Forum sponsored by:

How do you pin a crankshaft joint?
| Gareth Jones 9 | 27/02/2017 11:00:56 |
| 23 forum posts | Hi Forum, I'm new to model engineering. I've been looking through the work in progress sections and note in a couple of builds that crankshaft joints have been assembled with loctite and pinned through the joints with silver steel. How is this done? |
| Nick_G | 27/02/2017 11:16:16 |
 1808 forum posts 744 photos | . Firstly you need the correct grade of loctite. 638 is best. Secondly the areas to be joined need to have a less than perfect finish on them. I used a knackered tip on purpose when boring the webs so that it had a rough surface. I will also put the shaft back into the lathe and score the areas that will coincide with the webs. You also need a couple of thou between the parts so that when pressed together the process does not wipe the loctite off. Some needs to be actually in the joint. Also very important is that the parts need to be totally clean from oil. - 638 works quickly. You have to get it right 1st time and pronto.! I was actually discussing this only last night with Michael Gilligan. And there is an argument that if done properly the pin is not needed.! i.e. that if any force is placed onto the pin it means the main bond is already 'fubar' I am actually about to do this process on a reasonably large (by my standards) crankshaft. The purists will be horrified. As to the actual process. I don't know how much of a rush you are in doing this but I will be photographing it when I do. Nick
Edited By Nick_G on 27/02/2017 11:19:38 |
| JasonB | 27/02/2017 11:49:04 |
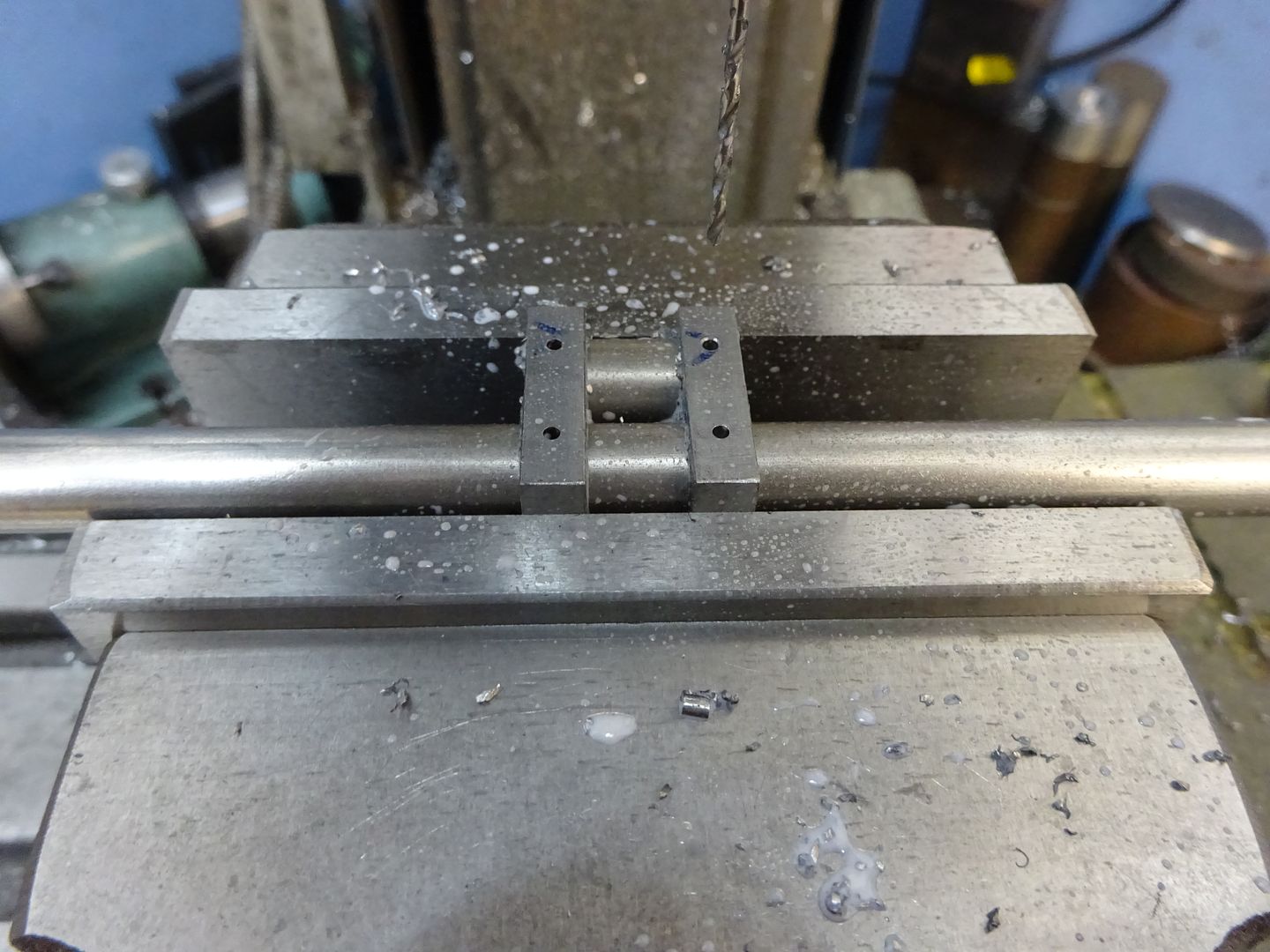
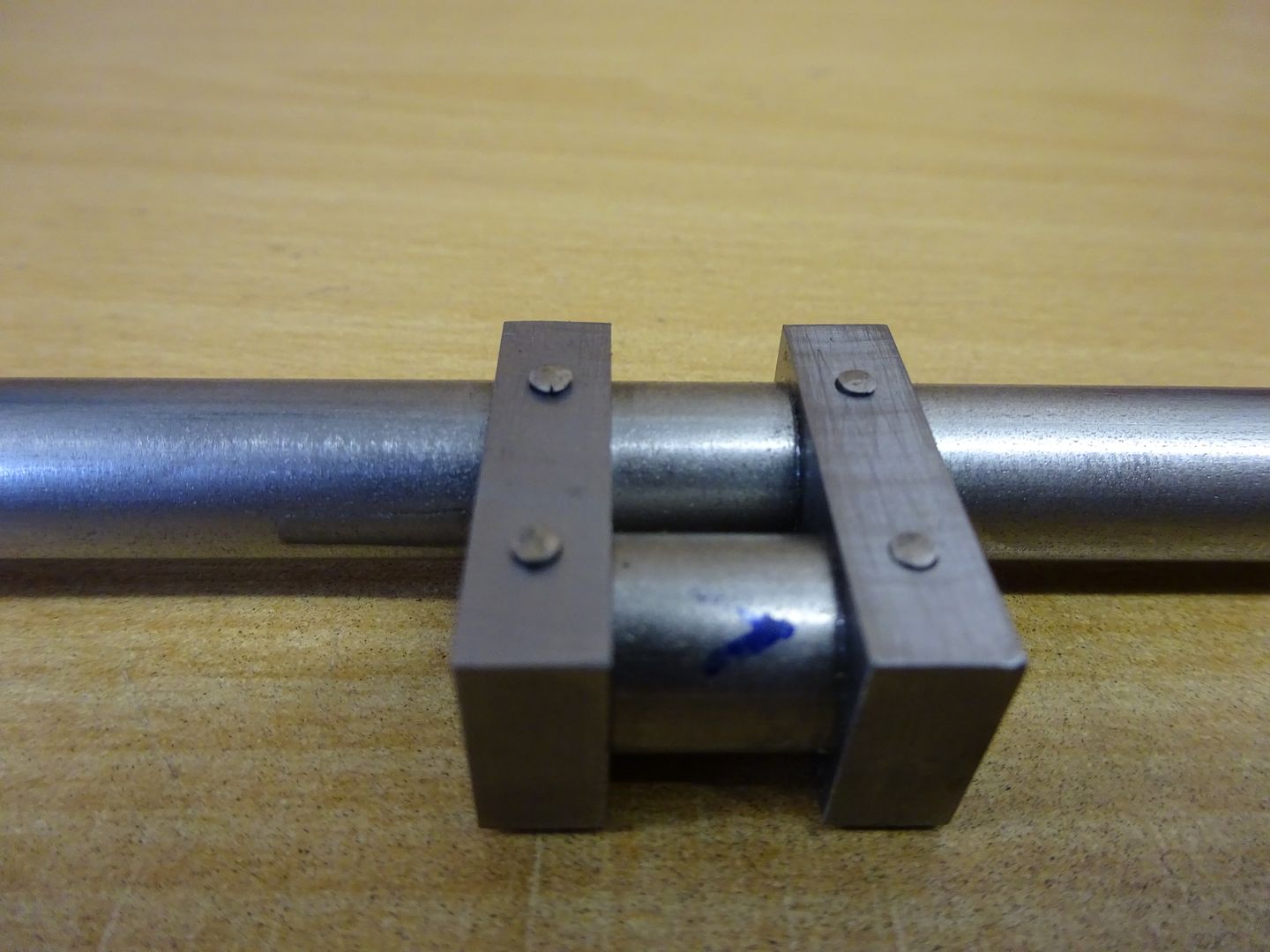
 25215 forum posts 3105 photos 1 articles | After joining the actual shafts to the webs with either A Loctite type product or silver solder ( I prefer silver solder on teh larger cranks) this is how I pin the joints. Drill cross holes through the assembled parts and lightly countersink.
Cut a length of your pin material a little overlength,( I just use mild steel rather than silver steel) place pins in hole with equal sticking out each end, they can be fitted dry or have some of the Loctite added
Support one end of your pin material on some form of anvil, this can just be a big bit of bar in your vice, then pein over the ends of the pin much like you would a rivit
When the Csk is filled file off the excess and you should not be able to see the pin.
Edited By JasonB on 27/02/2017 11:52:35 Edited By JasonB on 27/02/2017 12:05:54 |
| Gordon W | 27/02/2017 11:58:22 |
| 2011 forum posts | Would it be better to fit the pins before silver soldering , then solder everthing up together? Can't help but think the joint would be stronger, but have nothing to prove it. |
| Gareth Jones 9 | 27/02/2017 12:00:12 |
| 23 forum posts | Thanks Gents. So how deep would you drill the cross holes? All the way through, or just half perhaps? |
| JasonB | 27/02/2017 12:04:13 |
25215 forum posts 3105 photos 1 articles | All the way through.
|
| Andrew Johnston | 27/02/2017 12:14:22 |
 7061 forum posts 719 photos | When I made the crankshaft for my Economy hit 'n' miss engine I loctited the joints and then pinned. I can't remember what size pins, but around 4-5mm. I drilled all the way through and loctited the pins in place. I did not countersink the pins holes. Leaving the pins overlength and then draw filing results in the pins being near invisible. I didn't do any special roughing of the joints before assembly; it's not needed. The recommended surface roughness for loctite joints is around 1.6µm to 3.2µm Ra. That's the sort of surface finish that I normally achieve when turning. Andrew |
| Michael Gilligan | 27/02/2017 14:20:15 |
 23121 forum posts 1360 photos | Opinions will vary [widely] ... and, of course, that's why we have a forum. Personally, I have great faith in Loctite 638 Its 'Compressive Shear Strength' is, I would suggest, adequate for most 'model' crankshafts. ... The numbers are in the Technical DataSheets, and the test is prescribed in ISO 10123 MichaelG. . P.S. There is an on-line copy of the equivalent ASTM Standard available at: ftp://185.72.26.245/Astm/2/01/Section%2015/ASTM1506/PDF/D4562.pdf < I shall now leave you to it > Edited By Michael Gilligan on 27/02/2017 14:21:30 |
| MW | 27/02/2017 14:33:45 |
 2052 forum posts 56 photos | I personally think a rivet/pin will give one of the strongest joints possible. Michael W Edited By Michael-w on 27/02/2017 14:34:47 |
| Roderick Jenkins | 27/02/2017 15:14:56 |
 2376 forum posts 800 photos | My Wyvern is Loctited only. Precision ground mild steel in reamed holes. Hasn't come apart yet but adding a pin doesn't hurt. Rod Edited By Roderick Jenkins on 27/02/2017 15:15:42 |
| Chris Gunn | 27/02/2017 15:34:08 |
| 459 forum posts 28 photos | Gareth, if you follow Jason's method above you will not go far wrong, I personally would silver solder a joint or weld it as well as pinning the joints if the engine was to do serious work using steam, especially if the crankshaft is sitting above a nice hot boiler as in a traction engine. If the engine finishes up running occasionally on air for demonstration I might consider Loctite plus pinning. Belt and braces in a key component is always a good idea. Chris Gunn |
| Neil Wyatt | 27/02/2017 15:57:12 |
 19226 forum posts 749 photos 86 articles | > You also need a couple of thou between the parts so that when pressed together the process does not wipe the loctite off. Some needs to be actually in the joint Old wives tale! Best joint is not too fine a surface finish and a close fit, a press fit it ok, but a close push fit is best. I posted links to the databooks recently. Neil |
| steve de24 | 27/02/2017 16:28:19 |
| 71 forum posts | Jason, very neat work - a technique worth remembering - thanks for sharing. Steve
|
| Andrew Johnston | 27/02/2017 19:26:32 |
7061 forum posts 719 photos | Posted by Neil Wyatt on 27/02/2017 15:57:12:
Best joint is not too fine a surface finish and a close fit, a press fit it ok, but a close push fit is best. Must be reading a different Henkel application note to me. From an engineering perspective the use of a small gap is good as it is easier, faster and cheaper to produce. Andrew |
| Nigel McBurney 1 | 27/02/2017 20:44:54 |
 1101 forum posts 3 photos | the use of taper pins makes a better joint, if parallel pins are used then the holes should reamed a tight fit for silver steel pins, or ground dowel pins. |
| Neil Wyatt | 27/02/2017 20:49:13 |
19226 forum posts 749 photos 86 articles | Posted by Andrew Johnston on 27/02/2017 19:26:32:
Posted by Neil Wyatt on 27/02/2017 15:57:12:
Best joint is not too fine a surface finish and a close fit, a press fit it ok, but a close push fit is best. Must be reading a different Henkel application note to me. From an engineering perspective the use of a small gap is good as it is easier, faster and cheaper to produce. I'm sure we're looking at the same thing! Looking at the graph, the greatest strength is a 0.025mm (a push fit) and fits of less than 0.025 0.00 are all marginally better than 0.075mm. OK 2 thou is perfectly OK for strength BUT (1) you don't need to worry about a close fit wiping the adhesive out of the joint and it follows that (2) making the joint close enough to ensure accurate alignment is more important than allowing space for the adhesive. |
| MW | 27/02/2017 21:01:39 |
2052 forum posts 56 photos | Posted by JasonB on 27/02/2017 11:49:04:
Support one end of your pin material on some form of anvil, this can just be a big bit of bar in your vice, then pein over the ends of the pin much like you would a rivit Is that a granite marking out table I see? Such wanton luxury, JasonB! |
| vintagengineer | 27/02/2017 21:03:12 |
 469 forum posts 6 photos | I have rebuilt a number of Edwardian aero engines with built up cranks. All these had the crankpins pinned but the pins always down the side of the pin, rather than through the centre. One other point is the crankpins on aero engines are always hollow. |
| Michael Gilligan | 27/02/2017 21:56:57 |
23121 forum posts 1360 photos | Posted by Neil Wyatt on 27/02/2017 20:49:13:
.
... making the joint close enough to ensure accurate alignment is more important than allowing space for the adhesive.
. [raising my head briefly above the parapet] ... We 'old wives', and many Production Engineers, tend to favour the use of something approximating splines [not unlike the very popular style of woodworking dowels] to both achieve alignment and provide a thou' or two of space for the product. MichaelG. .
. This is a little 2mm diameter cross-pin, from the shaft of a hand-held food blender ... ignore the scars from the end-cutters, which were used to extract it [after heating to break-down the adhesive]; but note the use of three little 'upsets' to make it a light press-fit in the hole, whilst leaving a sufficient gap for the 'retainer' compound [probably Loctite 638, or similar].
Edited By Michael Gilligan on 27/02/2017 22:00:36 |
| julian atkins | 27/02/2017 23:03:59 |
 1285 forum posts 353 photos | The 'cotton reel' method can be used with advantage when using loctite for these assemblies. The problem with Neil's method is that the loctite sets too quickly, especially when doing a double crank axle as is often the case in miniature loco work with 2 inside cylinders, or quartering wheels in a jig. A single crank is very easy by comparison on a single cylinder model. We dont know what Gareth's proposed example is. JasonB's method is the way I have always done these bits on miniature locos with loctite. Cheers, Julian |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > How do you pin a crankshaft joint?