Forum sponsored by:

End mills in a drill chuck
| Terryd | 07/12/2010 16:53:47 |
 1946 forum posts 179 photos | Hi Chris, I'd agree that theoretically one should not do this, but experience shows that it is possible with light cuts, high speed and slow feed. The earlier thread by the tyro Wolfie showed he was experiencing the walking out of a cutter from 3 jaw lathe chuck which can be made much tighter than a drill chuck. Obviously wear in the chuck and jaws will come into it. I must admit to using a Jacobs chuck with a small cutter at high speed albeit with light cuts great care and close observation but it's not something I would do regularly. By the way, who decided that your video man is a 'Master Machinist' ? I know quite a few people who have years of experience in their field but are still not much good. Experience does not necessarily equate to a high level of skill. P.S> on a lighter note hat reminds me of the oldie but goodie about the Farmer who was awarded a Nobel prize for being outstanding in his field!  Regards Terry |
| David Colwill | 07/12/2010 19:13:07 |
| 782 forum posts 40 photos | I am currently running a job on my Triac CNC and am having to use a 3mm ball nose slot drill to mill a slot 12mm long by 1.5mm deep in perspex. Due to a lack of bt35 tool holders I am holding it in a drill chuck. I would rather not be doing this but needs must, I did however (being a bit chicken) program it to be done in two passes. So far it has done about 500 or so and nothing has moved. I should point out that I considered the possibilities of chucks coming off tapers and cutters walking out but as this is an automated machine there is little or no chance of this causing injury as it is largely unattended. So I feel confident now in saying yes there is a time and place! |
| chris stephens | 07/12/2010 19:14:15 |
| 1049 forum posts 1 photos | Hi Terry,
You must be very bored to have bothered to go so far back for this thread. In my case it is far the flaming cold, ( would that count as an oxymoron?) to go outside and make things, so I am here in the relative warmth typing and 'net surfing.
Re the "master machinist" the inverted commas were my addition and used for the usual reasons, I seem to recall the title was used in a trailer for the trailer. He may be indeed a "master" but his voice would drive me to despair, if I had to listen to hours of his course.
As I said over a year ago, I always try to use the right equipment for the job in hand, but I reserve the right to do more-or-less anything to achieve my engineering aims. This is the beauty of a home machinist, no H&S looking over my shoulder.
Perhaps a defination of "experienced" is, the knowledge of precisely how far you can go and still (just) be on the safe side.
Re your PS I thought it was the scarecrow who stood out in his field.
chriStephens
|
| Chris Trice | 07/12/2010 19:18:10 |
 1376 forum posts 10 photos | I confess I've done it on occasion but paid the price on occasion too. I bet not many people tighten a drill chuck using all three key holes either which is perfectly sound practice (most people just use the nearest) and can improve the grip substantially. The other disadvantage of a drill chuck is that the cutter is held much further from the lower quill bearings and thus more prone to chatter and digging in. Also, like most lathe chucks, drill chuck jaws tend to bell out if the cutter isn't located deep into the chuck. Combine that with a less secure grip and is it any wonder the tool creeps out? If you think of the drill chuck cutter combination as the equivalent of an end mill four inches long, then you need to thinks in side load terms of the same order particularly if your drill chuck is located in your mill via`a relatively skinny 2 Morse taper (and always with a drawbar unlike drilling). My personal attitude is to avoid using a drill chuck unless you have no choice in which case, take it easy. Edited By Chris Trice on 07/12/2010 19:20:30 |
| Chris Trice | 07/12/2010 19:23:13 |
1376 forum posts 10 photos | Posted by chris stephens on 07/12/2010 19:14:15:
This is the beauty of a home machinist, no H&S looking over my shoulder.
Yet. |
| chris stephens | 07/12/2010 19:32:57 |
| 1049 forum posts 1 photos | Hi David,
I take it that you are using a 6mm shank ball ended cutter, if so the inertia, even at highish speeds, would cause little harm to anything except the job, if it came loose.
I worry for the mental health of those who are too paranoid or lacking in experience, to "push the envelope". As I said to Terry above, I try to use the right equipment, but come the apocalypse, when we will have to make do with what we have, it will be the lateral thinkers, and Ray Mears, who survive, and the ninnies who don't.
 There is more to it than "the right way or the wrong way" there is the " that'll do at a pinch way."
chriStephens
|
| chris stephens | 07/12/2010 19:44:32 |
| 1049 forum posts 1 photos | Hi Chris,
How true.
There is one home machinist that I know who doesn't even want his club to know what he has in his shed, in case the "powers that be" start to snoop and then license, or not, workshops. His will not exist, officially that is. Still, with the cut backs in Government spending there is little chance of them employing people for a new licensing dept., well not this week at least.
Maybe in the new year, though. chriStephens
|
| chris stephens | 07/12/2010 19:56:24 |
| 1049 forum posts 1 photos | Hi Chris , Missed one of your posts but I agree with 100%, and that is where experience is learnt, from your mistakes. The trick is to learn from others mistakes first, if you can.
As Trevor Howard said while playing Sir Keith Park in the film about the Battle of Britain, when talking about a missing pilot and his swanning around doing an instrument check and looking for the Hun "well we all do it but that doesn't make it right", 'nuff said.
christephens
|
| Stub Mandrel | 07/12/2010 20:31:41 |
 4318 forum posts 291 photos 1 articles | Mea Maxima Culpa! I have used an endmill in a drill chuck for a quicky. Err in haste, repent at leisure. Ever since one pulled a BIG 1/2" capacity chuck off its taper, I won't again, with one exception. That is a small chuck on an MT1 taper for use with my potts spindle, though as I bought a milling machine I still haven't got round to using it. Neil |
| John Haine | 07/12/2010 20:56:49 |
| 5563 forum posts 322 photos | Is this one still going? Anyway, I read somewhere that one of the big problems doing this is that if you're taking a deep milling cut (as opposed to axial feeding e.g. to spotface), the varying sideways loading tends to work the chuck off the Jacobs taper. So OK for axial feeding and very light milling (like Lautard's idea to mark out for cross drilling), but only a last resort for real milling. I guess one solution is to use ER pattern collets so you can hold any size of cutter, but myself having used both ER and pozilock collet chucks I don't think you can beat R8 straight in the mandrel - more rigid, more daylight. |
| Chris Trice | 07/12/2010 22:10:07 |
1376 forum posts 10 photos | I tend to use my Auto-lok mostly but for important heavy stuff, I agree, can't beat a well tightened R8. |
| Terryd | 07/12/2010 22:20:03 |
1946 forum posts 179 photos | Hi Chris S, I'm sure it was the farmer but I will always willing to listen to alternatives before rejecting them. (just kidding - unlike some) Re: making mistakes, another aphorism I'm afraid - my trainer always told me "to learn from the mistakes of others. One don't live long enough to make them all ones self." I rather took that to heart and it is the wonder of the internet that we can do this. He would have marvelled at the opportunity if he were alive now. Re Boredom: My garage workshop burnt down in July and due to inefficient Loss Adjusters, project managers, subcontractors, incompetent skip remover, late scaffolding and more cock ups bringing us into the devastating weather conditions of British November I am unable to take delivery of my hew replacement machinery so most of the time am working here on my computer planning new projects and venting my spleen at incompetent fools and between times writing to a group of guys I feel that I am getting to know quite well and enjoy talking to on this forum. I worked in the public sector as a teacher of practical subjects including design and metalwork, and IT but if I had been as efficient as these private sector buffoons none of my students would have managed a GCSE let alone the A levels they got followed by good apprenticeships. With the sort of effort I have found in the private sector, I would still be marking the exams taken 8 months ago. Rant over - really. Best regards Terry |
| Sam Stones | 07/12/2010 23:54:13 |
 922 forum posts 332 photos | I've come in on this thread rather late (or early if you live in Fiji, NZ or Australia), and have not taken the trouble to read all the postings.
But surely, isn't there some particular skill needed in being able to hit the `STOP' button, when the drill chuck drops onto the workpiece?
Or worse, when it lands onto the table?
Sam |
| Gordon W | 08/12/2010 11:26:46 |
| 2011 forum posts | Got an ex libarary book for 50p. Milling in the lathe, by T Cain. On the front cover is a cylinder having ports milled out (?) Milling cutter held in 3 jaw. I think this T. Cain was quite well known at the time. |
| Chris Trice | 09/12/2010 00:02:28 |
1376 forum posts 10 photos | I don't think the issue is a lathe three jaw (if it runs concentric).. Drill chucks are the problem as they don't tend to grip cutters so firmly. |
| ady | 09/12/2010 00:16:16 |
| 612 forum posts 50 photos | I've used endmills up to 12mm in a 4 inch chuck. Ordinary drill chucks lack both gripping strength and munching momentum . Never had a problem, have cut good t-slots as well, but only in aluminium so far. You only have to listen to the job and it tells you, no manual required. Slow speed so no heat issues, good stiffness and lots of torque. |
| The Merry Miller | 09/12/2010 10:04:15 |
 484 forum posts 97 photos | I always wrap a piece of newspaper around the shank of and endmill before I put it into the three jaw chuck. Had no problems so far. Len P. |
| Terryd | 09/12/2010 11:21:48 |
1946 forum posts 179 photos | Hi Chris and Gordon W, I would agree with your statement about the Lathe 3 jaw chuck if the chuck is new and cared for, but I was also warned that an old and worn 3 Jaw chuck could have have tapered jaws at the outer extreme through wear and misuse. Surely in that case the relatively short shank of the milling cutter could be held in that worn portion of the jaws and the grip would be reduced. Hence the cutter could easily work it's way out with obvious consequences. Tubal Cain of whose books I have several, obviously knew his chuck and was secure in the knowledge of it's accuracy, but that may not be the case in the situation where a newcomer buys a second hand lathe of dubious origin. Terry |
| Chris Trice | 09/12/2010 14:34:00 |
1376 forum posts 10 photos | To be honest Terry, most books on the subject by several respected authors all say a lathe chuck is fine. Cocentricity is important if you don't want the cutter to cut oversize so anyone lacking collets to fit their spindle can use the chuck providing they recognise that lathe chucks aren't as a rule as concentric. It also means not all the teeth of a cutter will be cutting if it's not seated accurately. Four jaws can obviously be set bang on. The main reason for a thumbs up with a lathe chuck is that it grips with far more power than a drill chuck. Most drill chucks will let go and score a drill bit just by grabbing as you break through a drilled item if you're over zealous with the feed. |
| Terryd | 09/12/2010 17:00:45 |
1946 forum posts 179 photos | Hi Chris,
I'm not questioning what you say, just quoting my
trainers and some warnings I have read, I think by G H Thomas and I
think my lecturer, Professor Heinz Wolff. I have read many books on the
subject like yourself and would agree with your assertions. However I
was not concerned with concentricity but with parallelism. I was always
taught that wherever possible one should use the whole of the jaw to
support the workpiece especially in a 3 jaw chuck, rather than the
outer parts of the jaw away from the chuck body. The reason being that
when the chuck is worn the uneven forces lead to a lack of parallelism and the possibility of the work 'walking' out of the chuck as there is always some play in any mechanism. This might be the case with a milling cutter.
That was a basic piece of information taught by my apprentice
instructor and in the toolroom. It may have been incorrect, but it
feels right. I've made a couple of diagrams to illustrate what I mean. The angle in the second drawing is exaggerated but illustrates my meaning. As i said with an old, second hand chuck this could be worse. If you put a longish piece of stout bar (say 150mm x 20mm) and tighten it really tightly in the sort of position in the second picture you can feel the effect. When it slips the beginner then tends to make it even tighter, thereby exacerbating the effect. 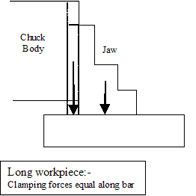 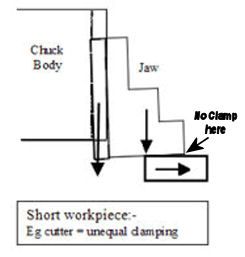 Best regards Terry Edited By Terryd on 09/12/2010 17:13:59 |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > End mills in a drill chuck