. Sounds fast enough to me. Clive |
| Michael Gilligan | 24/09/2017 17:29:04 |
 23121 forum posts 1360 photos | Posted by Jeff Dayman on 24/09/2017 17:02:34:
... I suggest a few minutes study with google on jig and fixture design theory ... Also a google of "principles of kinematic location" is useful. A link to a good article on the subject is below. https://practicalprecision.com/kinematic-constraint/ Just food for thought before cutting metal. (A lot of metal, if making dovetails) . Brave Man, Jeff More than once, I've tried to get people here interested in kinematics ... Hopefully you will get a better response. MichaelG. |
| Jon Cameron | 24/09/2017 17:52:57 |
| 368 forum posts 122 photos | On my myford, the simple pin method is employed, this is located to the side of a M10 nut, under the nut that is tightened, although mine is not exactly a quick change toolpost, as it does take some time, the principle of the pin locating, and against the side of a larger nut, work very well for repeatability. I do think that some dowls to the top and bottom of the sliding dovetail will be very beneficial so as to keep the dovetail to run true. |
| Iain Downs | 24/09/2017 20:11:02 |
| 976 forum posts 805 photos | What a diverse set of responses! Excellent. Jeff. In principle I can see that's a better design, It's beyond my skills and tooling to make, unfortunately. Thor - that's still a push type clamp. The metal in contact is a few mm wide and 20mm or so high. I'm trying to get a system where the contact area is in 10s of mm x 20mm for more rigidity. kinematics. My feeling on this is that if I prevent the sliding dovetail moving away from the centre (with the bar that clamps it), and clamp it to the toolholder dovetail, which in turn pulls it against the toolpost, then I will have removed all degrees of freedom of movement - and provided a good friction surface. It's actually beneficial if the moving dovetail can rotate slightly as it will take up any (inevitable in my case) errors in the dovetail cutting. Pins. IN the top of the top slide is a small hole which is intended to orientate the normal toolpost (it normally contains a spring and an bit of angled rod that sticks up. I'd thought to carefully drill holes for the orientations I wanted and pin this for alignment before clamping the post in place. Iain
|
| Ian Skeldon 2 | 24/09/2017 20:52:53 |
| 543 forum posts 54 photos | Hi Iain, Check out Harold Hall's web site, he desinged and made a very robust qctp. **LINK** |
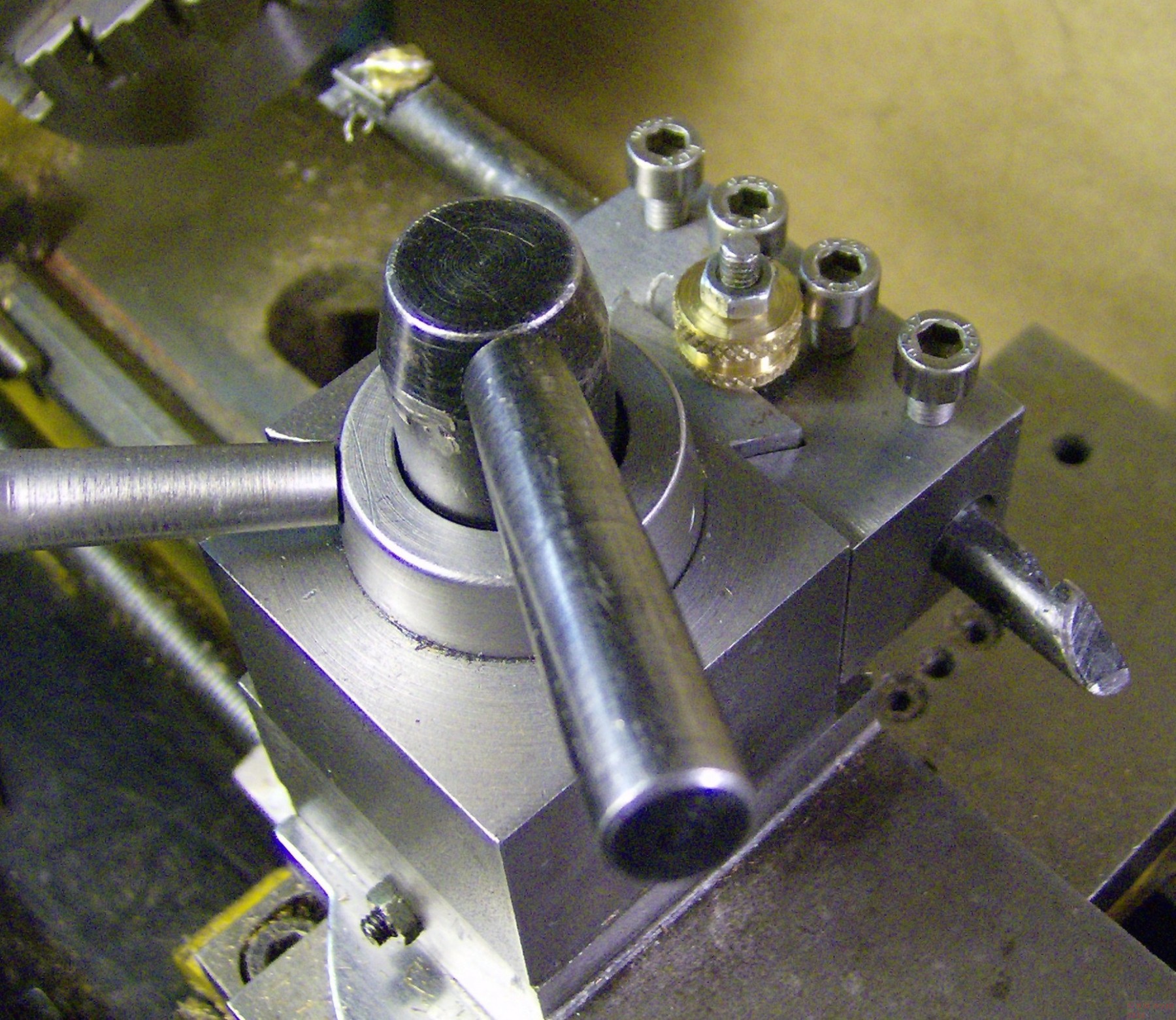
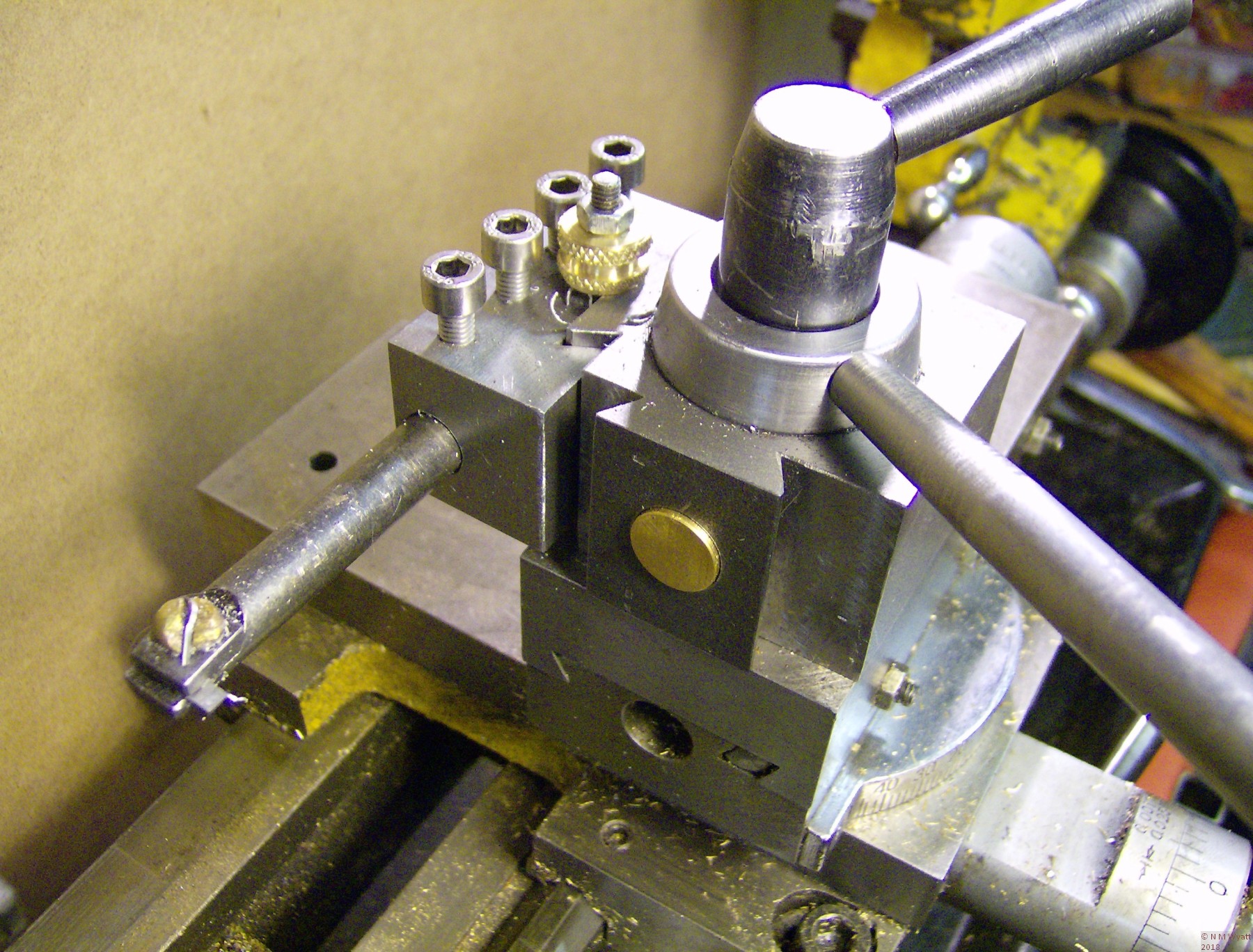
| Neil Wyatt | 24/09/2017 21:03:23 |
 19226 forum posts 749 photos 86 articles | In my humble opinion, you could do worse than copy this design Full plans here: www.stubmandrel.co.uk/workshop/88-make-a-quick-change-toolpost
|
| Ian Skeldon 2 | 25/09/2017 19:43:46 |
| 543 forum posts 54 photos | Only had a quick look Neil and it looks very functional, can I ask why brass pistons, is it the lower friction? |
| ChrisH | 25/09/2017 20:21:25 |
| 1023 forum posts 30 photos | Neil . I have also looked at your plans and it seems well worth a go. I like the simplicity. But a question Neil, also re the pistons, I see the diameter is 9/16" reducing to 1/2" for the last 1/32" at the back. Why is this? And is it a step down or is it a 'taper' or reduction to provide a sort of bevel, perhaps for when inserting the cam? And also, why brass, would MS not do as well, or even a hardened cam? Chris |
| Neil Wyatt | 25/09/2017 20:52:50 |
19226 forum posts 749 photos 86 articles | Brass is just to reduce the wear of having two similar metals against each other. The little step is in case the corner of the groove isn't perfectly square, so that cam seats properly. Hardened cams might not grip as well hard=slippy. Neil (Plus a bit of brass looks nice). |
| ChrisH | 25/09/2017 21:39:06 |
| 1023 forum posts 30 photos | Humm, the 'slippy' bit is food for thought. Thinking out loud - might a MS or hardened piston slip against the cam when under high load and/or vibration from an intermittent cut, or is the diameter of the cam sufficiently large so as to grip whatever? Definitely don't know! (Might be worth a trial.) That has to be set against the possibility a softer material like brass may 'weaken' in a similar high load situation when up hard against the toolholder whereas MS might not? Only pondering! Needs better brains than mine, esp this time of night! Chris PS But I prefer the concept of this QCTP compared to the OP one - sorry Iain! Edited By ChrisH on 25/09/2017 21:41:17 |
| Neil Wyatt | 25/09/2017 21:59:22 |
19226 forum posts 749 photos 86 articles | All I can say is it's been in use for over five years and it's probably the single most-used of all my home made tools. I haven't had it come loose although I have forgotten to lock it a couple of times.
Neil |
| ChrisH | 25/09/2017 22:05:30 |
| 1023 forum posts 30 photos | That's a good endorsement Neil, and add to that - "if it looks right it probably is right". Something else now to add to the "To Do" List! Now to check prices of metal stock!! Chris |
| ChrisH | 26/09/2017 21:34:49 |
| 1023 forum posts 30 photos | Either something isn't right or I'm reading the drawing wrong Neil! So another query, piston drawing shows piston at 9/16" diameter reducing to 1/2" at the end, but the toolpost block drawing shows the piston bore at 0.502"? Typo? Or is the piston really 1/2" diameter? Plus the cam is shown as being only 0.510" width, smaller than 9/16" that the piston is shown at - so only the very last 1/32" of the piston will fit on the cam itself as it comes round, the rest sits on the bit of the cam shaft above and below the cam? I am querying as I am having to enlarge the toolpost block - and probably everything else - as my lathe has a bit bigger toolpost currently. To me I supposed the piston would always sit on the cam whatever position it was in? Apologies to Iain if I seem to be sidetracking this thread, but if Iain is following this design it will be relevant to him too! Chris |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > My very own Quick Change toolpost