Forum sponsored by:

What did you do today? (2013)
| Stub Mandrel | 12/09/2013 20:23:18 |
 4318 forum posts 291 photos 1 articles | Jason, With that excellent syntax I am sure all you programs run first time Andrew, It's self-imposed little-endianness in an AVR. This suits the architecture but when you have aroutine doing some maths to calculate a target current level and put one of the inputs in the wrong way round you can get a very peculiar result... John, You can't put English holes in a Chinese mill! Neil |
| jason udall | 12/09/2013 20:41:50 |
| 2032 forum posts 41 photos | Run first time? Only in ADA... Most others were an iterative process |
| jason udall | 12/09/2013 20:45:00 |
| 2032 forum posts 41 photos | Regardless of micro, os, language. I find NicolasWirth has it about right. Data structures plus algorithms equalls programmea |
| Nicholas Farr | 12/09/2013 20:48:27 |
 3988 forum posts 1799 photos | Hi, maybe John had some cheap Chinese twist drills, if so they would be Chinese holes, wouldn't they? Regards Nick. |
| Windy | 13/09/2013 13:55:31 |
 910 forum posts 197 photos | Any body got some spare midnight oil I need a few gallons. After the aerobatics on Saturday and Sunday at the Midland Area Hydroplane Championships major repairs are required. The midnight oil is being burnt to resurrect my two-piece flash steam hydroplane for my last speed attempts of 2013 at Kingsbury. It did manage a timed run of 123mph before take off on Saturday. After some minor repairs it was ready for Sundays attempts. The speed was building up when it took off again there was a clock reading of 130mph but that was in the air so could be a false reading. The hull takes time as my epoxy adhesive takes 32hrs to cure but withstands heat better than many fast cures. Generator and burners was mangled but repairable. Engine has a steam leak to sort out then to play with cam timing. Back to the workshop now.
Paul |
| OH CHUFF! | 13/09/2013 15:49:11 |
 15 forum posts 2 photos |
Got my new (to me) lathe today. didn't want to drop it by being a muppet so got that landylift bloke Steve Cox to shift it up my uneven drive, very nice chap and glad i didn't attempt it myself. It's not yet in its final position as i still have some painting to do, but this is it. |
| Aeronut | 13/09/2013 21:37:21 |
| 18 forum posts 39 photos | OH Chuff, Bye eck you'll be able to turn swarf out by the ton with that, lets have more photos when you're up and running. Regards Lee |
| OuBallie | 14/09/2013 18:24:25 |
 1181 forum posts 669 photos | Finished the Anthony Mount mods to the BH600G Cross-slide at flippin last, photos to be uploaded. OH CHUFF!, What a beaut you have there. I can just imagine not only the cost, but the finish on that beast. Make us drool please with specs. Geoff - Apron oiling tomorrow. |
| OH CHUFF! | 14/09/2013 19:13:52 |
15 forum posts 2 photos | It needs the protective grease cleaning off it then I'll give it an oil service before fitting either a VFD or Static Converter, not decided which yet. Will post more pics as i go. It's an ex college machine so is in good nick, made 1994. Emcomat 17s. 700mm between centres, 170mm centre height, 3.2 kw (4.3hp), 8 speeds from 55rpm to 2350rpm, weighs 725kg. Coolant and Light. For more info **LINK** |
| Andrew Johnston | 14/09/2013 20:25:21 |
 7061 forum posts 719 photos | I was going to have a go at milling the worm for the steering gear on my traction engines today. The extra toolholder I needed arrived from the USA this morning. But, when I went to assemble the cutting tools, no 3mm endmill in stock. So instead I decided to have a keyways-r-us day. Here's the basic set up with the slotting head:
The only iffy part is swivelling the ram on the mill through 180° to swap the milling and slotting heads, while avoiding the shelves on the right. Here are the tools I used:
I made the tool at the back ages ago by milling a slot in the end of the bar and brazing on the cap. If you look closely you can see the joint. I made the tool at the front today. The slot for the toolbit was drilled each end and then filed to fit by hand, as I didn't think there was enough metal for a proper brazed joint. The cutting bits are ground by hand from HSS blanks, using a micrometer to check width. The smaller (1/8" ) bit at the front was easy, as I just happen to have some 1/8" x 5/16" HSS offcuts. Here are the parts in which I've cut keyways today:
Time for supper and a beer. Andrew Edited By Andrew Johnston on 14/09/2013 20:26:50 |
| John Stevenson | 15/09/2013 00:12:03 |
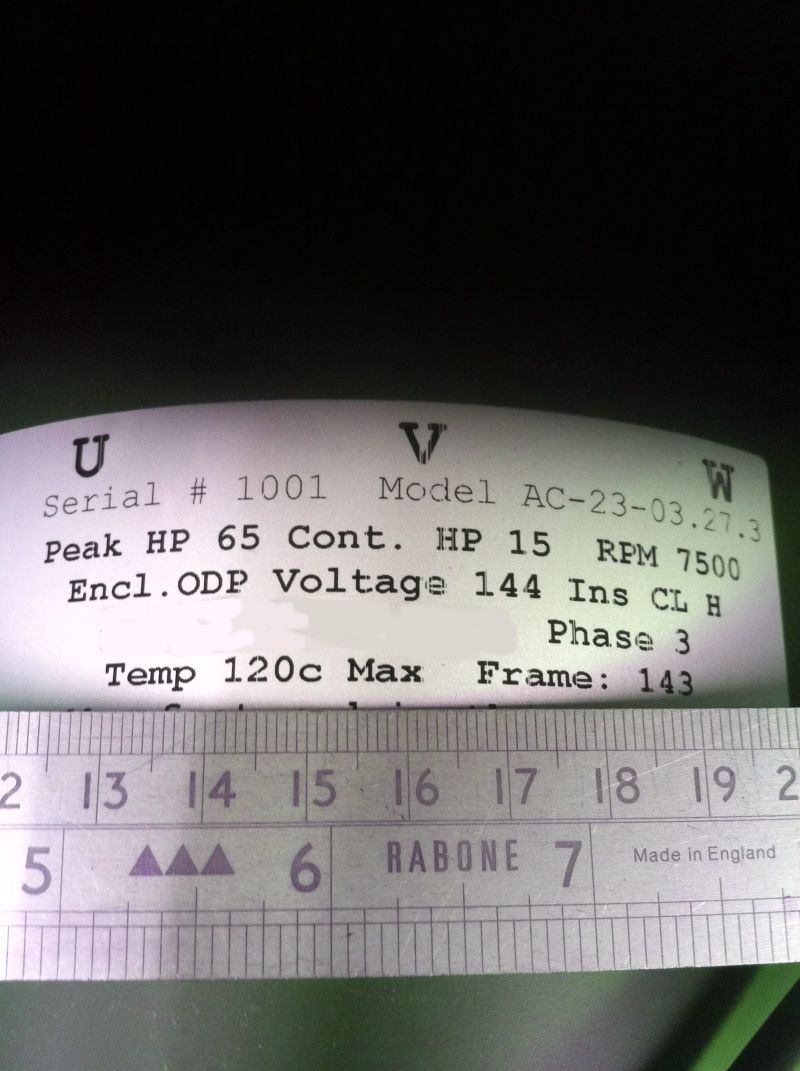
 5068 forum posts 3 photos | Decided the Bligeport was lacking in power, so had a look round for a decent motor and found this.
12" long, 7" diameter so should fit nice.
65 HP peak and 15 HP continuous 100% duty cycle at 7,500 revs
That should give it some grunt |
| Andrew Johnston | 15/09/2013 20:52:13 |
7061 forum posts 719 photos | Picked the first round of plums, now quartered, stoned and in the freezer ready for a hot plum crumble in the depths of winter. Picked more blackberries, made a jelly - eaten half of it already. Cut a keyway, and cleaned up the edges, on my home made spline cutter, now ready for hardening and tempering:
Massive clear up on lathe and the floor around it. Moved over 20kg of cast iron and steel swarf. Gave the lathe a good clean and oil, including taking tailstock off to clean underneath. Swung ram on vertical mill to swap slotting and milling heads. Experimented with aluminium specific inserts and higher feedrates. Interesting, still some birdsnesting of the swarf, but I did find roughing and finishing cuts where the swarf was well behaved. Made a blank for the worm on my traction engine steering gear from an offcut of delrin to test out the hand written G-code, when I get round to buying a 3mm endmill. I feel a trip to the local tool warehouse coming on! I need the 3mm cutter, some drills and spot drills to replace those I've badgered, some silver steel and some slideway oil. Oh, and some threading inserts for Whitworth 20tpi and 32tpi. Cleaned up some collets and die holders for the Britan lathe; put same on Ebay, as they're duplicates. Plus a few other things. Wrote this missive. Now off to cook supper. Regards, Andrew |
| Martin Cottrell | 15/09/2013 23:01:29 |
| 297 forum posts 18 photos |
I have to say, everything seems to work ok and I found my way around the machine quite easily, no thanks to the extremely poor instruction manual that comes with the lathe. It never ceases to amaze me how importers go to great lengths to continuously improve on the quality of machinery coming from the Far East but completely ignore the ludicrously translated, poorly illustrated manuals which accompany them. My lathe manual has several illustrations that appear to have been photocopied so many times that they are illegible. Surely it wouldn't cost much to get the things translated properly and get a decent set of illustrations printed. Anyway, there are one or two things I am not sure about that are sadly not covered in the manual such as how to remove and attach the cam lock chucks, so any advise would be greatly appreciated! Regards, Martin. |
| John Stevenson | 15/09/2013 23:21:24 |
5068 forum posts 3 photos | Martin, go onto the Grizzly site in the US and look for a lathe called a G0750G not quite the same as yours but very close and the manuals are downloadable and good.
John S. |
| Trevorh | 16/09/2013 08:52:43 |
 316 forum posts 89 photos | Hi Martin, if its the same as my 1224 then use the chuck key, I had to extend mine so I didn't keep loosing the odd knuckle - make sure you make a wooden tray to go under the chuck to protect the slideways when they drop they go with a bang |
| OuBallie | 16/09/2013 17:24:14 |
1181 forum posts 669 photos | Prepared biltong two hours ago, been marinating for two hours sprinkled with spice, and now ready to go into the dryer. Installed additional supports in the HobbyRoom bookshelves to prevent them collapsing - paper is sodding heavy! All the shelves had sagged, the worst by about 1/2" between supports I HAD installed at ri,eof comstruction. OK chipboard is not the best, but the wood is resting on shelf brackets every 16", those that clip into slotted uprights screwed into the wall. Supports consist of 10mm Allthread rod, fed through holes drilled in the shelves where the brackets end, with nuts and washers supporting the weight. I just forgot that chipboard sags something horrid when loaded. Done for today. Geoff - Slight chest infection so on antibiotics |
| Martin Cottrell | 16/09/2013 21:43:54 |
| 297 forum posts 18 photos | Posted by John Stevenson on 15/09/2013 23:21:24:
Martin, go onto the Grizzly site in the US and look for a lathe called a G0750G not quite the same as yours but very close and the manuals are downloadable and good. John S. Thanks for the link John, the Grizzly machine is pretty much identical to mine. I've downloaded the PDF file for the manual and WOW what a difference! Every aspect of the lathe is clearly explained in good English backed up with clear, well annotated illustrations. Another shining example of how far ahead the Americans are when it comes to customer service. I think I will forward a copy to Warco and ask them why they can't produce a similar manual for their machines! Kind regards, Martin. |
| Andrew Johnston | 16/09/2013 22:11:42 |
7061 forum posts 719 photos | Hardened and tempered my home-made spline cutter today. It was pre-heated at 500°C, then raised to 810°C and left to soak for half an hour. I don't have any quenching oil, so I compromised and used brine. After hardening testing showed it was at least 65Rc. It was then tempered at 210°C for half an hour, and quenched in brine again. After tempering the hardness had reduced to around 61Rc, pretty much where it should be for the tempering temperature. This evening I cut my first test spline with the cutter. I choose a conservative speed of 67rpm, giving about 55sfpm and a feedrate of 28mm/min, about 2 thou per tooth. Here's the cutter in action:
And the finished spline:
The core is supposed to be 1-1/8"; on every opposite pair it measures 1.125" at one end and 1.126" at the other. The splines are supposed to be 5/16" wide, ie, 0.3125". They all measure 0.309"±0.001". Good consistency, but a bit undersize. Never mind, I can adjust the width of the tool used when I cut the slots in the mating gears. Regards, Andrew |
| Andrew Johnston | 19/09/2013 22:11:03 |
7061 forum posts 719 photos | Am I the only one doing anything, or just the only one daft enough to post the warts and all results? Anyway, the outcome of this evening's work is a single start worm for the steering gear for my traction engine. The drawings call for a RH 2-start worm, but don't give anywhere enough detail to actually make the thing. So I've been through several design iterations, and was then told it shouldn't be 2-start, as it'll back drive. Correct, so back to the drawing board. Here's the picture of the first worm, machined in Delrin as a test:
The part is 1-3/4" long. I'll hold my hand up (that's a hint) and say that there's a 'deliberate' mistake. Can anybody spot it? Regards, Andrew |
| Gray62 | 19/09/2013 22:23:25 |
| 1058 forum posts 16 photos | Andrew, Would that be your Left Hand or right hand that you are holding up LOL. How are you proposing to machine the corresponding worm wheel? I've cut the worm for my 4" Ruston Proctor but my first stab at hobbing the wheel was a total disaster. regards Graeme |











This thread is closed.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Work In Progress and completed items > What did you do today? (2013)