Forum sponsored by:

Twin start threads
| Allan B | 20/03/2017 12:56:27 |
 133 forum posts 23 photos | as you will notice from my other threads I am at present trying to get my head round screw cutting, not for any other reason than I am just one of those people who has to do and learn things because they are there. I have just about got my head round single start threads, although I am waiting for some new gears to be delivered so I can do metric threads on my Myford super 7, but to do this I angle the compound slide to half the thread angle, and use the compound slide to advance the cut into the work piece, hence I am only then cutting on the front edge of the tool, and I can get a very respectable finish. so next is to try and do multi-start threads, I have got myself a tread counter, I thought I would start on a simple one, being an 8TPI thread, so with the twin start I could use a 16TPI gauge to check it. I got the first bit done, and cut a 8TPI thread into the work piece, at the correct depth, and this is where the issue started, the advice I had been given was to use the thread counter to advance by the 180 degrees needed, so if the first thread was set to number 1 on the thread counter, the next thread should be set to number 3 on the thread counter. I have tried this this morning, and it just seems to cut in the same thread, I have hunted youtube with no success.
here is where I pass on to the collective knowledge of the forum for advice on how I can do this.
thank you in advance for any hints of a way forward
Allan |
| Tony Pratt 1 | 20/03/2017 13:25:38 |
| 2319 forum posts 13 photos | Hi Allan, You will need to advance the tool horizontally by .0625" or rotate the work 180 degrees, it's a while since I did multi start threads but from memory that's correct.
Tony |
| "Bill Hancox" | 20/03/2017 13:25:41 |
 257 forum posts 77 photos | You may wish to have a look at the 2 very good videos on double start by Tubelcain. Very helpful in understanding the processes. He demonstrates how to use a 4 jaw chuck for indexing. Cheers Bill |
| larry Phelan | 20/03/2017 13:37:55 |
 544 forum posts 17 photos | Hi Allan, You want to cut twinstart threads just because they are there? I thought I was the only one like that around !. I came across two ways to do this [have,nt tried either yet ] 1 This is from a book by Laurence Sparey,written in the 1930,s,but still a great read,I use it all the time. The way he gives is to cut the first thread in the usual way and when you come to cut the second thread,use your TDI to move the topslide back by the amount required to give the correct spacing. Then cut the second thread. 2 This is something I saw on Utube,I think. This guy was cutting a thread on a bar mounted between centers,the bar being driven by a lathe dog engaging with a pin on a faceplate. Having cut one thread,he just rotated the bar by 90* and cut the second thread. Never saw it done this way before. One of these days,I will try both ways In passing,I must say that I have never known Sparey to be very far wrong. I have his book nearly worn out from use.His method does seem quite simple,and I prefer to have my workpieces mounted in the chuck. Giive it a bash and let us know what happens. |
| richardandtracy | 20/03/2017 13:44:42 |
 943 forum posts 10 photos | The video in Bill's link is the way I do it. Done 2, 3 & 4 start threads that way. It's a lot more tedious when you have no half nut. Regards, Richard |
| Jon Gibbs | 20/03/2017 13:53:27 |
| 750 forum posts | Being an even thread pitch, picking up the thread on any of the four numbered divisions on the threading dial will give you the same engagement. So, just going 180 degrees on the dial is never going to give you what you want. If you want to go in between the pitches on a 16 TPI thread you need to go 1/8th out of phase on the threading dial i.e. switch from numbers to spaces. Here's a link to an extract from Ian Bradley's book Myford Series 7 Manual which is invaluable IMHO. HTH Jon Edited By Jon Gibbs on 20/03/2017 14:00:55 |
| Neil Wyatt | 20/03/2017 13:57:56 |
 19226 forum posts 749 photos 86 articles | Assuming you have an 8tpi leadscrew, 1,2,3,4,5,6,7 & 8 will all engage with the existing thread and you need to engage half way between two of the markings on the dial. Edited By Neil Wyatt on 20/03/2017 13:58:08 |
| vintagengineer | 20/03/2017 14:11:05 |
 469 forum posts 6 photos | Also you will need cut the thread to the depth of a 16tpi thread. |
| Allan B | 20/03/2017 14:33:41 |
133 forum posts 23 photos | thank you all for your replies, I will get my head round all this one day starting from the top the video was very helpful, it did show a couple of methods, the first being to advance the cross slide with the use of a DTI, and using a plunge cut to make the thread, I haven't had much luck cutting a thread using the plunge cut method, it comes out looking like it was chewed by a beaver rather than actually cut, the other method which he shows is to turn the cross slide to just under half the angle of the thread (0.5-1 degree under) then advance into the cut using the cross slide, I have had much more luck with this method and can at least get something that looks like a thread, but this then means that you can not advance with the aid of a DTI, he then turns between centres and uses a face plate/4 jaw/3 jaw to do the indexing. this then comes to the issue of how to then turn the internal thread to match what I am making. Larry, no you are not the only one who dose things just because they are there, I come from a family of people who do just that Jon and Neil not a great picture but
so to advance using the tread counter I use the little dash between the numbers? and yes it is an 8 TPI lead screw.
Allan |
| Jon Gibbs | 20/03/2017 14:42:36 |
| 750 forum posts | Hi Allan, Yes, I believe if you engage the half-nut on the dashes between the numbers it should be plumb in between the threads you already cut. Jon |
| Jon Gibbs | 20/03/2017 15:14:54 |
| 750 forum posts | Another way is to set the topslide in line with the bed. Now when cutting your thread you put on the depth with the cross-slide and increment the topslide with half the same value. This is still only cutting on ones side but is equivalent to an approximate setting of arctan(0.5) = 26.56 degrees so it works for 55 degrees and 60 degree threads. It also allows you to broaden the thread when at full depth which is the direct reading of the cross-slide - no trig required. This is the method Martin Cleeve advocates in his book. Anyway when cutting your intermediate thread you can advance the topslide by half the pitch i.e. 0.063 before starting your cuts again and voila a half pitch offset for an 8 TPI double start thread. HTH Jon Edited By Jon Gibbs on 20/03/2017 15:15:55 |
| SteveW | 20/03/2017 15:19:17 |
 140 forum posts 11 photos | I'd experiment using a nice clean bit of bar and two coloured felt tips. Replace tool with first colour and 'cut' first thread. Change colour and 'cut' second. With a fine 'sharpy' type pen you should be able to see two clear 'threads'. No metal gets wasted... no tools get blunt! |
| Martin Connelly | 20/03/2017 15:26:56 |
 2549 forum posts 235 photos | If your tumbler drive gear is an even number then just turn the chuck to get one jaw horizontal, disengage the tumbler gears, rotate the chuck 180° so that the horizontal jaw is horizontal on the other side and re-engage the tumbler gears. Martin C. |
| JasonB | 20/03/2017 15:30:49 |
 25215 forum posts 3105 photos 1 articles | Another option if you have an even number of teeth on the leadscrew gear is to mark opposite teeth, cut first thread then disengage banjo and rotate gears until the leadscrew has turned 180deg and then re engage the banjo. You can then use same number on teh dial but tool will be half a turn of teh leadscrew (0.0625) further along. If the work can be driven between centres then turn up a soft ctr in the 4 jaw and use a cranked dog against 1 jaw to cut first thread then move dog to jaw 3 to cut second pass. Or get a Hardinge that allows easy multi starts Don't forget your cutting tool will need more clearance due to teh steeper helix angle of teh cut Edited By JasonB on 20/03/2017 15:34:01 |
| John Stevenson | 20/03/2017 15:32:33 |
 5068 forum posts 3 photos | 100 ways to do it. It all depends on what way suits you and the equipment you have - simples. |
| Clive Foster | 20/03/2017 16:05:44 |
| 3630 forum posts 128 photos | Posted by John Stevenson on 20/03/2017 15:32:33:
100 ways to do it. - simples. Yup. Its bringing thread dial rotation in that gets folk mixed up. Rule for two starts is :- either 180° rotation of the work without longitudinal shift of the tool tip along the bed or 1/2 pitch longitudinal shift of the tool tip without rotating the workpiece. Thread dial rotation actually measures longitudinal shift. Effectively the thread dial is a big, coarsely calibrated dial caliper. Need an absolutely clear understanding of that and how things tie together in practice if you want to use the thread dial to set multiple starts. Matin Cleeve goes into some detail on this concept in his book "Screwcutting in the Lathe". Sent me straight to the aspirin bottle! I mark the gears or chock the 4 jaw chuck as the effects of both are easily visualised. Clive. Edited By Clive Foster on 20/03/2017 16:06:12 |
| Allan B | 20/03/2017 17:50:20 |
133 forum posts 23 photos | looks like I have put the cat amongst the pigeons with this question lol I have got Martin Cleeve's book in the workshop practice series, I have tried reading it, I am not the best at reading at the best of times, that is some serious heavy writing, and being dyslexic , having to read each bit twice for it to make any sort of sense made it a very long process to get anywhere in the book.
allan |
| Allan B | 20/03/2017 20:06:15 |
133 forum posts 23 photos | ok so I thought I had this sorted, but maybe not
as per advice I tried setting with the tread gauge using the 1/8 marks, and it just ran the pen along the same line, even tried in-between the 1/8 marks and it still followed the same line
so next I tried just indexing round the spindle by 180 degrees, I dis-in-gauged the back gear, and the tumblers so the spindle could move independantley of the screw cutting gearbox, moved it round the 180 degrees and then in-gauged everything again and this was the result.
a nice even twin lines, so I thought I would have a go, I turned a bar down to 19.4mm, cut the first thread in, then reset everything back to zero, turned the spindle 180 degrees as per the attempt with the pen, and this was the result.
maybe not the clearest of pictures, but you can see that I have got one thread as you would expect, but then a flat before you start the next pair of threads. any clue what I have done wrong this time? Allan |
| JasonB | 20/03/2017 20:13:43 |
25215 forum posts 3105 photos 1 articles | You need the leadscrew to move 180degrees not the spindle. Or move the work 180deg in the chuck |
| Allan B | 20/03/2017 20:19:08 |
133 forum posts 23 photos | by dis-in-guaging all the back gear ect, it allowed me to manually turn the chuck and spindle the 180 degrees without the tool moving with it still inguaged with the lead screw, so I thought that is what I had done.
|




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in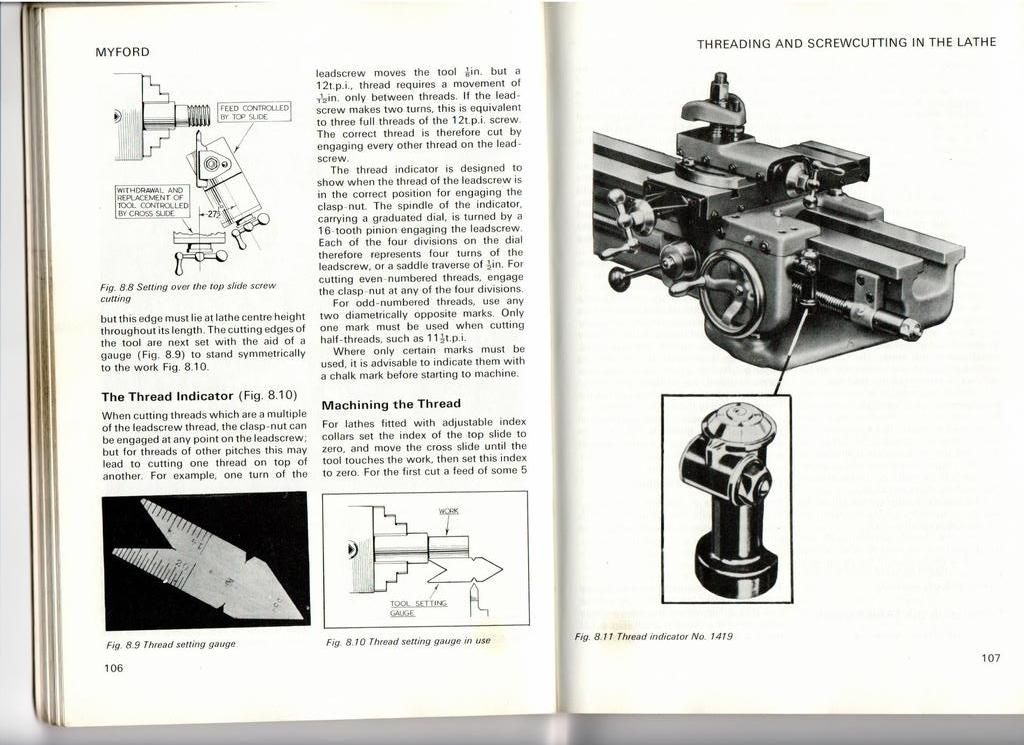{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Twin start threads