Forum sponsored by:

Diamomd tool holder
| chris stephens | 27/09/2009 19:03:50 |
| 1049 forum posts 1 photos | Posted by chris stephens on 27/09/2009 18:49:34:
Hi Keith,
Just had a thought, did you mean the jig for sharpening the tool bit for screwcutting or did you mean the holder for actually doing the thread cutting,
If it is the former, somewhere on the net there are plans drawn by, I think, Rick Kruger .
I have them in "My documents" saved for future reference. If they would be of help I can look for them or at least try to find the link so you can get them direct.
If I can find them I shall not put them here without the copyright holders permission, so the link would probably be better.
chris stephens
PS Have found a link; http://groups.yahoo.com/group/7x12minilathe/files/Tangential%20Tool%20Holder/ you may have to join the group to get access |
| TomK | 29/09/2009 15:05:49 |
| 83 forum posts 23 photos | Just finished the tangental tool holder that is in MEW 156. This is tool works well on my myford lathe. Had to modify the holder to get clearance and centre hieght adustment to use indixon tool holders
It takes a 0.100 inch cut with ease, that is 0.2 inche off the diameter. Edited By TomK on 29/09/2009 15:07:06 |
| David Clark 1 | 29/09/2009 15:22:16 |
 3357 forum posts 112 photos 10 articles | Hi There
That was quick.
Did you make it from the online magazine?
regards David
|
| TomK | 29/09/2009 16:59:32 |
| 83 forum posts 23 photos | David
Yes printed off the pages from the online magazine
Regards Tom |
| Michael Cox 1 | 05/10/2009 15:11:50 |
| 555 forum posts 27 photos | In view of current interest in this subject and also the article in issue 156 MEW I thought others might be interested in yet another design of tangential toolholder.
This photo shows the completed toolholder mounted in the lathe:
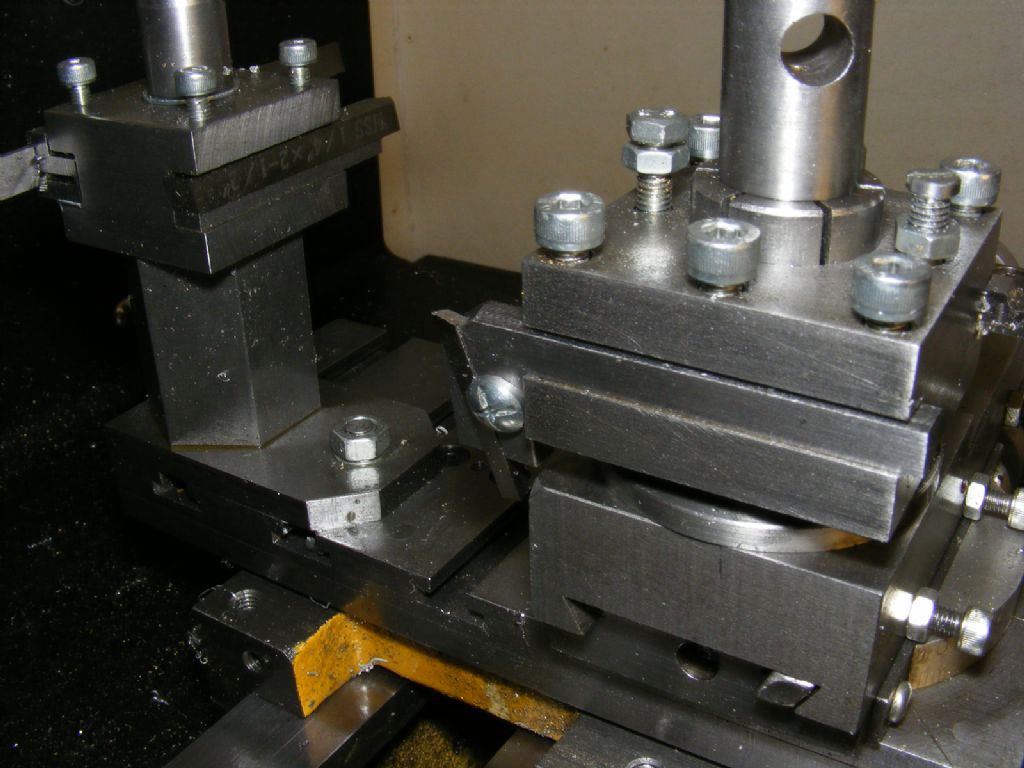 It is easy to see the 12 degree inclination of the tool in the forward direction in this photo. The next photo shows the end of the toolholder shank:
 This shows that the shank is trapezoidal and this inclines the tool 12 degrees from the vertical towards the head stock. The next photo also illustrates this point somewhat more clearly:  The advantage of this mode of construction is that the whole tool is made from a piece of 1/4" plate. It is only necessary to mill the slot for the tool at 12 degrees and then file or mill the shank to have the 12 degree trapezium angle. These are very straightforward operations and the whole tool can be made in 3 hours. I hope this is of interest.
Mike |
| Lawrence Keating | 10/10/2009 01:41:44 |
| 2 forum posts | I live in Canada and just received one from Bay Com in the States. Been looking at the concept for years and finally took the plunge. So far - it works a charm on my Myford Super 7 with a QCTP. And talk about easy to sharpen
 . I ordered it in preparation of building GHT's Univeral Pillar Tool - just waiting for the castings. . I ordered it in preparation of building GHT's Univeral Pillar Tool - just waiting for the castings.I didn't see this forum until AFTER I received the tool holder - glad to know that others have had success with it. I suspect it will become my main "weapon" of choice as well. |
| David Robinson 2 | 11/10/2009 00:23:51 |
| 2 forum posts | Hi,
In a post war book on lathes there is an illustration and description of Alfred Herbert Polytip tools. These use the same principal with carbide formed in square, round and triangular toolbits. In these tools, the holder was split from the toolbit , rearwards for about an inch and a screw to close the split, clamping the tool. they also had a support/height adjuster in the form of a grub screw in an extension under the bottom end of the toolbit.
Sometime in the seventies or eighties there was also an article on this same type tool from which I made one or two in the M.E. A further reason for their use mentioned was that they utilised the 'end grain' of the H.S. toolbits which apparently reduced wear. I have one set up on my lathe at the moment that I made all those years ago and still use.
Dave. |
| chris stephens | 29/10/2009 16:56:29 |
| 1049 forum posts 1 photos | Hi Guys,
For those interested in the history of tools, and tangential ones in particular, take a look at;
where you will find a few types. The book is dated 1901(3rd edition), so not exactly up to the minute, but Heh, modern means CNC and five axis or more machining centres! Not what most of us knob twiddlers have.
For those who say it is difficult to scan books, this entire book is freely available to read or download. Thanks go to the University of Toronto, and the poor chap(or chapess) who had to turn the pages.
Oh dear, I can feel another old tool copy coming on, must go and take a cold shower.
That's all for now, back to the asylum.
chris stephens |
| Ian S C | 30/10/2009 11:56:02 |
 7468 forum posts 230 photos | See page 119 vol 1 no 7 Model Engineering,fig 2A tangential lathe tool,it uses old warn round files for tools,these are held in place with a cotter driven in behind the tool from the top. [Note_Many readers will proberbly prefer to make their own tool-holders;but Mr Don informsus that,if desired,he will be pleased to supply holders such as he describes complete,with three cutters,at from 1s. 6d to 3s. each,post-free,according to size.-Ed.,M.E.] Think the offer is off now-IAN S C Nothings new |
| Flying Fifer | 08/11/2009 22:18:21 |
| 180 forum posts | i`ve just gone on Eccentric engineering`s site & see that they now have a UK agent. -
Has anyone bought from this agent ??
Thought I`d ask as I`m a little bit wary of PO box numbers having been burnt once before. |
| Eccentric Engineer | 09/11/2009 03:35:28 |
 26 forum posts 5 photos | Hi All Just thought I'd post that my UK distributor is actually my sister, I emigrated here to Australia in 89.
I usually keep an eye on this thread so if anyone has any queries on the Diamond Tool Holder they'd like to share, I'll be happy to post a reply.
One thing I'll mention for owners of Mini Lathes (Sieg etc), that are considering buying a tool.
Even though the lathe centre height is large enough to fit an A9.5 , the "A " type tools protrude 15mm further out from the tool post than the T6.
With the cross slide wound right out the maximum diameter that can be turned with an A8/A9.5 is only about 25mm.
Using a T6 will increase this by 30mm, ie max dia is increased to about 55mm.
The T6 is the better choice for these smaller lathes.
UK prices, sizes, and ordering details will be included in the ME and MEW magazine ads from next issue.
Gary
Edited By Eccentric Engineer on 09/11/2009 03:38:24 Edited By Eccentric Engineer on 09/11/2009 03:39:56 |
| ivan kustura | 21/02/2010 12:39:53 |
| 4 forum posts | G'day to all.
After picking up the Diamond Tool Holder from Gary (Eccentric Engineer )i couldn't wait to get home and try it out, and i wasn't dissapointed.
The only toolbit slippage i got was when i took toooo deep a cut on a rough iron casting, once i resharpened the bit and took a more sensible cut it worked great.
Due to my banged up hands and partial loss of sight in my left eye, grinding lathe toolbits with all the different angles is abit of a problem, i studied mechanical engineering for four years in college so i am well trained in freehand grinding, with the diamond tool holder and the supplied grinding jig i find it so easy and simple.
Using replaceable carbide bits was my only other option and that was getting rather costly, especialy when my two sons use the workshop building their go karts and so on.
Threading with it was very straight forward, only if it could do internal threads, grinding the toolbit with the jig was a breeze. No more expensive threading replaceable bits for me thank GOD, except for internal threading, BUGGER....
I found Gary ( Eccentric Engineering ) to be a real gentleman and after looking at some of his work in his workshop, a true proffesional in the engineering field.
After using this kit i have no hesitation in recomending it to anyone, its so easy to use and alot cheaper then some of the other options.
Regards , Ivan K.
( i have no connections to Eccentric Engineering, i just love the product )
|
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Diamomd tool holder