Forum sponsored by:

Fly cutters
| Alan Rawlins | 05/06/2015 06:52:50 |
| 74 forum posts | As a newby I have been experimenting with different materials and tool cutters, tipped and HSS. I bought a set of fly cutters recently and after grinding the HSS tool I tried to machine some steel. After about a dozen revolutions of the cutter the tool was worn flat on it's cutting edge, and obviously wouldn't cut any more. Using the same configuration and speed, ie 800rpm I machined some aluminium which machined very well and was quite a nice shiny finish. My question is this, are fly cutters only good for machining aluminium using a HSS tool, and not suitable for steel? I have since made a fly cutter myself but not yet tried using a tipped tool on steel so I don't know what would happen if I did, considering the interrupted cut.
|
| Dennis D | 05/06/2015 07:12:06 |
| 84 forum posts 3 photos | Your speed may be too high. If you do a search you should find cutting speed charts. A rough calc I use is CS x 4 / dia of tool. For steel I use a CS of 100 depending on the dia of your cutter you may want to be 200 -300 rpm for steel |
| JasonB | 05/06/2015 07:46:02 |
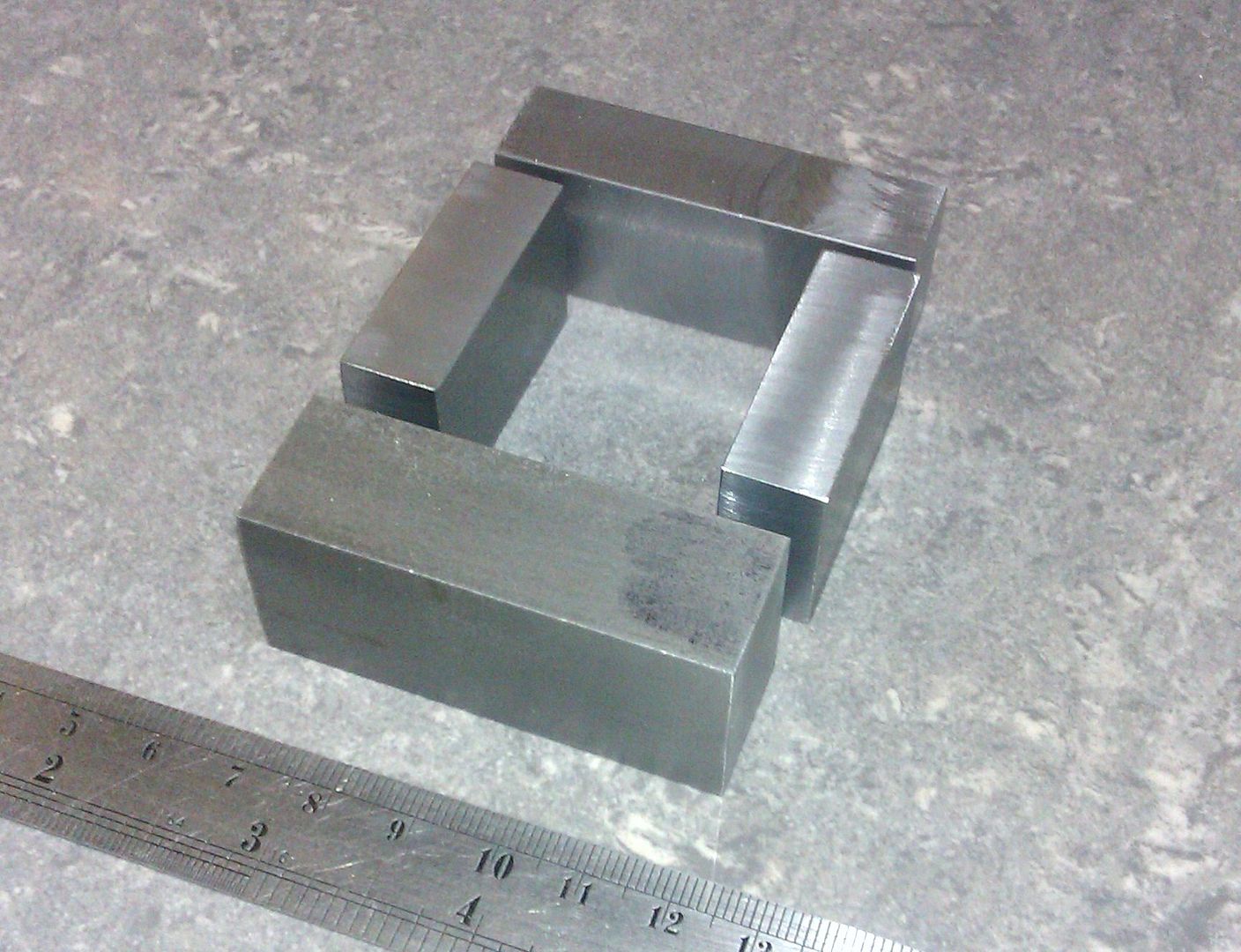
 25215 forum posts 3105 photos 1 articles | You probably need to play with your speeds and grinding a bit more, depending on what dia the tip was swinging at the 800 sounds a bit high, measure what dia the tip is at not the dia of the fly cutter body and compare with what you would turn that dia work at. Bit of 1" wide by 3" long flycut mild steel
And the three 5/8" wide bits below were flycut all over.
|
| herbert punter | 05/06/2015 07:53:55 |
| 128 forum posts 1 photos | Alan, look here **LINK** it will tell you what you need to know. Bert |
| Nigel McBurney 1 | 05/06/2015 08:27:22 |
 1101 forum posts 3 photos | Problem is caused by too high a cutting speed, as a rough guide if your fly cutter tip is describing a circle of one inch (25mm) then speed should be 250 to 300 rpm, for MILD steel and 250rpm max for cast iron, ali and brass can be cut 2 to 4 times faster,high speed steel will soon loose its edge if these speeds are exceeded, You did not specify the grade of steel,probably tough steels on home machinery should be cut with and end mill. Also some lubrication should be used with mild steel, apply the soluble oil with a brush,the flycutter will soon cover the operator and the workshop when a pumped supply is used unless suitable guarding is in place, I once saw a demonstration in a carbide tool manufacturers works , it was really impressive a cutter with two tips about 60mm dia, in effect a two tip fly cutter and was really peeing round well over a 1000 rpm and cutting mild steel ,the swarf was coming off like bullets,and red hot with no lube, the carbide was obviously developed specifically for this job and they had no doubt spent some time getting the parameters right, great if you are making a living but not for the amateur. I find that amateurs nowadays are obscessed with cutting at high speeds,whats the hurry if a job takes longer so what its only a hobby, I fully realise that some carbides need to run at high speed but you do need the proffessional m/c tools to make the best use of carbides. |
| Douglas Johnston | 05/06/2015 09:15:03 |
 814 forum posts 36 photos | I use a high quality Sumitomo carbide tipped tool in my flycutter running at about 500rpm at a turning radius of 1.5 to 2" on steel with a depth of cut of about 5 thou and with auto feed and get a superb finish.The cutting tip has positive rake and lasts a long time before a change of edge is needed. The tips I use are triangular so you get 3 edges on each tip. Doug |
| Capstan Speaking | 05/06/2015 09:20:52 |
 177 forum posts 14 photos | As a rule of thumb for mild steel it is 280/D. D is the inch diameter of the cutter or of the work if turning. Use 200 for carbon steel and 350 for Ali. |
| Vic | 05/06/2015 09:43:27 |
| 3453 forum posts 23 photos | As a point of interest I use round inserts on my fly cutter and find it works quite well on steel. I was concerned about the interrupted cut but I've had no chipping of inserts at all. Once worn all the way round - you get a lot of cutting faces on a round insert, you can sharpen them on a diamond stone. |
| Ajohnw | 05/06/2015 13:03:30 |
| 3631 forum posts 160 photos | The problem may be the HSS. Try to buy some that mentions cobalt. M35 or M42. From memory M35 which is ok is around 5% cobalt. This will cost more than plain HSS but it is worth it. I'm pretty sure that some one on ebay lists some M35 toolbits, harry something or the other. Failing that Cromwell tools have all sorts. When you grind HSS tools have some water handy and don't allow the tool to get hot enough to colour. That even applies to the above. Cutting speed too as has been mentioned but if I were you I would experiment with slower ones. Most quoted figures in that area are based on production rates against tool wear. There can be all sorts of reasons for running more slowly. John - |
| Alan Rawlins | 06/06/2015 06:28:50 |
| 74 forum posts | Thanks everyone for your helpful comments. I will have another try today to see how I get on. I turned a round piece of mild steel yesterday using a HSS tool from the same batch as the tool I made the fly cutter tool from and that turned out quite well. will let you know how I get on.
, |
| Alan Rawlins | 10/06/2015 08:50:51 |
| 74 forum posts | I resharpened the HSS tool tip and then reduced the speed to 500rpm and cut to 0.004" and ended up with a good finish on the same piece of mild steel that I used previously. Thank you everyone for you replies. |
| Pete | 27/06/2015 02:07:27 |
| 128 forum posts | A cutting speed of 100 feet per minute is the MAXIMUM recommended speed while cutting mild steel with the usual HSS. Just remember that is the maximum. Much better to drop that a touch to make the tool tip last a lot longer between sharpening's. A 10% reduction will make the tool tip last much more than 10% longer. It's not directly proportional. And you could use 3.1416 or even a closer number for pi, but to make it easy to do in your head, I just use the tool or part diameter and multiply that by 4. So a 3" diameter swing tool or part X 4 = 12" or 1 foot. 100 rpm would then be the maximum rpm to give you that recommended 100 ft per minute, or whatever metric numbers that are the same. Very few of the smaller and cheaper offshore built machines today come with a low enough rpm to hit that number once your tool diameter or work piece on a lathe starts getting a bit larger. Sometimes all you can do then is to go to a carbide tipped tool. Some carbides depending on the exact material can do 300-600 ft per minute with mild steel, and some specialised carbides can today do over 1,000 ft per minute with very expensive and rigid machines. Aluminum can be cut depending on the alloy at very high speeds, almost to the point of being unlimited rpm within reason with good industrial grades of carbides, or even ceramic, and diamond tipped tooling. Those materials are very brittle, can't take interrupted cuts even as well as carbide can, and require those industrial very rigid machines and multiple part production to justify there high costs. Knowing or at least having access to a list of the general and recommended cutting speeds isn't optional. Burning up hard to resharpen at home tooling can get really expensive. But all of those cutting speed lists are for high quality industrial machines and tooling. You'd be far better off to understand that and cut back on those speeds at least a bit. Our time in a hobby is cheap, and the tooling fairly expensive. In industry it's just the exact opposite, so tooling is run right to the limit of cost effectiveness. Pete |
| Alan Rawlins | 30/06/2015 15:44:19 |
| 74 forum posts | Hi all, I am busy making a large Fly Cutter, about 150 mm diameter .My idea is to be able to cut the full length allowed by the cross slide without the tool picking up on the back edge that has already been cut. I have tried as many ways that I could think of, and those suggestions from other modellers without any success to overcome this problem. I thought I had found the problem when I found the cross slide lead screw nut was out of line with the lead screw at the front of the slide, where the handle is, by about 1.2mm. Although I have realigned the nut and the slide is now as smooth as a ski on snow, it still didn't solve the problem of the back edge being cut a second time. My question is this, should a Fly Cutter be held in a three jaw chuck or a collete chuck when using the finished tool? Will the "grip" in the collete chuck be sufficient to hold the Fly Cutter during intermittent cuts? . |
| Vic | 30/06/2015 16:00:46 |
| 3453 forum posts 23 photos | Not sure exactly what you mean Alan but if the flycutter is cutting on both the leading and trailing cut then yes, this is normal. It was explained to me that this is because the tool is deflected a little on the leading cut. If it only cut on either the leading or trailing cut then this would show the spindle was not perpendicular to the workpiece. I don't like the "double hatched" effect this leaves so if the workpiece is under about two inches long I can get only a leading cut by stopping the flycutter before the axis goes over the edge of the work. In this case the sweep or diameter needs to be double the size of the workpiece. An alternative is to deliberately tilt the axis of the spindle but the resultant surface will not be perfectly flat but very slightly dished. Hope this makes sense. |
| Alan Rawlins | 30/06/2015 16:07:26 |
| 74 forum posts | Thanks Vic. Have you any comments ref the better chuck for holding the fly cutter? |
| Neil Wyatt | 30/06/2015 16:25:38 |
 19226 forum posts 749 photos 86 articles | Concentricity isn't an issue for a single point tool so hold it however you want. At 150mm diameter you should be using about 60 rpm, at 800 rpm I'm surprised it managed 12 cuts!
Tubal Cain pointed out that flycutting is NOT a quicker alternative to multiple passes with an end mill. Neil
|
| Tim Stevens | 30/06/2015 17:16:31 |
 1779 forum posts 1 photos | Regarding the 'trailing cut' - A useful test is to try the result of cutting left to right, and right to left. Then, if the trailing witness is more obvious one way than the other, do the same test going to and fro (moving in the y axis instead of the x). If everything is as it should be the effect should be exactly the same in all four directions. If it isn't then your mill may require 'tramming' - ie setting the axis of the cutter exactly at right angles to the movement of the bed. If this is really quite a lot out, you will find that the leading edge only is cutting one way, and the trailing edge on the return pass. Also, the surface of the job will be wavy, with hollows where the cutter was going across the work, and higher bits where it was cutting along the work. I'm sure there is lots of advice about the tramming process here (somewhere) ... And the reason for the to and fro check is that your mill might only be out in that direction, but it is as well to find out before it is really important. Hoping this helps Tim Edited By Tim Stevens on 30/06/2015 17:18:26 |
| Vic | 30/06/2015 19:57:50 |
| 3453 forum posts 23 photos | I think he's using it on a Lathe Tim. |
| JasonB | 30/06/2015 20:07:29 |
25215 forum posts 3105 photos 1 articles | Alan if you want to swing a large diameter you can make a simple toolholder that fits onto your faceplate, a lot less work than kaking a complete holder and worrying about how to hold it.
J |
| Alan Rawlins | 03/07/2015 07:28:28 |
| 74 forum posts | As an after thought. How do any of you lads adjust the part, to be fly cu,t to make sure it is parallel to the cutter when the part is held in a vice on top of the cross slide? |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Fly cutters