Forum sponsored by:

Warco 290V comments n feedback
Warco WM290V
| mechman48 | 19/12/2014 12:01:40 |
 2947 forum posts 468 photos | My lathe is free standing; once I had the cabinets replaced I had previously laid a self levelling concrete pad on which I placed a thin rubber mat under ea. foot & levelled from that. I used a combination of my small level ( in previous pic. ) plus digital level to get as best as I could . I used a combination of a pair of 16mm HSS tool steel blanks & a 12mm blank on the front & back shears to reveal a zero twist & a 0.1* rise at the tail stock end, which doesn't overly worry me as long as I have the zero twist which is more important. The hold down bolts at the Tail / headstock ends were only just nipped up .... Headstock reading.. zero twist..
Tailstock reading.. zero twist..
Front shear .. 0.1* rise at Tailstock..
Rear shear.. 0.1* rise at Tailstock end..
Test piece after levelling & tailstock alignment check.. 0.00045" difference.. less than 1/2 thou' over 6".. good enough for me..
George. Edited By mechman48 on 19/12/2014 12:04:20 Edited By mechman48 on 19/12/2014 12:05:26 |
| JoeT | 02/01/2015 11:56:43 |
| 24 forum posts | Very nice pics George! What size tools are people using with the WM290? I got some nice Glanze 12mm tools for Christmas (Warco told me 12mm was right when I bought the machine), but they need a lot of shimming up in the stock tool post to get anywhere near centre height. After just 5 mins of test cuts, I'm hating the stock tool post enough to want to splash out on a quick-change. Do I just go for the Warco one, or make/modify another one? Cheers, Joe.
|
| Neil Wyatt | 02/01/2015 12:55:04 |
 19226 forum posts 749 photos 86 articles | Here's one I made earlier
The heresy is - I haven't got round to fixing my mini-lathe down to the bench yet... Neil <edit> That's 5.5" at the top, so not as good as George is getting, but not far off. Edited By Neil Wyatt on 02/01/2015 12:57:29 |
| Tony Pratt 1 | 02/01/2015 13:10:14 |
| 2319 forum posts 13 photos | Hi Neil, Was yours a between centres turning test as the end spigots don't seem long enough to hold in a chuck? Tony
|
| Neil Wyatt | 02/01/2015 13:56:25 |
19226 forum posts 749 photos 86 articles | > Was yours a between centres turning test as the end spigots don't seem long enough to hold in a chuck? Yep. Neil |
| JasonB | 02/01/2015 14:02:53 |
 25215 forum posts 3105 photos 1 articles | You are not really meant to use a chuck for a BETWEEN CENTRES test bar Should have a trued ctr in the spindle and drive it with a dog. Edited By JasonB on 02/01/2015 14:03:48 |
| JoeT | 02/01/2015 14:20:28 |
| 24 forum posts | Posted by Bogstandard2 on 02/01/2015 13:14:56:
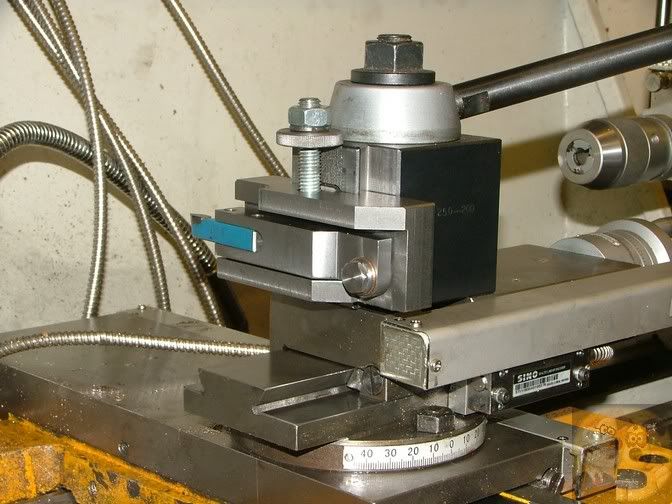
Joe, Many people will send you off looking for expensive toolposts and holders, well the toolposts might be reasonable, but spare holders can cost you a small fortune. The last couple of lathes I have had I equipped them with the Aloris or AXA type toolpost, we call them piston ones here, and couldn't find fault with them, plus to kit them out with lots of holders is usually reasonable as well, in fact, it is very easy to make your own to whatever holding size you want. I am just about to make a dozen half height ones to hold really small tooling for those finicky jobs. Toolpost on my new lathe
Fairly easy to make holders
And lots of 'em
John Edited By Bogstandard2 on 02/01/2015 13:15:23 Cheers John - that's the sort I was after - look to be about £100 odd for one with a few holders. I'm very impressed by your DIY holders - since I have a mill too, I really have no excuse not to have a go! |
| Neil Wyatt | 02/01/2015 19:07:41 |
19226 forum posts 749 photos 86 articles | > Should have a trued ctr in the spindle and drive it with a dog. Yep, that's what I did! Neil <edit> actually it was a small clamp as I haven't got any dogs... at least not the fur-less kind. Edited By Neil Wyatt on 02/01/2015 19:08:43 |
| Jesse Hancock 1 | 26/01/2015 16:13:36 |
| 314 forum posts | My two pence worth is: In my experience all heavy plant with revolving parts is bolted down on pads which help level the tool. The reason for all this expense is to do with wear and tare on the bearings within the machine. As running bearings meant to be at 90 degrees with a load at greater or lesser than square and level will put undue ware on said bearings (centrifugal force being what it is) and so you can do your machine a great service to get her fair and true. It will pay you back in the long run. (unless you use original bearings in a Chinese Lathe of course.) Also if you don't bolt down be careful to get the job balanced as far as you can in the four jaw or face plate as you could have the whole lot walk off the bench. Having said the above I haven't bolted my mini lathe down but it is level and I'm happy with the results since I changed bearings. Jesse.
|
| JasonB | 26/01/2015 16:33:34 |
25215 forum posts 3105 photos 1 articles | Jesse I don't really see how bolting down or leveling a lathe for that matter will affect the bearings. Its very unlikely that any adjustments will move the actual headstock which contains the bearings and spindle as these are quite rigid parts. Any leveling will be limited to getting the bed true to the headstock. |
| Jesse Hancock 1 | 27/01/2015 19:52:51 |
| 314 forum posts | J B: As I said perhaps not too clearly this was my experience in watching large plant sighted in factories and so on. Perhaps I got the wrong impression but why then go to all the bother of levelling everything up and bolting it down. I think it would be hard to get a large Lumsden grinder to walk the floor on account of it's weight. They are massive in construction and so one assumes they are stiff enough not to warp or flex during operating. There again a bearing out of true to the rotation of a mass must surely be under loads which it isn't designed for. The only problem we ever had with one was to renew the main spindle bearing. However that could have just been normal wear and tear. I'll see if there's any better explanations on the net but you have got me wondering now. EDIT: There's a wiki on the problems caused by not levelling machinery. Then again I remember a little about gyroscopic action from school as well, especially a hand held gyro. Jesse. Edited By Jesse Hancock 1 on 27/01/2015 19:57:42 |
.jpg")
.jpg")
.jpg")
.jpg")





Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Warco 290V comments n feedback