Forum sponsored by:

How do I
drill through a round bar
| chris stephens | 19/11/2011 16:07:26 |
| 1049 forum posts 1 photos | Hi John(Bogs),
I make mine on a rotary table using a 90 degree vee cutting end mill. I make the initial cut slightly off centre then rotate the table 180 degrees and make a second cut without moving anything else. This way I am fairly certain the vee is in the centre.
chriStephens
|
| Steve Withnell | 19/11/2011 18:44:59 |
 858 forum posts 215 photos | I just Hake those puns... |
| Stub Mandrel | 19/11/2011 20:08:27 |
 4318 forum posts 291 photos 1 articles | Don't be shellfish... Neil The great fish pun thread rides again! |
| Steve Withnell | 19/11/2011 22:11:19 |
858 forum posts 215 photos | Oh Pollocks there goes another...
Steve
|
| Martin W | 20/11/2011 09:53:05 |
| 940 forum posts 30 photos | I've just about haddock enough of these puns but that's enough carp-ing for now. If I get any more excited I will fall off my perch.
Martin |
| blowlamp | 20/11/2011 11:41:41 |
 1885 forum posts 111 photos | Eel live to regret asking about this.
You could also drill the hole and roach it to size later.
If you drill too big, then just turn a slightly larger plug and put it on ice for a while.
When cool, it will drop into the hole and once the temperatures have stabilised, you will have a shrimp fit.
Martin. |
| Martin W | 20/11/2011 12:01:27 |
| 940 forum posts 30 photos | This could go on for dace and dace.
Martin |
| blowlamp | 20/11/2011 12:18:04 |
1885 forum posts 111 photos | Posted by Martin W on 20/11/2011 12:01:27:
This could go on for dace and dace.
Martin Maybe even until oyster
  Martin. |
| Martin W | 20/11/2011 14:36:28 |
| 940 forum posts 30 photos | Martin
You are evidently a dab hand at this and I can only flounder in your wake
 . .Cheers
T'other Martin |
| Terryd | 20/11/2011 14:53:55 |
 1946 forum posts 179 photos | Hi All.
I knew there was something fishy about this forum, now I know it. Seriously if I may divert for a mo', back to Wolfie's problem. As you can see Wolfie, there are almost as many solutions to engineering problems as there are engineers! Some are simple, others more complex (just like said engineers perhaps  - Just to clarify for the more sensitive souls on the forum, no offence or reference to any person living, dead or otherwise is intended ). - Just to clarify for the more sensitive souls on the forum, no offence or reference to any person living, dead or otherwise is intended ).
If you have limited resources you can easily
centre a drill on a round bar in the vice using a simple 150mm rule. I
use the mill for drilling accurate holes but there is no reason that
this method cannot be used on a bench drill. It is the same as the method referred to above by Mick above, but with pictures! Support your bar in the vice nice and horizontal, use a small centre drill in the chuck then put a 150mm rule across the bar and lower the centre drill to capture the rule between it and the bar. If the rule is horizontal you are on centre so you can clamp and start the hole with the centre drill (that is important, a normal drill is liable to skid on top of the bar). If you think necessary, once centred replace the centre drill with a small slot drill to create a small 'land' on the bar before centre drilling to stop any chance of skidding. The method is quite sensitive and accurate enough for most purposes. Pictures can show it better so here are a few. Drill set 0.2mm to left of centre  Drill set 0.2mm to right of centre  Drill set on centre 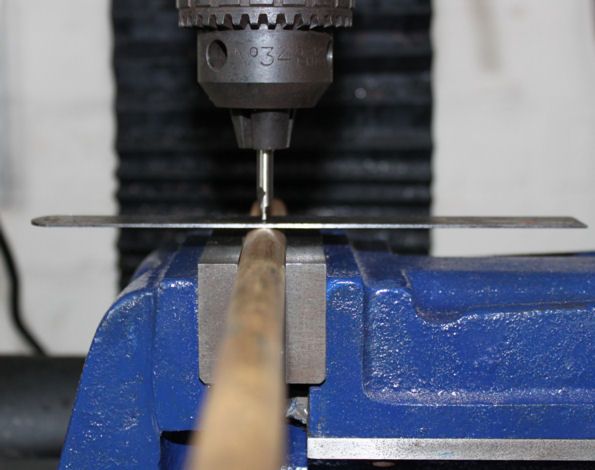 I hope that makes the technique clear, (By the way, that mill vice was rescued from my garage fire in an awful state, I have de-rusted it in hydrochloric acid solution - as suggested by John W I think, in another thread,- refurbished it and it is now quite serviceable again.) Best regards Terry Edited By Terryd on 20/11/2011 15:13:20 |
| michael cole | 20/11/2011 18:18:37 |
| 166 forum posts | Ah yes back to engineering.
The ruler method used by Terry is my fav method. If care is taken, starting with a end mill to make a flat , you can quite easy give to within 5 thou, which is all you need for 95% of cross drilling. If you have to be spot on then use a guide of the many types other posters used or an edge finder.
Mike |
| Wolfie | 20/11/2011 20:12:52 |
 502 forum posts | Cheers all. Nice to see that ruler perch on the job. Edited By Wolfie on 20/11/2011 20:15:55 |
| Terryd | 20/11/2011 21:26:07 |
1946 forum posts 179 photos | p.s. I also have a lathe tailstock vee centre, it is an original Boxford one and is quite accurate, but not really much more so than the 'rule and eye' method. When using the drilled bush method the drill can wander off by a few thou as it drills through. 'Horses for courses' so to speak. Furthermore, the chuck in the picture is another 'fire rescue' job! Regards T Edited By Terryd on 20/11/2011 21:26:52 Edited By Terryd on 20/11/2011 21:53:03 |
| chris stephens | 20/11/2011 23:58:58 |
| 1049 forum posts 1 photos | Hi Guys.
Now that we off the puns, if you want the best (?) way to drill accurate cross holes, try this other way I do it. My DRO has provision for a number of "Zeros", one of which I have set on zero on the fixed jaw of my mill vice. When I want to drill holes I just measure the diameter and dial in the radius on the DRO, then start the hole with a spotting drill, not a Slocombe/centre drill, followed by size required or pilot drill if large or an accurate sized hole is required. followed by final drill.
Easier to do than write, you do have DROs on your mill, don't you?
 chriStephens
|
| Les Jones 1 | 21/11/2011 10:03:35 |
| 2292 forum posts 159 photos | Hi Wolfie, A variation on some of the methods suggested that I use is to clamp the bar to be drilled in the machine vice so that it either does not reach the end or does not reach the top so a centre drill can be touched against the jaws. Then move the table towards the fixed jaw with a feeler gauge between the jaw and the centre drill. When the feeler gauge is a sliding fit between the jaw and the centre drill set the DRO to read zero. Repeat this on the moving jaw. (Must be THE SAME feeler gauge.) Note the reading on the DRO and divide this value by 2 (Or use the centre find function on the DRO) Now move the table so that the DRO reads the value from the divide by 2. I use the feeler gauge to save putting an edge finder in the chuck / collet. If you do not have a DRO you could use a digital vernier. Position the centre drill about the middle of the jaws. Measure the distance between each jaw and the centre drill. Add these two values together and divide by 2. Now move the table until the distance between the centre drill and the jaw is this value, (It will be the same distance to either jaw.) This method could also be used on a pillar drill but it would not be as easy. Les. Edited By Les Jones 1 on 21/11/2011 10:04:13 Edited By Les Jones 1 on 21/11/2011 10:06:07 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > How do I